



ר�ú�����ʿ������߸ּ��ܵ�������ʧЧ�о���չ����ؽ���
��Դ�����ܵ���������־ ���ߣ� ʱ�䣺2019-7-12 �Ķ���
���ܵ��������༭���� �߸ּ������ܵ��ǹܵ�������о��ȵ�ͷ�չ���ơ���ǰ���ҹ��߸ּ������ܵ������ģ�������һ����չ�ɾ;�����Ŀ���������������ļ���ܵ��¹ʣ�������ҵ�Ը߸ּ��ܵ�����������ĸ߶ȹ�ע������߸ּ��ܵ�Ӧ��Ҳ�л�����ʧЧ�İ���������չ������о�����ɽ֮ʯ�����Թ���Ϊ�ˣ����ܵ���������������֮�ɷ����й������豸����о�Ժ��Ժ��������ʿ������߸ּ��ܵ�������ʧЧ��״���о���չ�����ҹ���ع����Ľ���Ȼ���̸���Լ��Ŀ�������ժҪ�������¡�

�ʣ�����߸ּ��ܵ�����������ʧЧ������ԭ����ʲô��
���߸ּ��ܵ�������ʧЧ���⣬��10��ǰ�����������ܵ���ҵ�ĸ߶����ӡ�
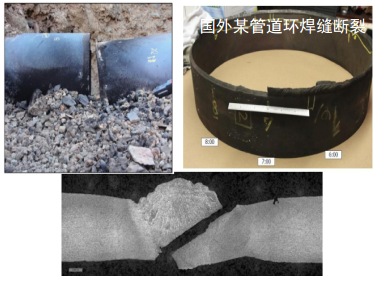
2008��2009�������ڹܵ�����ѹ����������з�����θ߸ּ��ܵ������쿪���¼�����Щ�¼��������¹����������ٸּ�ΪX70��X80���ҹܾ�����DN 500����ʧЧ��ѹ������ƹ���ѹ������ʧЧ����������Ⱥ�������ά�غ������ӻ��Ǿ��������Զ������졣�ܺ�ǰԤ�ȺͲ���¶ȿ��Ʋ���λ���ݺ���������ʱ�䲻��24 h���ֺ�������ӳ����ơ���Ϊ���Ⱥ���ɡ���ͷ�ڡ����ߵ�Ӧ�����к��ڡ���������ЩʧЧ�������Ϊ���¿��ѣ�HAC������Ҫ�����ǣ��ٲ�����ά�غ��������º����⺬�����ӡ���������ʱ�䲻��24 h�����º����ӳ�����δ�ܱ����������۲��Ⱥ���ɡ���ͷ�ڡ����ߵ�ԭ���µľֲ�Ӧ�����С���������ܵ���Σ����Ʒ��ȫ�����֣�PHMSA�����������ݹ��棬һ��Ҫ���ڸֹ���������У��ϸ���ƹܲĻ�ѧ�ɷ֡��ܲ�����������ǿ�ȣ���С���ϳɷּ����ܲ�����Χ��ADB�D09�D01���棩������Ҫ���ڹܵ���װ�����У��Ż����Ⱥ��ͷ��ơ����ٴ��������ϸӼ��������������ơ�������Լ����Ӳ���Ӧ���ȣ�ADB�D10�D03���棩��
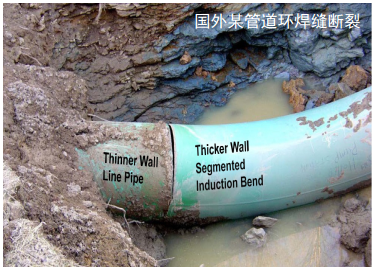
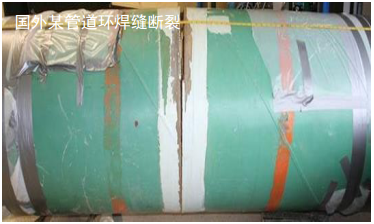
�ڲ�ȡ������ʩ�������½��߸ּ��ܵ�������ʧЧ�¼��Բ��Ϸ������ҳ��ֳ���ͬ��ʧЧ�������� �磬 2014�D2015�꣬�����������ܵ�������ʧЧ�¼�6������4�����ڷ��۳��ڡ� 2������ˮѹ�����ڼ䣻 2��Ϊ��Ƶ���躸�ֹܡ� 4��Ϊ���������ֹܣ� 1��Ϊ����X52�� 4��Ϊ����X70�� 1��ΪX70�DX80���ɺ��� X70�ܵ���4��ʧЧ����ȫ�������ֹ��绡�����ӣ� X70�DX80����ʧЧ����Ϊҩо��˿�����档��6��ʧЧ�¼����������¹�ͬ������������5���ں���ȱ�ݡ��ڸֹܻ�ѧ�ɷ֡�ǿ�ȷ���Ҫ����ԡ����Ӽ�������API 1104�D2013Ҫ�����ڵ�����������أ������ձ���������غɡ��ݺ�������ǿ�Ⱥ����Է���Ҫ��ʧЧΪ���Զ��ѣ����Ǵ��Զ��ѡ�Ŀǰ������Ϊ����6���¼�ʧЧ��ԭ����Ҫ�뺸���ǿƥ�䡢��Ӱ���������;ֲ������غ��йء���Ҫ�����У�����ADB�D09�D01����ֹ�������ҵ�ϸ���ƹܲ�����ǿ��ֵ������Χ��ʵ�ʹܲ�����ǿ�ȸ��ӽ����涨���ޣ�������ʵ�ܲ�����ǿ��Զ������С����ǿ�ȣ����ʵ�ʻ�����Ϊ��ǿƥ�䡣�ڸֹ�������õͺϽ���Ҫ�����������似������֤�ܲ�ǿ�ȣ���º�����Ӱ�������¿��������Խ��͡���Ӱ�����������������ӡ����ڹܵ�ʵ�ʽ�������й����У�����Ӧ���ձ���ڡ�
�ʣ�����߸ּ��ܵ�����������о���չ��Σ�
��Ϊ���о��ͽ��������ʧЧ���⣬�����ܵ���ҵ19�ҵ�λ������ҵ�����о���Ŀ��JIP����ּ�ڽ���߸ּ��ܵ��������⣬���ƹ淶����Ϊ�߸ּ��ܵ�����Ӧ���ṩ֧�֡�ͬʱ���ʹܵ����ϻ�Ҳ�Ӵ��о����ȣ���Ը߸ּ��ܵ��������ƶ�����ǿ�Ȳ��Ա��������ƶ�����ǿ��ȡֵ���塢���ƺ���ȱ�ݵ����۷����ȣ�ϣ���Ӽ����Ͻ��ͻ�����ʧЧ�ķ��ա�
Ŀǰ�����о���δ�γ����ս��ۣ����Ѵ��һЩ��ʶ����Ҫ�����������иֹ�����淶��API 5L�����ֳ����ӹ淶��API 1104�����ܱ�֤��ʵ������������õ����ԡ��ڹܲ�ʵ��ǿ�ȹ��ߣ�������ʵ���ӽ�ͷΪ��ǿƥ�䣬�������Ϊ������ڡ���Ҫϵͳ���ǹܲ����֣��ֹ����죬���ӷ����������������ܵ���ơ���װ����������һ���Ե������أ��Թܵ�������ʵ���ܺͰ�ȫ��Ӱ�졣
���⣬���������������о�����2006���һ���о�������ָ������X80/X100���ӽ�ͷ���Ӧ���ù�ǿƥ��ԭ��Ϊȷ������ʵ��ǿ�ȸ���ĸ��ǿ�ȣ������л�ѡ����ߵȼ��ĺ��ģ���X80ѡ��X90������X100�ּ��ĺ��ģ���X80ѡ��E9018M��E101T1 �DGM�Ⱥ��ģ����ַ�������˺���ǿ�ȣ����������������½�����X80/X100�����ʵ������ǿ�ȡ����ԶԺ�����ȴ�ٶ�(�뺸����������Ԥ���¶ȡ�Ԥ���¶ȺͲ���¶ȵ��й�)��Ϊ���У���ȴ�ٶȵ�ϸ�仯�����ܻᵼ�º���ǿ�Ⱥ����Է����ϴ�仯���п������ʵ�ʺ���ʵ�ǿƥ�䣬Ҳ�п�����ɺ����ǿ�ȡ������ԡ���ˣ��߸ּ��ܵ����ӹ��̿���Ҫ�dz��ϸ��ҷdz���Ҫ��
�ڱ������棬������ʯ����ʦѧ��(API)����������Э��(AGA)�齨�������ܵ��ֳ��������ϼ���ίԱ�����ڿ��Ƕ�API 1104���������İ档�˴������ش�仯�У��ٿ��ܽ�API 1104���в�֣���Ϊ��ͨ�ܲĺ߸ּ��ܲ������֡��ڶԸ߸ּ��ܵ���ǿ��ƥ�䡢��Ӱ�����������⣬���Ӧ�Դ�ʩ���۶�API 1104�D2013��һЩģ������ͳ�ı����涨�����ġ�
�ʣ����ҹ��߸ּ��ܵ�Ӧ�ü��о��кν��飿
���ӹ����о��������߸ּ��ܵ������봫ͳ�ּ��ܵ����Ӵ��ڽϴ���졢���ѶȽϴ������߸ּ��ܵ�ʧЧ�������ҹ�������Ȼ���ܵ��¹ʡ�̩�����ܵ��¹�������֮������Ҳ����ȫ��ͬ�����磬 2010 ���Ժ�������6��ʧЧ���������������Ӱ���������Զ��ѣ������ڼ����¹�ȫ��Ϊ�ᴩ�����ݶ���Ĵ��Զ��ѡ���ǰ���ҹ��ܵ���ҵ�Ѿ���ʶ�����ڸ߸ּ��ܵ������캸�Ӽ���ⷽ����ڵIJ��㣬������ܲ��ŶԴ�Ҳ�dz����ӣ�����Ժ�쵼��ʾ��Ҫ���г�����ܾ�ǣͷ��չ�߸ּ���Ȼ�����ܵ����Ӽ������о���Ŀǰ�г�����ܾ�ί���й��ؼ�Ժǣͷ�����ϸ�У���о�Ժ������ʯ�͡���ʯ�����к��͵���ص�λ���齨�������о���Ŀ�飬����ר���о�����������������о���������ˣ���Ϲ���ʵ������������������¹�����
��1������ȫ��ҵ������չ���Ϲ��أ��ӿ�߸ּ��ܵ�ǿ��ƥ�䡢���Ӽ���⡢����Ӧ��Ķ������۵ȷ�����о���������ʾʧЧ��������ҪӰ�����أ��Ż����Ӽ����գ����ƺ��ӡ�ȱ�������������ܿ���ر��淶��
��2��������۸߸ּ��ܵ�������Ҫ����ԭ���ӹ��ա�ʩ��������ʧЧ���������أ����з��ձ�ʶ�ͷ������������շ����������������չ�����������Ų顣�߷��ղ�λҪ��ǿ�����ֺ�������Ӧ��������Ӧ����⣬ͬʱ��ϸߺ����������Ҫ���������չܿغ�Ӧ�������������������ش��¹ʷ�����
��3�����½��߸ּ��ܵ����̣�����Ҫ�����ʶ��Ҫ����ȫ�������������Թ�����˼·���ӹ滮��ơ��ܲ����졢���ӹ��ա����ӹ��̿��ơ������⡢ʩ�������һ���Եȷ�������Ż��Ϳ��ƣ�����������ල���ƣ���ǿ�ܵ���װ�����ܿأ���ʵ�����ܵ����ʰ�ȫˮƽ��
��4�����ڸ߸ּ��ܲĵ��²��ϡ��¹��յ�ʹ�ã�Ӧ���ա������豸��ȫ����Ҫ���ɼ�ܲ�����֯����������ϸ����Ͷ��������ʹ�á�
��飺������ʿ���о�Ա���й�ʯ�ʹ�ѧ���������о�����ְ��ʦ���й������豸����о�Ժ��Ժ���������г�����ܾ�ѹ���ܵ���ȫ�����������Σ������г�����ܾ������ܵ����̼����о����ĸ����Σ�������Ժ�����������������ߡ����ڴ��������ܵ���ѹ���ܵ���ȫ���������ۼ�������������Ҫ�о�����Ϊ�����ܵ�ʧЧ�����������⡢��ʴ��������������ۡ���ɫ���١������Թ����Ȱ�ȫ���ϼ�����
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
