



�������ڹܵ������캸�Ӽ�����������̽��
��Դ�����ܵ���������־ ���ߣ� ʱ�䣺2020-9-16 �Ķ���

������
���ܵ��������༭����2019��1�£����������й�ʯ����Ȼ���ܵ���ѧ�о�Ժ����˾��ҵһ��ר�ҡ��й�ʯ�ܵ��ֹ�������˾��ϯ���Ӽ���ר����������Թܵ��������10����������߶Ի���������ܵ������� 2019���1�ڣ������������ٴ�����������ר�Ҿ���������ܵ���˾�������ܵ���˾�����Ϲܵ���˾��������Ȼ���ܵ���˾���й��ܵ���˾���й��ؼ�Ժ���ܵ���ά���ֹ�˾�ȵ�λ����Ĺܵ������캸�Ӽ�����������⽻��̽�֣��漰4�����湲25�����⣬�����ҹ�ע������ӭ�������ۡ������䣺 guandaobaohu@163.com��
������ �dz���л���ܵ���������������һ�����ᣬ���ҹ�ͬ����̽�ֹܵ������캸�Ӽ�����������⡣��λͬ������������漰רҵ��㣬��һ����ȣ��Ҿ����ܸ������˼��⣬�����ڷDZ�רҵ��������������в���λ����ȷ֮���������λͬ��ָ����
1 �����캸��ʩ������
��1�����б�ֻ����1�η��ޣ��ֳ����ڵķ��ܿ�2�η����к�Σ�������ຸ�ڵ���ѧ�����ܷ�����������й�����Ҫ��
�й�ʯ����Ȼ���ܵ���ѧ�о�Ժ����˾�����¼�ƹܵ��о�Ժ���е�����ʯ�ɷݹ�˾���п��⡶�����ܵ��������������ƹؼ������о�����2014B�D3314�D0501�������X80�ֹܻ����������4�η��Ĵ�ĥ���Ӳ����ͽ�ͷ�������ܼ������鹤������������� 2�Ρ� 3�κ�4�η����Ӻ���ͷ�ĺ����������Ӱ����ǿ�ȡ����ԡ�Ӳ�ȡ�������֯���������ܾ�������ر��������Ҫ���Ҷ�η�����һ�η��ĺ��ӽ�ͷ�������ܲ���С��
һ�η��Ͷ�η�������Σ�����Ǻ����������Ӱ������ǿ�ȡ����ԡ���֯���������ܵĶ����Ǵ�ĥ�ͷ��������еľ���Ӧ�����º��������ƣ���������Ը��������ȫ��������������λ�ô��ں�ǿ�ľֲ�����Ӧ������Ԥ�Ȳ��㡢����ʹ�ô���Ӳ�������ʱ���������ڷ��������ԭʼ�����Ϸ��������ơ���ˣ������ӹ���ͨ��ǿ����������Ԥ����Ԥ���¶��㹻�ߣ�ʹ�õ����ͺ�����������ʹ����ά�غ������Ա���ҩо��˿�Ⱥ��ģ���ѡ�þ��з����ʸ�����������ĺ�����
���������ܵ���ѹ��������������������API 1104���ܵ��������ʩ���ӡ��� ASME IX����¯��ѹ�������淶�����Ӻ�ǥ���������� ASME B31.4��Һ��Ϳ�������ϵͳ���� ASME B31.8�������������ܵ�ϵͳ���� DNV OS F101��������ϵͳ�淶���� EN 13445�D4�����ܻ�ѹ���������졷���������� III�D42�D80�����߹ܵ� ʩ����̺����� �ա��Ⱦ�û�жԷ��������������Թ涨�������涨�˷����̵Ĺܿش�ʩ���������ӹ��չ�̡�������Ա��ȱ��ȥ���������ⷽ�����������ͺ��̼ල�ȡ����ڽ����ܵ���ѹ������������У�GB 50236�D2011���ֳ��豸����ҵ�ܵ����ӹ���ʩ���淶���� GB 50235�D2010����ҵ�����ܵ�����ʩ���淶���� GB 150�D2011��ѹ����������Ҳû�з����������Թ涨�� ��GB/T 50369�D2014����������ܵ�����ʩ�������չ淶���涨��������ͬһλ�õķ����ó���2�Σ�����ֻ��������1�Ρ��� JB/T 4709�D2000��ѹ���������ӹ�̡��涨��ͬһ��λ�����˳���2�Ρ�����JB/T 4709�D2000����ΪNB/T 47015�D2011��ѹ���������ӹ�̡���ɾ���˶Է����������ƣ��涨��������Ӧ�õ�ҵ���������Ͽɲ���¼����λ�á�����������Ҫ��
��2���ֳ�ʩ���������û����и������ͷ���ڷ�������и����ɰ�ִ�ĥ����к��ӡ����и�Ժ�������Ӱ���ж��
�������ܵ��������������ƹؼ������о�����2014B�D3314�D0501�������X80�ֹܽ����˻��ӹ����и�ͻ������и������¿ڼӹ���ʽ�Ի�������Ӱ��ĶԱ����鹤����������������ӹ����и�ͻ������и��γɵ��¿ڣ����Ӻ�ĺ����������Ӱ����ǿ�ȡ����ԡ�Ӳ�ȡ�������֯���������ܾ�������ر��������Ҫ���������¿ڼӹ���ʽ�Ļ�����ͷ�������ܲ���С��
�����и��ʵ��ΪԤ�ȡ�ȼ�ա��������̣������ڴ����е�ȼ�չ��̣������ۻ����̡����ӹ��̵�ʵ���Ǹֹܺͺ��Ӳ��ϵĹ�ͬ�ۻ���ұ��Ӧ���ᾧ���̵Ĺ��̡��ֵ�ȼ��Ϊ970 �桢�۵�Ϊ1 500 �棬�����۳�����¶�1 750 �档��ˣ������и�ʱ����Ӱ������ķ�Χ������¶Ⱦ����ں��ӹ��̡�
�����������ܵ���ѹ������������ر�������Կ�������ʧ���ըΣ�յ�����涨ʹ�����иʽ����ȷ����ҵ��ȫ�������������������û������ʹ�û����и�Ĺ涨��
��3�����ȱں���ͷ��λ�ó��ֻ�����ʧЧ�ĸ��ʽϴ���Ҫԭ����ʲô��
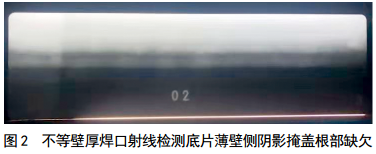
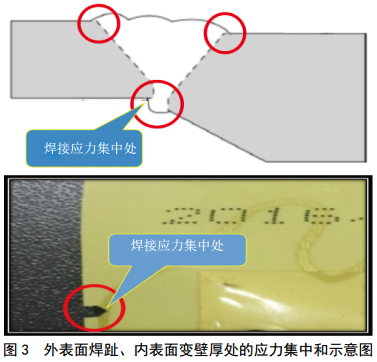
���ȱں�����������Ļ�����ʧЧ��������������ԭ���йأ����ȱں�����������ڵ��溸˫����Ͳ������ѣ���ͼ 1��ʾ������ʱ���Եõ�����ı��溸����ͣ������ڱ��ڲ����δ�ۺϡ�δ���ͺ�ֺ��ǵȿ���ȱǷ�����ȱںڵ�������������ѣ���ͼ 2��ʾ�����ڲ��Ƭ����Ӱ�����ڸ��˸�������ȱǷ�����©���������ȣ����ȱں���������������ڼ�����״ͻ��ʹ�ô˴�����Ӧ�����У���ͼ 3��ʾ������ú����ٳ��ܽϴ�����غɣ������Ŀ���ȱǷ�ںܴ�ֲ�Ӧ��������������չ��Ϊ����Դ���������������쿪�ѻ���ѡ�

��ͷ���Ļ�����ʧЧ�����벻�ȱںڼ���ͷ��ĸ�ܲ����йء���Щ������ʧЧ�����ں�ڲ����ͷ����ͨ�ȹܼ��ϣ���ԭ��ͨ����ܼ�ԭ���ϵĺ����Բ��йء����йܼ���������ļ��������ܼ��ֺ��߸ֵIJ����ͺŻ��ã���ɺ��ӹ��ղ�������߸ּ����߸��Ǿ���ϸ���ĵͺϽ��ǿ�֣�����״̬ ͨ�����α��ȴ���״̬���京̼����̼�����ͣ�����Ԫ�غ����ܵͣ������ƺ�����������͡��ܼ����Ǵ�ͳ�ĵͺϽ��ǿ�֣�����״̬�ǵ���̬���京̼����̼�����ϸߣ������ƺ�������������ڹ��߸֡���ͷ����ͨ����ܵȹܼ���Ӧ������չ���ӹ������������ݴ��ƶ�����ʩ����ʩ��
��4����������ͨ����ͷ�ȹܼ����ȱں�ԽӺ��ڵ�һ�κϸ��ʣ����ȱںڵĿ������¿�Ŀǰ��������Щ���⣿
�����ͨ����ͷ�ȹܼ����ȱں�ԽӺ��ڵ�һ�κϸ�����������������֣�һ������Թܼ�������ƶ����ӹ��գ���һ�����Dz��ȱںڵĸ����������ơ�
��ͨ����ͷ�ȹܼ��ĺ���������Ҫʹ����ȷ�ͺţ���Q345D�� A516Gr.70�� P460Q�ȣ��IJ��ϣ�����Ӧ����߸��ͺţ���L555M�� X80M�ȣ���������ιܼ���Ӧ����ĸ��ԭ���ϵĺ������ƶ��������գ�������ע��Ԥ���¶ȡ����Ӳ��Ϻͺ����ȴ�����ʩ��ѡ��
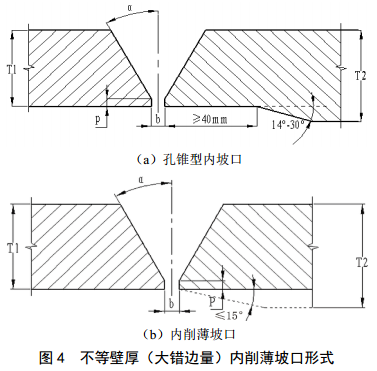
���ȱں���������ԽӺ��ڵĺ��ӣ�Ӧ�������������¿���ʽ�Ա�֤��������ij��ͣ���ߺ��ڵ�һ�κϸ��ʡ�Ŀǰ��ڲ�ֹܵ�������ʽ�����֣��ֱ���ͼ 4��a����ͼ 4��b����ʾ�����У��������¿ڵ���Ҫ�����������棬�����ǹܼ����ֹܳ����¿ڼӹ������в��ܴﵽ�ձ�����Ҫ��ij̶ȣ�������Ҫ������¿ڵ�Բ�׳��ȴﵽ150 mmʱ���ܹ��ﵽ�ij��Ҹ��٣�����ǹܵ������ȼ��ı䡢�ֹ��и���ֳ������߱��¿ڼӹ�����������ǿ����¿ڵ�Բ������ı�Ƕȹյ㴦ӦԲ�����ɣ��˲���2.5�㼰���ϵ�Բ�����ӹ��������棬������ּ��״����״ͻ�䡣
2 �����캸�ӹ�������
��5���ֹ��������Զ������Զ��������÷�Χ�������ģ�
�ֹ�����SMAW����Ҫ���ڴ�ھ����߸ּ��ܵ��ķ�����վ��С�ھ����չܵ��ĺ��ӣ���Ҫ���ӹ��հ������⺸���绡����벵������� X65�����¸ּ��ܵ�Ҳ�ɲ�����ά�غ������и�����
�Ա������Զ�����FCAW�DS��������X70�����¸ּ��ܵ��ĺ��ӣ����������Զ�����FCAW�DG��������X80�����¸ּ��ܵ��ĺ��ӡ����Զ������տ����ڵּ���С�ܾ��ܵ�����·���Ӽ�ʩ����ҵ�����ޡ����ʺϷ�������ҵ�Ĺܵ��Ρ�
������ʵ�ĺ�˿�Զ�����GMAW����ָ�ں�����˫�����⺸���Զ������գ���Ҫ���ڴ�ھ����߸ּ��ܵ����ӣ������½������ࡢ���ɡ������ȵ���ƽ̹����·ƽֱ�����Ĺܵ�������Ӧ�á�������ҩо��˿�Զ�����FCAW�DG����ָ�������⺸���Զ������ֹ���������Ϲ��գ������ڶ��¡�ˮ������ͷ����ܵ����⺸�ڵĺ��ӡ�
��6����������߸����칤�պ��ֳ��������վ��нϴ�ı仯�������ͺ�˿�Ⱥ��Ӳ��ϵĺ������ܺ�ǿ���Ƿ�����Ӧ����������Ըߵȼ��ֹܺ������⣬���Ӳ���Ӧ��θĽ���
���߸���ͨ��ұ���������ƹ���ʵ�־���ϸ������ø�ǿ�Ⱥ����Եġ�����߸ֵĿ��ٷ�չ��ȣ����Ӳ��ϵļ�����������Ի������ͺ��ܺ���ұ������ľ��ޣ����ӽ�ͷֻ��ͨ��ұ��Ӧ�ͽᾧ���̵õ���ƽ��̬��״��֯���ڸ�ǿ�Ⱥ�����֮��Ѱ��ƽ��㡣���߸ָּ�Խ�ߣ�ͬʱ���и�ǿ�Ⱥ����Եĺ��Ӳ��Ͽ�ѡ��ΧԽխ��Ϊ�����ĸ�������൱�ĺ��ӽ�ͷ����Ҫ���к��Ӳ��ϡ����ӷ��������ӹ��յ��Ż���
��7���Ա���ҩо��˿���Զ����ӹ����ڹ�����������ܵ������е�Ӧ�������Σ��ú��ӹ�����ο��ƺ������������ɢ���⣿
�Ա���ҩо��˿���Զ����ӹ�����ӡ�ȡ�̩����ī���硢����˹������͢��ɳ�ذ����������ʡ������ˡ��յ��ȹ��Ҿ���Ӧ�ã��� 1Ϊ���в��ֹܵ�������Ϣ��

�Ա���ҩо���Զ������ƺ������������ɢ�Ĵ� ʩ�������ϸ���Ƹֹ��дپ���M-A��Ԫ���ɵ�Ԫ�غ�������ѡ�۷����ǿ�Ⱥ��������õĺ��Ӳ��ϣ���������������λ�������������Ӳ��������б��ֻ����ȶ��ȡ�
��8�����Զ�����ʱ�������������ں��ڵ���ѧ��������ʲô����
�Ա���ҩо��˿���Զ���ʱ��������ʱ�绡�ȶ��Բ���۳ر���Ч�����ã�ʹ�ú�������еĵ��������ߣ�����ɺ�������ĵ���������ɢ�Դ�
��9������X70��X80�ּ��ܵ��������ȫ�Զ������ܷ�˷����л�����ʧЧģʽ���������ȣ��ҹ��ܵ��Զ���Ӧ�ù�ģ�IJ����Σ��ؼ�ԭ�������ͻ�Ʒ���������ڼ��������ͱ�Ӧ�õȷ���Ľ�������Щ��
���������еĻ�����ʧЧ�¼�������ȫ�Զ�������ʧЧ�������ҹ����ж�������Ȼ���ܵ����̡��ж�ԭ�Ͷ��߹ܵ������У��������Զ�����Ӧ�ù�ģ�ͺ������������ڹ���ˮƽ��Ӱ���ҹ��Զ���Ӧ�ù�ģ����Ҫ������ʩ�����θ��ӡ�ʩ���ɱ��붨�ƥ�������������涨�Ժ���ȱ�����մ��ڲ������ԡ�
��10��Ŀǰ�����ܵ�����ǿ��ƥ����״��Σ�������߲�ǿ�ܷ�Ӧ�е����ã���߲�ǿ��ע����Щ���⣿
���ݽ��������ж�������Ȼ���ܵ�������֧������Ȼ���ܵ��ȹ��̵ĺ��ӹ����������ݣ�Ŀǰ������ͷʵ��ˮƽ��Ϊ��ǿ���ǿƥ�䣬����ȫ�Զ���������ͷǿ��Լ��ĸ�ĸ�100 MPa��140 MPa������Զ����ͺ����绡���Ļ�����ͷǿ��Լ��ĸ�ĸ�50 MPa��120 MPa��
��������ֳ�Ϊ��ǿ�ߣ��ܹ����亸��ǿ�ȡ���߲�ǿ��ע�⺸�������ĸ��Բ�����ɣ����⺸ֺ��λ����ǡ�ҧ�ߵ�ȱǷ��
��11���߸ּ��ܵ���ֱ��ܻ������ܣ��亸���Ƿ�Ҳ���ڵ�ǿƥ��ͺ�����Ӱ�������������⣬�ƹܳ�����ο��Ƶģ�
ֱ�����ֹܺ����������ֹ����ƹܺ��캸�ӹ�����ȷ��ǰ���£��ܹ�ȷ�����ӽ�ͷ��ǿ���ǿƥ�䡣�ƹܺ���ͬ�����ں�����Ӱ���������ʹ���⣬Ŀǰ�ƹܳ����øı亸���¿ڽǶ��Ա�֤��ͨ�������������顣
������Ӱ���������ʹ���⣬�����ƹܺ��ӹ��պͻ����캸�ӹ��շ���ɲ�ȡ�Ŀ��ƴ�ʩ��Խ��٣��һ��������Ӹֹ������ʩ�������Ѷȣ��˴Ӹְ������ұ��ɷ��Ż���ƺ����ƹ���Դͷ�����
��12��Ϊ���������ͷ��ǿƥ�估������Ӱ�����������⣬����һЩ��˾�ѶԸֹ�ǿ�ȼ�ұ��ɷֲ�ȡ����������Ŀǰ�����в�ȡ��Щ������������Ŀ�𣿶Ըֹܵ������ɱ�Ӱ�����
�����ж�������Ȼ���ܵ����̣��Ѳ�ȡ���ƴ�ʩ�����ڶ�����������������Ƹֹ�ǿ�Ⱥ�ұ��ɷ֣���������Ǹ��ƻ�����ͷ��ǿ��ƥ����������ܣ����ں�����Ӱ���������ʹ���⿼�ǽ��١�
Ԥ��������Ӱ���������ʹ���⣬Ŀǰ���ڻ�ȱ�����ϵͳ���о��������������ڸֹ������ɱ���Ӱ�죬ȡ����ұ��ɷֵĺ������͡�Ҫ����� �ƹ��ո��ӻ����һ�Ŷ��ۡ�
3 �����캸��ȱ�ݺ�����������
��13����������12�㡢 6��λ�ó�������ȱ�ݼ��ʴ��ԭ����ʲô������Щ�Ľ���ʩ��
�����캸�ӹ����о����������ֹ�����ʹ�ø���������˸�����غɱ仯�������ڹܶ���ܵ�λ�����ѻ���ѡ�
�ٹ��º�ʱ������ֻ�㺸��2����3����λ����ͳ�����Կ��������ܵ�֧�Ų��ȶ���ʹ�Ⱥ��ӵĹܶ���ܵĸ����쿪�ѣ�
�ڸ���������������Ӱ�죬��ʱ�Կڼ�϶�������ú�С����Ϊ�㣬�����ȫ��������ĺ��ӡ���ʱ������Ҫ����̧���ŵܶΣ��Ե������ʺϵ��¿ڼ�϶��������Ϊ�ᵼ������ɵĹܶ���ܵ����쿪�ѻ���ѣ�
��ʹ���ڻ����йܿ����ʱ�����ڻ�ʹ������Զ�����������ػᷢ��ͻȻжѹ�������ʱ�����컹û��ȫ��������ɣ��������ڹܶ���ܵ״��������ѣ�
����ˮ������ҵ�У�ǰһ�����ڻ��ڸ������Ⱥ������У���һ�������Ѿ���ʼ�ܿ���ԡ����Źܵ�������ȵ��𡢷��»���λ�����ڹܶ���ܵײ�λ���������غɣ�����ʱ�������쿪�ѣ�
�ݵ�������¹�������ͷ�ܶ��¹��ȹ���ʱ������������˺ܴ��Ӧ�������¿��ѻ���ѡ�
��14�� X65�����µּ��ܵ���ʧЧ������ʧЧ�����кβ�ͬ���Ƿ�Ҳ��Ҫ��չ������Ų鼰������֤�أ�
X65�����µּ��ֹܵĺ����Ժ���X80�� X70�ֹܣ����������������Ը�С�������ڲ��ȱںڡ���ͷ����ͨ�ȹܼ����ڴ���ʧЧ�������ơ��ܵ����ܴܺ����غɻ�ܵ������߷����ϴ���λ�ĵ����������ʵ�������֤��
��15���µļ�ⷽ����AUT/PAUT���ر�ԽǺ���ļ�⣬����Щ�¼����³ɹ�Ӧ�ã���ر�����������Щ����
���������⼼����PAUT����ͨ�����������ļ����������Ӧ�Ǻ����⣬�ɴﵽȫ���ǣ���߽Ǻ���������Ŀɿ��ԡ����༼�����������״���죬�Լ�������Ҫ��ܸߣ�Ŀǰ��Ϊһ��һ�飬�ȼ��㣬��ʵ������֤���ٽ��нǺ����⣬��ʱ���ʺϹ�ģ������Ӧ�á�
��16���������������з��˴Ӹֹ��ڲ��Ի��������ƽ��г��������ķ����������÷�Χ��Ӧ�������Ч����Σ�
�����˽⣬���������Ӹֹ��ڲ��Ի�������г��������ķ������ǽ����ܵ�ͣ�������ˮѹ���鹤������ȫ�Զ�������������������ڹܵ��ڣ����ù��ڵ�ˮ��Ϊ��������Ͻ��ʶԻ�������ж�λ�ͼ�⣬���ֻ������Σ����ȱǷ��
�÷�����ֱ������ԭ�ܵ��ͳ�Ʒ�ܵ�����Ȼ���ܵ��������ˮѹ������У�������Ŀɿ����뽨���ڵ�ȫ�Զ�������AUT������൱���ܹ����ֻ������ڵ����ơ�δ�ۺϵ�Σ����ȱǷ��
��17���ֹ��������Զ������Զ����Ȳ�ͬ���ӹ����������ⷽ����ƥ���ԡ������ԣ����ֺ��ӹ��տɿ��Ը��ߣ�
�ֹ��������Զ���������Զ���������ҪȱǷ����Ϊ���������������ȱǷ�����õ������ⷽ��������ⷽ����ȫ�Զ����� STT������ RMD�����ȣ�����ҪȱǷ����Ϊδ�ۺϡ�δ���������ȱǷ�����ף����õ������ⷽ����AUT��PAUT�ȼ�ⷽ����
AUT��PAUT�����ֳ�������⼼������ɿ������Լ����Ա������豸�ͼ��յ�Ҫ����Ը��ߣ�������AUT��⣬ĿǰֻӦ���������ܵ�������ҵ����ҵ��Ա������Խ�С���������������ⷽ������������������Ա������������Ա����������֪�����ա������Ҫͨ������ǰ����������������豸У�ˡ���Ա��ѵ���ϸ�Ĺ������̣��Լ����̽���������ϸ�ִ�м����ɣ���֤���Ŀɿ��ԡ�
4 ���۹ܵ�ά���������ж������Զ������ֳ�
��18��Ŀǰ�߸ּ���ھ��ܵ�ά���ܼ������� ��ͨ������Ͳ���IJ��ʵȼ��Ƚϵͣ����X80�ܵ����ۺ��ӣ��Ƿ���ǿ��ƥ�䡢�����Ժõ��²���������ùܼ�����Q345R?
���鿼�Ǵ��ް���ϣ�SPV 490Q�� 12MnNiVR��07MnNiVDR�� 07MnNiMoDR����Ϊ������ϣ�������ǿ��490 MPa������ǿ��610 MPa������״̬Ϊ����̬���Һ��������ã���Ԥ���¶�Ҫ��ͣ���ͨ���ȴ��������������䡣
��Ϊ������ϣ�Ӧͨ���������ơ����ӹ������������飬�����������Ӧ���涨�����ڹ�����ʹ�á�
��19�����亸�Ӻܵ����Ӻ�Ϊʲôѡ��24Сʱ�� 48Сʱ�����ӳ����Ƽ�⣿
Ŀǰʹ�õ���������ͺ�ΪQ345R�����������ø֣��京̼����̼�����ߣ�����������������ǿ������ں����32 mmʱ�ܺ���Ӧ����Ӱ�죬�����ƣ��ӳ����ƣ�����������Ҫ24Сʱ�� 48Сʱ��72Сʱ����������⡣
��20�����۹ܵ����������ѧ�����о���״��Σ����߶η����ܵ��Լ�ά�����ܻ������ܽ���θ��õ���Դ���ã�
���۹ܵ����������ѧ�����о�Ŀǰ���ǰ��滷����ʧЧ�������̽��еģ�����ͷ�����������ϵͳ�����߶η����ܵ��Լ�ά�����ܻ������ܽڣ��б�Ҫ���ܵ�����������ֹ�����������ϵ�������캸�ӹ��յȽ���ϵͳ�Ĺ������ܺͻ��������������о���ͨ��ͳ�Ʒ���ȷ�ϳ������иֹ�ʱЧ��������ͷǿ���Ե��ݱ���ɣ�Ϊ�����߸ּ��ܵ�����춨����������
���������������Ľ��
����1�� LPG��LNG�ܵ��������ۺ��ӵĹ����о����ڼ����հף�Ҳ�Ǽ����ѵ㣬�г�����Խ��Խ����ο���������⣿
�� LPG��LNG�ܵ�ͨ���Ǵ�������9%Ni������ֵȵ��²��ϡ�ά������һ�㲻���漰��������¸ֵĺ��ӡ� LPG��LNG����ܵ��ij�վ�������¶��Եͣ��������볣�����Ȼ���ܵ������ƣ�ά�������������ĵ������ۺ��ӹ�������Ⱥںӡ���³ľ��ȵ������������Ĺ��������ӣ���������Ϊ��صĺ��Ӽ����ѵ㶼�Ѿ��г���Ĺ��̾����ˡ�
����2�� Q345R�����ȡ�������ɺ��߶��벻ͬ�ܵ��ں�Ͳ��ʵĹ�ϵ��
�𣺰����Ҫ���ά���ޱ�ִ�У���Ҫʱ��������Ԫģ����㡣

����3����Ͳ�Ƿ�����Ϊȱ�ݺ��ڵ���������ʽ��
���������е�ά���ޱ��� B����Ͳ��Ψһ�����ڻ������������ķ���������ǻ��ܡ�
����4������B����Ͳȫ�Զ�����Ӧ�������Σ�������ֹ����ӣ� B����Ͳ�Զ�����Ҫ���ؿ�����Щ���棿����B����Ͳ�Զ����Ѿ���ʼ�ֳ�Ӧ�ã�����ȫ���ƹ㣬����ʲô���飿
����δ���ķ�չ������������ر�Ŀǰ��δ�������롣
����5��Ŀǰ���������������ϴ��ڻ��������γ���ϵ����ָ���ֳ�Ӧ�ã�����ʲô���顣
�𣺻�����������ϵ�б����������ʱ������ұ�����ҵ��������Ӫ��˾����ҵ������Ŀ�����ļ��ȣ����㼶���У����֮��Ҳ��ì�ܺͲ�Э��֮����
����飺������Ů�� 1970���������ڼ�������ʦ����Ϊ�й�ʯ����Ȼ���ܵ���ѧ�о�Ժ����˾��ҵһ��ר�ҡ��й�ʯ�ܵ��ֹ�������˾��ϯ���Ӽ���ר�ҡ������������ܵ��ʹ����������һ�ߴ����뺸�Ӽ�����صĿ�ѧ�о��������Ż��ͼ����ƹ㹤�����������ҹ��ܵ������չʱ�ڣ�����������ܵ����̡�����������߹ܵ����̡��ж�������Ȼ���ܵ����̵��ֳ����ӹ��յ���Ҫ�ƶ��ߡ��е�����ɹ��ҡ���ʯ�ͼ��Ź�˾�ܵ��ֿ�����Ŀ40���ȡ�õĿƼ��ɹ��ƶ���X65��X70��X80�ֹ����ҹ��ܵ������е�Ӧ�á����ֺͲ����������ұ�6���ҵ��6�ʯ����ҵ��23�����Ȩ���ҷ���ר��7�ʵ������ר��4��ٻ�ʡ�����Ƽ�����12�Ρ��ּ��Ƽ�����15�Ρ�������������50��ƪ��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
