



һ����������������Ȼ���ܵ����ѱ�ը�¹�
��Դ�����ܵ���������־ ���ߣ�����˫ ʱ�䣺2018-7-17 �Ķ���
�����˴���˫��ʿ������һ�����ڸߺ�������¹ʣ�����8���������ධ��������١����¹ʵķ������������أ�һ��ʩ���а��̶Ա��淶�ĺ��ӣ���װ�˲������Ҫ��Ķ̽ӣ����Ƕ̽Ӻ��������ϲ��¶��ʩ���ֳ��������ܿز���λ�������������ܲ����ڷ���������˶����йܵ�ϵͳ��ѹ�����ԣ����ǵ�������ʦ������������������ѹ�����ߡ�ͬʱҲ����һЩ���������ԣ��簲װ���ֶ������ܽ���Զ�̲����»�����95���ӹرշ��ţ��������¹����س̶ȡ�
��ǰ�ҹ������ܵ��ܾ�Խ��Խ������ѹ�����ߡ��ֲĵȼ����ߣ�DZ��Ӱ��뾶�������Ǹߺ�����ܶ�ԶԶ���������ܵ����������¹ʣ���ʾ���Ǻ���ȱ�ݵļ������۽����ҹ�δ��5��10����Ҫ���˵ĺ��ļ�����
һ����������������Ȼ���ܵ����ѱ�ը�¹�
1 �¹ʸ���
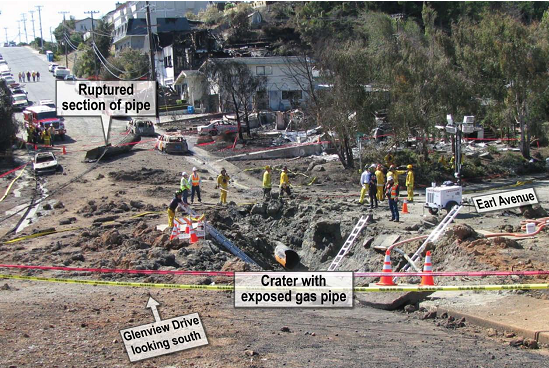
2010��9��9������6:11����PG&E��̫ƽ��ȼ��������˾����Ӫ������ 132��Ȼ������39.28 km���������ѣ����ը���¹ʷ���������������������ʥ��³ŵ��һ����������λ�ڲ�����ֺ���ά�ȿ쳵���Ľ���·�ڡ���ը�γ�һ����22 m����7.9 m�Ĵ�ӡ�һ�γ�8.5 m����1.36 t�����ѹܵ��ڱ�ը�б�����������30 m��PG&E��˾Ԥ��й©����Ȼ����1.35��106 m3��й©����Ȼ������������ը����������ش���֣�����38�����ݱ��ٻ���70�������ܵ��������ˣ�8���������������ˣ������������������ͼ 1��6����
����PG&E�ļ�¼�����ѹܶν���1956�꣬�ܾ�762 mm���ں�9.525 mm����API��5L X42��ֹܣ��������鷢�������¼�Ǵ���ģ���132����������ò���ѹ����MAOP��Ϊ2.758 MPa��PG&E�涨���������ѹ��Ϊ2.586 MPa��
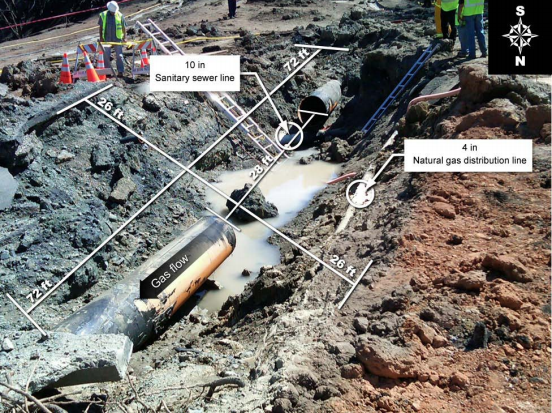
ͼ 1 ��ը�γɵĿӺͶ��ѹܵ�
ͼ 2 ��ը���ѹܶ�

ͼ 3��ը�¹��ֳ�����
2 �¹��������
132�������ѱ�ը����Ӱ�������Թܵ���ը��Ϊ���İ뾶Լ183 m����Ҫ���������ӡ����ֲ���108�����ݣ�����30�����ݻ٣�17��������53���������⣬74��������һ�����ֵغ�һ�����ֳ������ջ١�����PG&E���棬�ܵ���������1 350����Ԫ��й©��Ȼ����ֵ26.3����Ԫ��
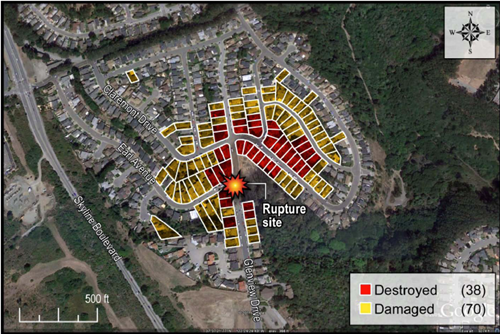
ͼ 4 ��ը�ͻ����������

ͼ 5 ���ջٵķ���

ͼ 6 ���ջٵ�����
3 �¹ʹܵ��ļ��
���ѹܵ������ϱ�����ȡ�Ĺܵ�������NTSB����ʵ���ҽ�����ؼ��顣�ϲ���ȡ��Ϊֱ��ֹܵ�һ���֣��м�Σ������ѱ�ը�Σ���4���̹ܺ����ϲ���ȡ�������ӵ�ֱ��ֹܵ�һ���ֺ��Ӷ��ɣ���������2���̹ܺ���һ�˵�ֱ��ֹܵ�һ������ɡ�Ϊ����ʶ��6���̹������������α��1�C-6�����Ӷ̹ܵĻ����������������α��C1�CC7��ͼ 7����
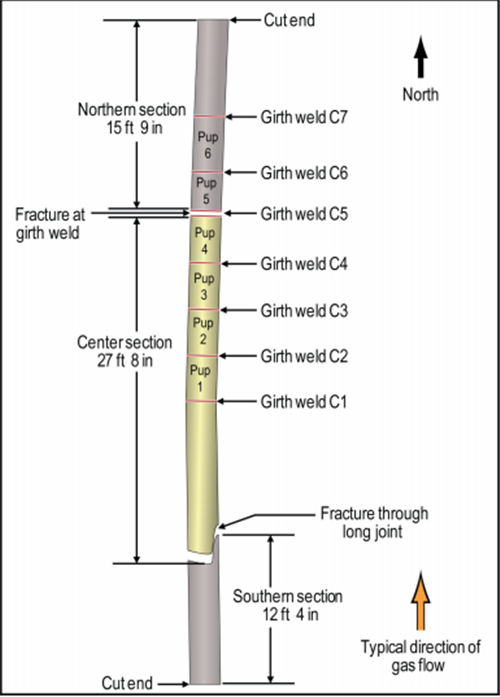
ͼ7 ���ѹܶ�4���̹ܺ��ϱ�ֱ���ʾ��ͼ
1�C5�Ŷ̹ܳ���1.092��1.187 m�� 6�Ź�1.378 m������6���̹ܡ��ϲ�ֱ�ܵĹ��Ʊں�Ϊ9.525 mm�����ǣ�����ֱ�ܵĹ��Ʊں�ֻ��7.925 mm������1956����߹���������ϼ��صĹܵ��ͺţ����йܵ����Ʊں��ӦΪ9.525mm��ֱ����Ϊ762mm���ӹ��������δ�����κο��ӵĸ�ʴ����
1�C3�Ŷ̹ܶε�����ֱ����������ۺ������ӹ���ֱ�����ⲿ�ɳ������۷ӽ������ӣ������ڲ����ڴ���δ������1�Ŷ̹ܵĺ�����߱���ĥƽ�ˡ�
δ������ᴩ����ֱ�����ڲ�����������ĥ���ӹ���1��2��3�Ŷ̹�ֱ����δ��������ȷֱ�Ϊ4.115 mm��4.953 mm��4.110 mm��Ŀ�⣨�ڲ���Ҳ�ܼ������ĺ���ȱ�ݡ�1�Ŷ̹�ֱ�����ڱ�����ڴ��ߣ���ǶȲ�Ϊ15�ȣ�2�Ŷ̹ܽǶȲ�Ϊ0��3��Ϊ7��10�ȣ�ͼ 8����
�ϱ����˵�ֱ��ܺ�6�Ŷ̹�Ϊ����˫������ֱ��ֹܣ��ܱ���������Ϊ���ӡ����⺸����ӣ������ⲿ�������Ϊƽ���������Ĺܵ������ں�������ȱ�ݡ�
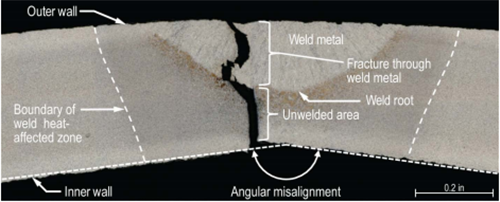
ͼ8 ���ڴ��ߵ�1�Ŷ̹�
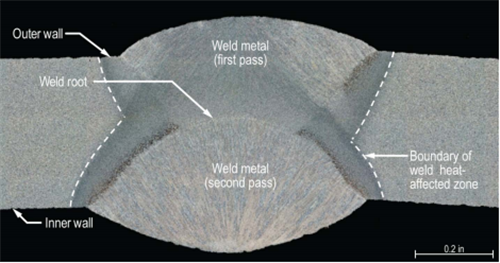
ͼ9 ����˫������ֱ��ֹ�6�Ŷ̹�
4 ��5�Ŷ̹ܵ������ⲿ�������ۺ��������ڲ������ֹ��绡������������澭���˴�ĥ������4�Ŷ̹ܽӽ�����5�Ŷ̹��ⲿ����1.85 mm���ڲ�����1.83 mm����X���⣬4�Ŷ̹�ֱ������ڱ���δ�������ס�ҧ��ȱ�ݣ�5�Ŷ̹�����ֱ������������δ��ȱ�ݡ�
���л������������������ֹ��绡�����ӣ�����C1��C6���������������ٰ���һ��δ�ۺϡ����Ӻ�����ȱ�ݡ����л����������δ��ȱ�ݣ���C2��C3����ҧ��ȱ�ݡ����л�����������δ���д�ĥ���������ֶ̹ܻ�����б�ӡ�
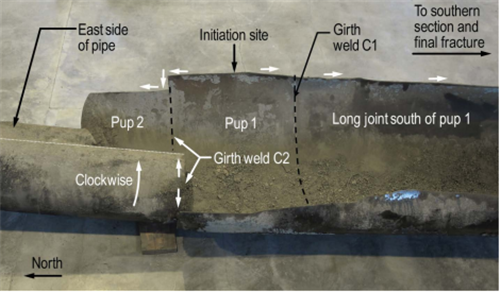
����������Դ���м��1�Ŷ̹ܵ�ֱ���죬C1�������Ա�0.516��0.577 m�����ڵ�δ�����Ƶ�λ�á���ѧ�͵��������ļ�������������巢������ǰ�����������ʼλ��ͨ������ģʽ��չ�����������ں�������������Զ��ѣ�����չ���º�������������С���������ѳ�ʼλ�����ƴ�6.096 cm����ռ�����������33%��һ�Σ������������ƣ�Ͷ���ģʽ������ʹ�����������һ����СԼ10%�����Σ������շ����������ѵ��¹������ѣ����Σ���ͼ 10����ֻ��1�Ŷ̹ܵĺ����������С��Χ��ƣ�����ƣ������̹ܵ�ֱ�������������Ϊ���Զ��ѣ������Եû��ƣ�ͼ���
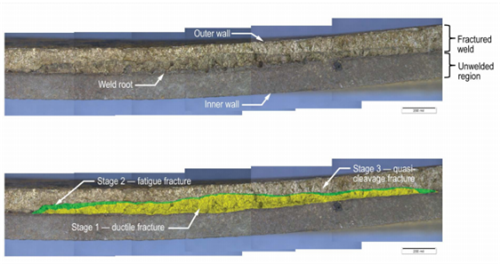
ͼ10 ������չ��������
�ƹֲܸĵ����Ʒ���ȡ���ڶԸֲ���������������������б��ε����̼�������η�������������ϱ����߶˹ܺ�6�Ŷ̹ܱ�����Թ۲쵽�������ϸ���ļ�������ά���ƺۼ���������涨�Ĺܲ����췽��һ�¡���1��2��3��5�Ŷ̹ܱ���۲쵽�����Ʒ���ȴΪ���������һ�¡�4�Ŷ̹ܵķ���ȷ����
4�Ŷ̹ܵĻ�ѧ�ɷ��������ܶ��м����������ף�ͭ�����ĺ����ܸߣ�����շ���ұ���Ľ���һ�¡�1��2��3��5�Ŷ̹���PG&E��CW���������ϸ�����˾������ģ����ǼȲ�����X52�������ܹ淶���������ǿ��Ҫ��Ҳ������X42��Ҫ����PG&E��˾��GISϵͳ�ϱ�����Ǽ�ΪX42����4�ź�6�Ŷ̹ܵ�����ǿ�ȷ���X42���������ǿ��Ҫ��������X52��Ҫ���ϱ����ߵĹܵ����Ϲܲ�����ǿ��Ҫ��
4 �¹ʵ�����
��1���¹ʵ����ų��˵�������ʴ���������ƻ������ְ�ص����ء�
��2���ɶ���̹���ɵ��¹ʹܵ�������PG&E��˾�Ĺ淶��������֪�淶���¹ʹܶ�Ҳ�����Ϲ��ϵĹ�ҵ�������ƺ�1956��ĺ��ӱ���
��3����1956��ĸ��߹����У�PG&E�������ƴ�ʩ����λ���°�װ�˴���ȱ�ݵĹܵ�������Ӫ�ڼ�û�з��������⣬ ���°������ȥ�������ش��¹ʡ�
��4��132���߶���Դ��������ڵ�δ��ȱ�ݣ������������ƺ�ƣ����������չ���¹ܵ���ѹ�����½�����Ĺܵ����ѡ�
��5�������¹ʹܵ����ں���ȱ�ݣ�����ѹ����������ʹ������չ����ʧЧ����ǰ��132�Ź��ߵ�����ѹ��û�г���PG&E�涨�������Ӫѹ����
��6��PG&Eȱ����ϸȫ��Ĺ��Ӧ�Դ��ģ�Ľ����¼������������ѣ���û����ȷӦ��ָ�ӻ�����Ҳû�и�SCADA�����ݲɼ�����ϵͳ��������Ա�����������Ա�������ְ��
��7��PG&E��SCADAϵͳ�ľ����ԣ��ӳ��˹�������¹�ȷ�ϺͿ��ٶ�λ������95���ӲŹض��˹ܵ�����λ�����˵ĽضϷ������´�������Ȼ��й©ȼ�ա����ȫ��ʹ���Զ��ضϷ���Զ�̿��Ʒ�����������Ȼ��й����������ȼ�ճ̶ȡ�
��8��1970����������֣�DOT���涨���йܵ�Ҫ����ˮѹ���飬ͬʱ��� ��1970��ʩ���Ĺܵ������������ˮѹ���顱����������û���κΰ�ȫ���ݡ����132���ߵ�ʱ������1.25��MAOP�������������ѹ����ѹ�����ԣ���ô�ܿ��ܱ�¶������ش��¹ʵĹ���ȱ�ݡ�
��9��PG&Eû���ƶ���Ч�������Թ����ƻ���δ���ڹܵ����ٵ���вѡ����ʵ��ڼ�⼼����ͬʱ��ȱ�����ڽ����������������¹�״̬�µ���֯��������Ա��ɢ�ȴ�ʩ����λ��
5 �¹�ԭ��
NTSB�������������䰲ȫίԱ�ᣩ����ȷ�����¹�ԭ�� һ��PG&E��1956���132�߸��߹����У����������Ʋ��ϸ���ʹ��װ���к���ȱ�ݵĹܵ����亸��ȱ���������������۹۲쵽������ʱ�������ȱ�ݴﵽ�ٽ�ߴ磬��������Ƥ��˹��վ�����ĵ���������Ƶ��µ�һ����ѹ����ɹ������ѡ�����PG&E�ܵ������Թ�����̲��㣬δ�ܷ��ֲ���ʱ�����Ƴ�ȱ�ݹܶΡ����⣬CPUC�����������ǹ�����ʩίԱ�ᣩ�� DOT���������䲿����Ϊ�������������йܵ����ѹ�����ԣ�Ҳ���¹ʸ������Σ�����ѹ�����Ժ��п��ܼ���װ�����е�ȱ�ݡ�DOT��Ϊ��ܲ��ţ�û�з���PG&E�ܵ������Թ�����̲��㣬Ҳ���¹ʸ������Ρ�����ȱ���Զ��رշ��ź�Զ�̿��Ʒ��Լ�PG&EӦ����Ӧ�����㣬������Ȼ��й©�����ӳ����������¹������Ե���Ҫԭ��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
