



һ����������������Ȼ���ܵ����ѱ�ը�¹ʣ�����
��Դ�����ܵ���������־ ���ߣ�����˫ ʱ�䣺2018-11-26 �Ķ���
��Ŀ�����˴���˫��ʿ�� ��һ�����ǽ������¹ʵķ���������ԭ����һ�ڽ���ϸ���ܹܲ�ʧЧ�������̡��ܲ�ʧЧ������������ʷ��������ȱ�ݣ�Ҳ�۷�������ʷ��⼼���ľ����ԣ�����������¹ʷ����ı���ԭ��һ�����칤��ȱ�ݣ�û�в��ó��õ��������գ�����Υ�����淶�����˲��Ϲ�Ķ̽ӣ�����δ��������д��ߵĸ���ȱ�����ؽ����˺���ij�ѹ���������ǵ�������ʦ��������������ѹ���������շ���ʧЧ�ķ�����������ʷ�������⣬�ܵ����߱��ڼ�����������ܼ�ʱ���ֹܵ�����ȱ�ݡ���Ҳ�ǹ���ʧЧ������ֵ�ý���ķ��档
һ����������������Ȼ���ܵ����ѱ�ը�¹ʣ�����
����˫
�й�ʯ�ܵ���˾�ܵ������Թ�������
������2010��9��9�յ�̫ƽ��ȼ��������˾��PE&G���ܵ������¹ʣ�������6���̹��е�4����������ҵ����ҵ���淶Ҫ����PG&E��ҵ��������ʯ��ѧ�ᣨAPI����ҵ������ͼ 1��ʾ��1��2�� 3��5�Ŷ̹ܵ���С����ǿ�ȣ�SMYS������X42��X52������2�Ŷ̹���ͣ� SMYSֻ��220 MPa���൱��X32���� 1�� 2��3�Ŷ̹ܵ����춼�����رں���δ��ȫ��������������������߶�����ĥƽ�ˣ���ijЩ�����ijЩ��λ����ĸ�ĵ������Ҳ�д�ĥ��ɵĽ�����ʧ�������������߱���ĥ�����ټ���δ��ȫ��������Щ������������1�� 2��3�Ŷ̹��������Ч��������������Щ�����ΪӦ�����еIJ�λ��δ�������������γ���һ��ȱ�ڣ�ȱ����״ʹ�ú������Ӧ�����и������ء���1�ź�3�Ŷ̹ܵĴ��������˶��������Ӧ����Ӧ�䡣
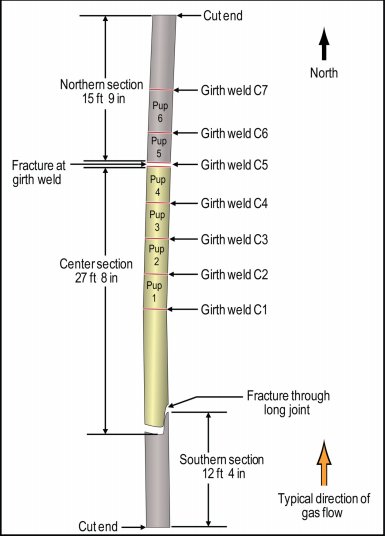
ͼ 1 ���ѹܶζ̹�ʾ��ͼ
�����������䰲ȫίԱ�ᣨNTSB����ʧЧ���������н���������Ԫ����ģ�ͺ�����ѹ�����㹫ʽ�������˵����1�� 2��3�Ŷ̹������ȱ��ЧӦ��ͨ������Ԫ����ģ�͵õ��Ľ�����������ڱ���˫������DSAW���ֹܣ���ѹΪ2.76 MPa���亸�츽����Ӧ��Զ���ڸֹܵ�����ǿ�ȡ����ǣ�ͨ������Ԫ����ģ�ͽ�������1�Ŷ̹�ȱ�ڵĹܵ�ģ�ͣ�������ѹ2.58 MPaʱ���������ϴ�Լ��50%�ıں���������Ӧ����ͨ������ѹ������Ľ��������������С����ǿ��Ϊ290 MPa����ͬ��X42���Ĺܵ�����Ԥ���ı���ѹ��Ϊ8.96 MPa�����֮�£� 1�� 2��3�Ŷ̹ܵ�Ԥ������ѹ���ֱ�Ϊ3.55�� 3.96��2.96 MPa������������ 1�� 2��3�Ŷ̹ܵ������е�ȱ�ݽ�������Լ66%�ij�ѹǿ�ȡ���Ҫ˵�����ǣ�����ѹ���ļ��㷽��û�п���1�ź�3�Ŷ̹�������ߵ�Ӱ�졣Ϊ�˸��õķ���1�ź�3�Ŷ̹ܵı���ѹ���������˻��ڼ���ѧ������Ԫģ�ͣ�����������1�Ŷ̹�Ӧ���ͱ���Ҫ����3�ţ����1�Ŷ̹ܵı���ѹ�����ܻ����3�Ŷ̹ܡ�
������Щ����� NTSB��Ϊ����ȱ�ݵijߴ����״�����1�Ŷ̹������ǿ�ȣ�ʹ��������ѹ�������ײ���ʧ�ȵ�������չ��
1 ����Դ��ʧЧ
ʵ����������ʾ������ʼ��1�Ŷ̹������м�λ�á������캸�ӽ�ͷ�������γ����Զ��ѵ����ƣ�������ƣ����������չ����1�Ŷ̹ܵĺ�������γ���һ���������ٽ�״̬�����ƣ���һ��������������ij�ѹ���������¹ʵص�Ĺܵ���ѹ�ﵽ2.66 MPaʱ�����������ƿ�ʼ�����ʼλ�÷ֱ�����������չ��ֱ���ܵ��������ѡ��������Ѻ�ȼ���ӹ��������������������ܵ��������࣬���¶Թܵ�������������������Ӧ�����������ȼ���ƿ�������ܵ������㣬�γ���һ����ӡ�������C5������4�ź�5�Ŷ̹ܵĺ��죩�Ǹùܵ����������λ�ã��û��������δ�ںϺ�δ��ȱ�ݣ����С�ͳߴ�ʹ�ú��촦����Ӧ�����С����⣬�ڲ��ϻ�ѧ�ɷַ����л����֣� 4�Ŷ̹ܺ���ͭ������������֪�ĵ��º��Ӵ��Ե�Ԫ�ء�
NTSB�ĵ�����ȷ����ǰ���ڵ������Ǻ�ʱ�������1�Ŷ̹����쿪ʼ��չ�ġ�������Ϊ�¹ʷ���ʱȷ�ϵ����ѹ��Ϊ2.66 MPa��������2003���2008����Ƥ��˹��վѹ����������2.76 MPa������ʱ�����¹�λ�ø���ѹ��ֻ���ӵ�2.64��2.63MPa����һ���й���Ƥ��˹��վѹ������2.76 MPa�ļ�¼����1968��10��16�գ����ǵ��������ѹ��������Ч��ͨ������������ NTSB�ó����ۣ� 132���¹ʹܶεĶ��ѣ�ʼ��1�Ŷ̹ܵ�δ��ȫ�������죬����ѹѭ���仯������£�����ƣ��������չ���յ��¿���ʧЧ��
2 �¹ʹܶ�����ȱ��
����ȱ���¹ʹܶθ��¸���Ϳ�������������Ϣ������ȷ���¹ʹܶ���ʹ�ö̹ܵ�ԭ�����ǹܵ���ʼ��Ʒ����ʹ��ڵģ�Ҳ�������ֳ���˽�Ա����������Ա��ͼ�ڵ��������ȷ����Щ�̹��Ƿ�Ϊ���ʼ����ӹ��ij��ȡ�ͨ���������֣���Щ�̹��е����̼��ӱ����������������øֲĵ����Ʒ����Ǻ���ģ�Ҳ����˵���ܲ�����ӹ������Ʒ���Ϊ����ͨ����20����40��������ַ������о���������ʱ���Ƚ������ֻ�ֻ������3.35 m���ĸְ塣�������ƵĹܲIJ��ܹ�����PG&E��������֪�ܲĹ�����С����Ҫ���������̹ܲ���Ӧ���ڴˡ�
���⣬��Щ�̹ܵ����װ�䣬������PG&E��API������2�������̹�ͨ���������ӵ�Ҫ��PG&E��API�Ĺ淶Ҫ��ÿ���̹ܵij�������Ϊ1.5 m�����ǣ�1��2��3��4��5�Ŷ̹ܵij���ȫ��С��1.2 m��ͬʱ������API�淶��Ҫ���ӹܵ���������Ҫ����Ҫ������¿ڴ���������ζ�Ÿ����ӹܵ�������Ҫ�ӹ���һ����б�棬�����¹ʹܵ��ĺ�����û�й۲쵽��б�档
���黹��ȷ�����ݲ�ͬ�ĺ��ӽṹ������ȡ�Ӳ�Ⱥ���Ӱ������״�� 1��5�Ŷ̹ܲ����ǰ����������ϸ�����˾��CW����DSAW��Ҫ��ӹ��ġ�ͬʱ������1�� 2��3�Ŷ̹ܵĺ������ڽϵ͵Ĺ��ĺͽ����ij��������½��еģ�������CW�ij���Ҫ�����յ��½ϵ͵��������ʣ���������������ȴ�ϸߣ����γɽϴִ�ľ�����֯�� 4�Ŷ̹��ݺ����4�� 5�Ŷ̹ܼ亸��������ֹ��绡�����亸�ӵĹ��չ�̲�����CW��DSAW����Ҫ��
���黹���ֲ�����CW����Ҫ��������������1�� 2�� 3��5�Ŷ̹ܿ���û�о���CW�����������������ڹܾ�Ϊ762 mm�ij�Ʒ�ܵ�����δ����ǰ�Ĺܾ�ԼΪ752 mm�������Щ�̹�����ʱΪ752 mm�� 1�� 2��3�Ŷ̹�������δ��ȫ���ĺ���Ͳ����ܾ���סҺѹ���ʹ�������ʱ�ͻ����ѡ���ˣ� 1�� 2�� 3��5�Ŷ̹�ֱ������ֱ������Ϊ762 mm��
ͬ���ģ���Щ�̹ܲ����ܳ���90%SMYS��ˮѹ���ԣ��ò���Ҳ��CW���������Ƴ����һ���֡�ˮѹ����ѹ��Ϊ8.01 MPa�� 1�� 2��3�Ŷ̹ܵ����۱���ѹ����ˮѹ����ѹ��֮�¡�
��֮���¹ʹܵ�6���̹��е�����4�������Ʒ��������ϸ��߹ܵ�����ҵ��������5��û�а�CW��DSAWҪ�����죬��Щ�̹ܵ���װû�������������ӵ�Ҫ����ˣ� NTSB�ó����ۣ��¹ʹܵ������Ķ̹ܲ�����PG&E��������֪�Ĺܵ��淶����ʹ�ò�ȷ�����豸��װ����ȫ�����Ϲ淶Ҫ��
3 1956����¸��칤�̵�������������
������ȷ���ĺ��Ӻ���ȱ�ݣ� NTSB������Ա��ͼ�˽⣬��Щ���ϸ�ܼ�������ڹܵ�������ڱ���װ���ڷ����ڼ�һֱû�з�������ڵ�ȱ�ݣ�ֱ��54������¹ʵķ�����������ʾ�� 1956����¸��칤��û��X���ߵļ���¼����֮��ȣ� 1948��132�߳�ʼ�����PG&EҪ�����10%�ĺ������X����⣩��Ҳû��ˮѹ�������ؼ�¼�������ʱ������X��������ˮѹ�������п����ڹܵ���װ���ڷ�����Щ����ȱ�ݵĶ̹ܡ� 3�Ŷ̹�Ԥ������ѹ��������NTSB�ı���ѹ������������Ϊ����㣩Ϊ2.96��3.85 MPa���ڹܵ�������ڣ���ҵ���й涨����������ˮѹ����ѹ��Ϊ�����������ѹ����MAOP����1.25����1956���¹ʵص�Ϊ������������Ҳ����˵MAOP 2.76 MPa��Ӧ��ˮѹ����ѹ��Ϊ3.45 MPa�����ǣ���ʱ��Щ�����Ƽ��Զ���ǿ��ִ�еģ� PG&Eû�а���Щ��ִ�У��Ӷ�������һ���������нξͷ���ȱ�ݵĻ��ᡣ
���⣬��ʹͨ��Ŀ�Ӽ�鶼���Է�����Щ���صĺ����쳣����ÿ���̹ܵ�������ڵ��ֹ��绡����δ��ȱ����ȫ����ͨ�����ۻ������֡����1956����¸��칤�̽�PG&EԱ��Ŀ�Ӽ��ܵ��ڲ���PG&E��1948�꽨����Ŀ�淶��һ��Ҫ����Ϊһ����������Ҫ����ô���ϸ�ĺ���ȱ��Ҳ�����ͱ�̽�����ˣ�Ŀ�Ӽ��û�б�ִ�������DZ�����ִ���������ӡ�
�ڵ����л����ִ��ڱں�Ϊ7.9 mm�Ĺܵ�������λ�ñ������ӵĹܵ�������Ҳ˵���������Ʋ��㡣�����¹�����Ĺܵ��IJ��ϲɹ�������¼�Ĺܲ�����Ϊ�ں�9.5 mm����ֹܡ�û���κμ�¼��ʾ7.9 mm�ں�Ĺܵ��������ֳ�����֮�� 1956����¸��칤���������ƵIJ��㣬ʹ����ȱ�ݵĹܵ�����װ�� NTSB�ó����ۣ�����¹ʹܵ�����1956���ձ���ܵ���ҵ�������ƺͺ��ӱ��Ļ����Ͳ��ᷢ������¹ʣ��������Щ����ʱ���������ˡ�
4 PG&E�����Թ����������
NTSB����Ա���PG&E��GISϵͳ��ؼ�¼���֣��ںܶ�����£� PG&EΪ��Ҫ�Ĺܵ�����ʹ���˼ٶ�ֵ�����л��������������Դ������Ҫ�Ĺܵ�������¼���������������ڣ��������͡� SMYS������ȡ���ʵ�ϣ�����ܶεļ�¼ȱʧ�����Ǽٶ�ֵ���������ݣ��Ѿ���֮ǰ����Ϊ�����Թ��������һ���ֵ�ECDA�����б�¶������ 132�ߵ�13���ܶ��У� 2���ܵ��ں�Ϊ�ٶ�ֵ�� 4������δ֪��������ЩECDA�Ŀ��ڼ�¼Ҫ������Щ����ȱʧ���ٶ������ֵ��GISϵͳ�м�¼��ʱ�䡣
��ΪECDA�����һ���֣� PG&EҪ���ռ������ݿ���������֤����ֵ��ȷ��GIS�е�δֵ֪��
ECDA����Ŀ��ں���֤����û��Ҫ�������ռ������ݸ��¹ܵ���¼����NTSB�ĵ�����֤���ϣ� PG&E��Ա֤ʵ������ֳ�������Ա����GIS���ݺ�ʵ��������ڲ��죬��Ҫ���ֳ�����ʦ����Щ����㱨��沿�ţ���沿��Ҫ��֤��Ϣ�����ǣ��ṩ��NTSB���ļ���ʾPG&Eû��Ӧ��ECDA������֤����ֵ��ȷ��δֵ֪���������ֵ��
PG&E��GISϵͳ�л���������������û��6���̹ܺ�����һ��ļ�¼��Ҳû��ȷ��ʶ��1988��10��27��132������й©��ԭ������¹�ǰ��GISϵͳֻ�����������30.5 km��������һ��й©������û���ᵽ�κ�ϸ�ڡ������ʼ�й©���ݣ� PG&E��ʾ�� 20����90���ĩ PG&E��ʼ����GISϵͳʱ��ֻ�ϴ��˹����ģ���δ����ģ�й©��Ϣ������δ������й©��Ϣ������1988��10��27�յ�й©�¼����Ѿ������ˣ�û��¼�뵽GISϵͳ�����������������20����90���ǰ����������й©���ܶ�û��¼��GISϵͳ������PG&E��ʾ�����������ϸ�嵥����й©��ʷ�������ڹܶη���������û�п�����Щй©�¹ʵ�Ӱ�졣
NTSBע��� PG&E 132�ߵ�GISϵͳ��Ȼ���ںܴ�����ļٶ���δ֪�������Ϣ����ǰ��������������£�ͨ��ECDA�����ܹ������Ļ�ȡȷ����Ϣ������ʵȴ����Ϣ��û��¼��GISϵͳ�� GISϵͳȱ��������ȷ�Ĺܵ���Ϣ��ʹ��PG&E�������Թ�����������Ч����ת��
5 �ܵ��ڼ�⼼��
�ܵ��ڼ����ʶ���ڷ������ع���֮ǰ��������ȱ������Ч��һ�ּ����ֶΣ�Ҳ���������ܵ�ʵʩ�����Թ����ƻ��ɹ��Ĺؼ����ڡ� NTSB��Ϊ��ʹ��רҵ���ڼ�����ʶ��������ɸ�ʴ�����ݡ����˺ͻ����������ƶԹ�����ɵ�����һ���ر���ǰ;��ѡ�����������ۼ�����ͬ���ڼ�⼼���������ܶζ��ڽ��в���ϵļ�⣬�����ṩ����ȱ����������Ч��Ϣ����Ȼ�ڼ�⼼����������ԣ�һ������¶����ض����͵�ȱ�ݼ����ԼΪ90%����������ͨ��������е����ݶԱȷ����������Ƽ���ʡ�
������ͷ���ʰ뾶��С�����������������ƣ�������132���������Ϲ�������Ӧ�ִ����ڼ��ߣ����ǶԹ����������졣����NTSB������֤�����ṩ��֤�ʣ����Ϲ���ʵʩ�ܵ��ڼ�⼼��ֻ�������ڼ�����Ƿ��ܹ�ͨ���ܵ�����û���漰����������������ٵļ������⡣�����ܵ���Ӫ��Ҳ���ƣ�������Ȼ������ѹ�����壩���к�Һ�壨����ѹ�����壩������״̬��ͬ��ʹ����ȼ�����ܵ���Ӧ���ڼ���Ҳ����ڸ���ļ�����ս���ر�������ѹ����ʱ�������ƶ�������ڹܵ������С�
NTSB�ó����ۣ������ڼ�⼼�����ʺ����е�����ȼ�������ߣ���Ӫ�̲���Ӧ��������Ч��������ȷ����������в�ܵ��Ĺؼ�ȱ�ݡ� NTSB��ʶ�������ںܶ�ܵ�����ʱ����磬��ʱû�п��ǹܵ��ڼ�⣬��ƺ�ʩ����صı�Ҳδ���ǹܵ���ͨ�������������ʺϲ����ڼ�⡣��ˣ� NTSB���������ܵ���Σ�ղ��ϰ�ȫ�����֣�PHMSA��Ҫ�����е���Ȼ�������ߵ�����豣���ڼ����ܹ�˳��ͨ�������ȿ����Ϲ��ߵĸ��¸��졣
ͬʱ�� NTSB����������ȼ��Э�ᣨAGA����������Ȼ��Э�ᣨINGAA���ƶ������������Ƚ��ڼ�⼼���ļƻ�������Ϊȼ�������߿������Ƚ����ڼ�⼼�����豸ƽ̨��
��һ�ڽ�Ϊ��ҽ��� ��1992��ī����ϴ��������¹ܵ���ը�¹ʡ��������ѵ�������ע��
���ߣ�����˫����ʿ�� 1983���������ϻ����ˣ��־�ְ���й�ʯ�ܵ���˾�ܵ������Թ������ģ�ע�ᰲȫ����ʦ��������ȫ����ʦ������ϵͳ����ʦ���ܵ�����Ա�������д�ˡ������ܵ���ȫ�����淶����Q/SY1490�D2012����������ݹ���������ʯ����Ȼ���ܵ�ϵͳ�ΰ����յȼ��Ͱ�ȫ����Ҫ��GA 1166�D2014�������ұ� ���������ܵ������Թ����淶����GB 32167�D2015���ȶ�������ڹ������ڿ��Ⱥ�����10��ƪ����������ˡ��ܵ������Թ����������������ܵ��¹���ʾ¼�����鼮����������λ����ʯ�ͼ��ſ�ѧ�������������ӱ�ʡ��ѧ�������������ܵ���ѧ���ȡ�
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
