



B����Ͳ���ڴ�ھ��߸ּ��ܵ�������������������ҵ�����ܿ�
��Դ�����ܵ���������־ ���ߣ��ﱦ������־�����κ�� ʱ�䣺2019-9-17 �Ķ���
�ﱦ�� ��־�� �κ��
�й�ʯ����������ܵ���˾�Ͼ�Ӧ����������
ժ Ҫ�� ͨ�����й�ʯ����������ܵ���˾��������װB����Ͳ�����г��������ԭ�����������������ܿش�ʩ����Ϊ��ھ��߸ּ�����ܵ���װB����Ͳ������ҵ�ֳ������ṩ�ο���
�ؼ��ʣ� B����Ͳ�����죻���ƣ����
����ܵ���7��2����6��10����̩�����ܵ���3��20�����¹ʷ�����ھ��߸ּ�����ܵ�������ȱ�ݵ��Ų������������Ҫ�ճ̡� B����Ͳ�뻻������ȣ����п�����С���Թ�������Ӱ��С������ͣ��ſռ������û����ŵ㣬��������ؼ����淶�涨��Ϊ��������ʽ��
����B����Ͳ���ʾ�ΪQ345R��ͨ�����֣��������ֵ�λ�����з��߸ּ�B����Ͳ������ദ������Σ������в����죬�ֳ�Ӧ�ý��١�Ŀǰ����˾�ۼƺ���B����Ͳ47����������9������Ǻ���������ӳ����ƣ������ܵ���ҵ�ڴ�ھ��߸ּ��ܵ�B����Ͳ������Ҳ����������ȱ�ݡ�����ͨ������ȱ�ݲ���ԭ����ҵ�ܿط�������˸Ľ���ʩ��
1 B����Ͳ��װ����
1.1 ���
��ҵ�ӿ�����ɺ���йܵ���������롢��ĥ����װB����Ͳ����װ��塢�����塣���Ҫ��֤��Ͳ������ܵ������϶���ȣ��ݺ�����Լ�϶Ҫ��3��6 mm���ݺ�����ܵ�֮������װ��壬�����ݺ��캸�ӹ�������ܵ�������һ����Ժ�������ͼ 1��

1.2 �ݺ��캸��
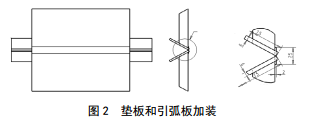
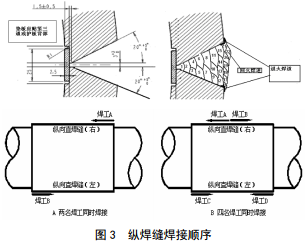
����ǰ�������ݺ����������ϼ�װ�����壬��װ������ͼ 2�������ݺ���ͬʱ����Ԥ�ȼ����ӣ����ӷ����ͼ 3��Ԥ���¶�Ҫ��100 �����ϣ��������Ⱥ�����Ȼ��ȴ�����и�ʽ�ŷۼ�⣻���50%���˻�����Ȼ��ȴ���ڶ��θ�ʽ�ŷۼ�⣻�ݺ�����������ӻػ�����Ȼ��ȴ��ʪʽ�ŷۡ�������������⡣���ӹ��������к�����ͷҪ������
1.3 ����Ǻ��캸��
�Ƚ������β��Ǻ���Ԥ�ȣ�Ԥ���¶�Ҫ��80 �����ϡ����ڹܵ��ڽ������ٽϴ����豸�������ޣ���֤����Ԥ���¶Ƚ�Ϊ���ѣ�Ҫ����������ͽ������١�����Ԥ�Ѳ㡢�������Ⱥ�������ȴ��ͨ������������Ƶ����ʵ�֣����ʽ�ŷۼ�⣻����Ǻ������50%�������˻���������ȴ���ʽ�ŷۼ�⣻����Ǻ��������棬��ɸ�����������������ȵ�200��350 �汣��2Сʱ���к����ȴ��������β��Ǻ��챣�µ�ͬʱ���Կ�չ���β��Ǻ��캸�ӣ�����ͬ�ϡ�Ϊ�˱��Ϻ��ӹ����в���¶Ȳ�����80 �棬���к�����������ֶκ��ӣ����������ͼ 4��

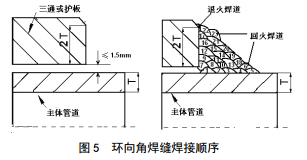
���ӹ����У�����1�� 2�� 3�� 4�� 5ΪԤ�Ѳ㣬��ͼ 5��ʾ������6Ϊ�ػ�������7�� 8�� 9���������Ⱥ������溸�ӡ����õķ����ֶΡ��ػ������˻��������Ƚ�������ά������������Ч��ֹ������ȴ��ɵ��������Ƶ����⣬������Ҫ����רҵ��ѵ��
1.4 ���
������ȴ���������ʪʽ�ŷۡ�������������⡣�ŷۿɼ�����������ȱ�ݣ������ɸ�Ч��ɨ�麸�죬�ɼ�������ڲ����ס�������δ�ۺϡ����Ƶȶ���ȱ�ݣ�������������ȱ�ݿ��ó�����⸴�ˡ�
1.5 ȱ�ݴ���
�Ǻ���ķ�����һ��ִ��ԭ���ӹ��գ�����ע�⽫ȱ�ݴ�ĥȥ��ǰ��ҪԤ�ȣ�����������ĥ�������б���Ԥ���¶ȡ����ȱ��λ��dz������ĥ��δ����1 mm���ĥ��Բ�����ɣ��ɲ����в���������Ҫ���������ĥ��������50 mm��δ����Բ�����ɶΣ�����ȱ����Ԥ�Ѳ㣬����Ҫ���¸��棬�����²���ͼ 5��5�� 6�� 18��23��������ȱ���ں����в�����ֻ��ȱ�ݴ����в������ɣ������ٲ���3������3��Ϊǰ2���ػ�
2 ��������
2.1 �ӳ�����
�ӳ����ƣ�ͼ 6����Ҫ�����������أ�һ����Ĵ��ڣ�����Ӧ�����ڣ����������¿�������ĺ�����֯�������ص���Ӳ�ȹ��ߣ�ԭ����̼�������ߡ�����̫�졣
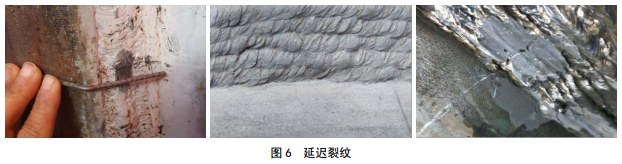
��1����Ĵ��ڡ���B����Ͳ�������ڷ�ͣ��״̬���С�����GB/T 28055�D2011�����ʹܵ���ѹ��¼����淶����SY/T 6150.1�D2017�����ʹܵ���¼�����̵�1���֣���ʽ��Ͳʽ��¡��� 1 016 mmX70�� 1 219 mm X80�ܵ�����ѹ����7��10 MPa��Ҫ������С��10 m/s�����ֺ��ӹ��չ������ʩ����ҵָ����Ҫ��7 m/s������˸�ѹ��������״̬�¹ܵ��ڲ����������Ĵ�ѹ������ߺ�������Ĵ�������������ʱ���ױ�֤Ԥ�ȼ�����¶ȣ�80 �����ϣ������Ӳ��������о��ҵ��¶ȱ仯�����µĽ����ṹ�仯����ʹ�������ƵĿ����Դ�����ӡ�
��2��Ӧ����������֯���ܵ�����Ͳ�������������������ľֲ�Ӳ�㣬�Լ����ӹ������¶ȱ仯������������������������ֲ�Ӧ�����У�����Ǻ�����֯Ӧ��ƫ�ߣ��ٽ����ӳ����Ƶ���������չ��
2.2 ��۳��Ͳҧ�ߡ�δ�ۺ�
ͼ 7�к�����۳��Ͳ���뺸��������ֱ�ӹ�ϵ���纸��ˮƽ���Ƿ�̲����ȡ����ӵ���������ٶȹ�������ҧ�ߣ�ͼ 7���ߴ���ҧ�ߴ����ײ�����ֺ���ơ�
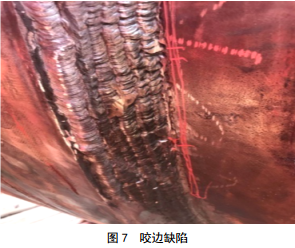
���⣬�����װʱB����Ͳ��ܵ���϶��С��С��1 mm������Ԥ�Ѳ����B����Ͳ����Ͻ�ʱ��������Ͳ��ܵ������ĵ�һ�����죨������δ�ۺϡ�
2.3 B����Ͳ���ʺͺ��Ӳ���
��1�� B����Ͳ������������Ͳ�����Ƿ���ڷֲ㡢�¿����ơ�Ͳ����εȣ��Լ�B����Ͳ���ʺ�̼���Ƿ�ȡ�
��2���������⡣���Ŀ��ܴ��ڲ��ϸ��ڣ��Լ��ƺŴ��ã����桢ʹ�ò���������ܸı�����⡣
2.4 ��������
��1��ĿǰB����Ͳ��������̽�˱����淶����ͳһ��
��2���Ǻ������������ϵ��ר�öԱ��Կ顣
��3���������ȷ�ȡ�������д���һ��ȷ�ϡ�
3 �ܿش�ʩ
3.1 �淶���ӹ��չ��
ί�������ʵ�λ�Ժ��ӹ��չ�̽�������������ģ������ӹ�����ģ����Զ��ֲ����µĺ��ӹ��̲������������ۣ��������Ż�������ȷ�����ֳ�ʩ��ʱ�߱��ɲ����ԡ������Ը���ʩ�����������ȷ��ָ���������������ѡ����ѡ��Ԥ�Ⱥͺ����ȴ������;������̵ȡ�
3.2 �ϸ��չ��ʩ��
ʩ���������ϸ��ոù��Ҫ�ܿ����١�ѹ������ʪ�ȡ����ٵȹؼ����أ���װ�ݺ����塢�����塣���ݺ����ص��Ż���Σ��ɼ�ʦ��ˮƽ�ϸߵĺ��������ס�����ȹؼ����ӡ����뺸�ӹ���������λר�ҵ��ֳ��ලָ����ȷ��ÿһ��ʩ��ϸ�ھ����Ϻ��ӹ���Ҫ����B����Ͳ��װ����¼������ϸ��¼����Ҫ������Ҫ�㣬�����оݿɲ飬Ϊ������һ��������������������������㡢�˻����ػ��ȹؼ�����Ϊͣ��㣬���ϸɽ�����һ����
3.3 ѡ�������ϵ͵ĺ��ӷ�ʽ
ѡ����⡢���������ģ�����������ʪ�Ƚϸߵ� ������ʩ�������й����������Ƶ�����������Ž����ֳ����ã�ָ�����ҽ��иĽ���ȷ�������������ߺ��ӵ�Ԥ�ȼ�����¶����㺸�ӹ��չ��Ҫ��ѡ�õ���ʽ��������Ͱ��ͨ�������ֱ�ÿ��ֻ����һ����������һ��ȡһ����ȷ���淶������ͬʱ��������Ч�ʡ�
3.4 ��װǰȷ��B����Ͳ����
��װǰ��B����Ͳ���зֲ���ʹŷۼ�⣬ȷ��Ͳ���ֲ㡢�¿������Ƶ�ȱ�ݡ�
3.5 �����Ծ���
��ʵB����Ͳ���γߴ�����ޱ��Σ���B����Ͳ��ܵ���溸���ȷ�ʽ������װ���ȣ���֤��϶���ȣ�����ʩ����������ߺ������������ݺ��Ӻ��Ҫ����Լ�϶��ȷ�����ӿ��Ȳ��ڹܵ�ĸ�Ļ��ߣ�ȷ��������Ե���롣
3.6 ������������
����Ǻ��캸����ɺ������Ժ���λ�ü��ȵ�200 �桫350 �����2Сʱ�����ȴ�����
3.7 ���ռ�����ѡ��
����B����Ͳ���ߺ���ʱ�ܵ�����ͣ�䣬����������Ӱ���С�������ѡ����ҵʱ��ʱ�ϻ�����ҵ������ɸ��ݹܵ�������������������������ѡ����Ǻ��캸��ʱ�䣨�ݺ��캸�ӶԹ�����Ӱ�죬����ʱ���У�������ѡ���������ͣ����ٵͣ�Ԥ�ȼ�����¶��ױ��֣��������ã�ʪ�ȵͣ�������½��У���������Ч�ķ�������ʩ��ȷ������������
3.8 ������չ�����о�
��չ�߸ּ� B����Ͳ�о� ���Ա������Ͳ�ں�С���ӹ���������չB����Ͳȫ�Զ����Ӽ���Ӧ�����飬��һ����֤����������
4 ��
���B����Ͳ���ӹ����г��ֵ��ӳ�����ȱ�ݣ�����������ܿش�ʩ����Ϊ�ֳ���ҵ�ṩ�ο��������ȫ��������ӳ����ƣ�����Ҫ���жλ�о���
���ߣ��ﱦ���� 1976������������ʦ�� 2006��˶ʿ��ҵ���й�ʯ�ʹ�ѧ����������������רҵ������Ҫ������Ȼ���ܵ�Ӧ�����ռ�������������
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
