



马来西亚某山区X70管道环焊缝开裂原因及防控措施
来源:《管道保护》杂志 作者:戴联双 时间:2021-1-21 阅读:

栏目主持人戴联双博士:2014年和2018年,马来西亚SSGP管道在地质灾害活动频繁的山区发生两次环焊缝开裂事故。事故调查发现,环焊缝存在低强匹配现象,降低了管道的应变能力,对位移载荷尤其敏感,需要新的焊接工艺规程保障焊缝的高应变能力,以与母材保持匹配。
1 SSGP管道概况
SSGP输气管道建成于2013年,全长512公里。螺旋焊缝钢管,管材X70,管径914毫米,壁厚14毫米至20毫米,输送能力84万立方米/小时。途经复杂地形区域,穿越大量河流、湿地、茂密森林,以及棕榈树覆盖的高海拔山地。
该管道设计遵循ASME B31.8:2007《输气和配气管道系统》输送非酸性气体规范要求,设计寿命为25年,采用内涂层和溶解环氧涂层防腐。施工期间,焊接工艺规程(WPS)完全与API 1104《管道及有关设施的焊接》规范保持一致,采用的纤维素焊条和其他焊接工艺参数都符合规范要求,且综合考虑了管道施工、运行和外部环境可能承受的轴向载荷,抗应变能力为0.5%(当管道位于地质灾害活动频繁区域,应变量超过0.5%时将会危及管道运行安全)。
2 事故应对措施
两次环焊缝开裂事故都发生在Sarawak地区。第一次事故发生于2014年6月(图 1),导致管道停输2年。期间,开展了大量失效调查、技术研究和现场修复工作。包括:①管道全线地质灾害排查和相关地灾防控技术研究;②建设施工期全部射线底片复查;③开裂环焊缝实验室分析;④成功修复了几百处危害性环焊缝。

第二次事故发生于2018年1月(图 2),再次开展了现场修复和技术研究工作。包括:①委托位于新加坡的DNV GL公司开展失效调查;②制定具有高应变能力的焊接工艺规程;③确定能够达到焊接高应变能力焊缝的焊工资质。

此外,针对所有识别出来的存在地质灾害风险区域的管段进行再检测。检测方法主要是非接触式漏磁检测(MTM)和管道内检测(ILI),用以识别管道发生弯曲和存在应变变形状态的位置。识别出的高风险环焊缝都进行了开挖,并采用超声检测(PAUT,TOFD)、磁粉检测(MT)、涡流检测(EC)和射线检测(RT)确定环焊缝是否存在缺陷。
3 全尺寸弯曲试验
检测确定,发生开裂的两处环焊缝存在错边和根部缺陷(均在验收指标范围内,不存在超标缺陷)。为了评估环焊缝与母材的匹配性对管道承受外载荷引起的位移应变能力(环焊缝抗应变能力),开展了两次模拟管道环焊缝现状(均含有错边和根部缺陷)的全尺寸弯曲试验。
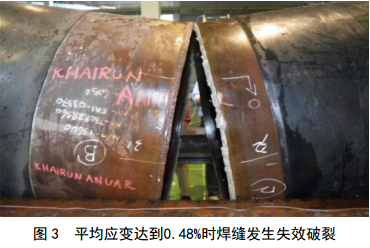
试验一:采用SSGP的原焊接工艺规程。环焊缝机械性能测试报告显示,其拉伸强度576~635 MPa,符合API标准(570~760 MPa)规定。焊缝、热影响区和母材的冲击功分别为62.7 J、 127.3 J和262.7 J。试验结果显示:失效发生在环焊缝位置,失效时的拉伸应变小于0.5%(在根部预制了深3.0 mm、长190 mm缺陷,并伴有2 mm错边)。试验管段的水压和环焊缝最大位移分别是9.2 MPa和200.94 mm。开裂位置和形貌见图 3。
试验二:采用具备高应变能力的焊接工艺规程。根焊采用E7016-H4,热焊、填充和盖帽都采用E9045-P2 H4R,手工电弧焊碱性实心焊条。环焊缝机械性能测试报告显示,拉伸强度613~670 MPa,符合API标准(570~760 MPa)规定。焊缝、热影响区和母材的冲击功分别为160 J、 281 J和298 J。试验结果显示:失效发生在母材位置,失效时的拉伸应变大于3%(在根部预制了深2.9 mm、长190 mm、宽0.7 mm的缺陷,并伴有2 mm错边)。见图 4、图 5。
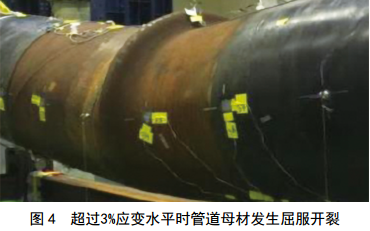

试验二超过3%应变水平和9.6 MPa内压情况下环焊缝没有发生开裂,表明改进焊接工艺规程使得环焊缝具有高应变能力,其强度跟母材相比具有较强匹配但没有过度匹配,提高了管道整体结构的抗外部位移载荷能力(抗应变能力)。
4 高强钢管道安全保障建议
结合SSGP两次事故调查和全尺寸弯曲试验结果,针对高强钢管道建设和运营提出如下建议。
(1)使用优质和适用焊条(重视焊条的存放、烘干和使用),将会有效降低焊接过程中氢脆和延迟氢致裂纹的风险。
(2)用碱性焊条代替纤维素焊条(如X70钢管道用E9045代替E8010),使得焊缝与母材达到等强或较强匹配。
(3)结合E6010根焊和E8010热焊、填充和盖帽焊接现状分析,使用E8010纤维素焊条最大应变能力只达到0.48%。而使用适合的较强匹配焊条使焊缝应 变能力超过了3%。环焊缝模拟分析和全尺寸弯曲试验(承受内压情况下)都验证了这种情况。
(4)针对可能存在地灾风险的区域应在设计时考虑采用基于应变的设计代替基于应力的设计。基于CTOD断裂韧性和应变水平制定具备高应变能力焊缝的焊接工艺规程。
(5)实时监测地灾危害因素,以便及时采取快速和适用响应措施。
(6)通过滑坡固定、限制土体移动等措施防控地质灾害风险。
提高环焊缝应变能力,保持管道环焊缝与母材之间等强或较强匹配是提高管道抗位移载荷的有效措施,尤其在地质灾害频繁发生的区域,应从设计上考虑具备高应变焊缝的焊接工艺规程和地质灾害防控措施。
在谈论强度匹配性提高抗外部载荷能力的时候,需要考虑焊缝的韧性储备问题,只有具备足够的韧性储备,才会上升到匹配的问题,否则在尚未发生因匹配失效的情况下,易发生脆性断裂失效。
(原文名称: AIM-PIMG2019-1068 : HIGH STRAINWELD SOLUTIONS FOR GEOHAZARD ACTIVEENVIRONMENT. 戴联双翻译,管道建设期有关信息来自网络。)
作者:戴联双,博士, 1983年生,现就职于国家石油天然气管网集团有限公司,注册安全工程师、二级安全评价师、管道检验师。负责编写了《油气管道安全防护规范》( Q/SY1490),参与起草公安部标准《石油天然气管道系统治安风险等级和安全防范要求》(GA 1166)、国家标准 《油气输送管道完整性管理规范》( GB 32167)等多项标准。在国内外期刊先后发表论文10余篇,参与编著了《管道完整性管理技术》《油气管道事故启示录》《油气管道清管技术与应用》等书籍。近年来多次获得中石油集团科学技术进步奖、河北省科学技术进步奖、管道科学奖等。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
