



�����ѣ��ܵ������������뱾�ʰ�ȫ����
��Դ�����ܵ�������2022���2�� ���ߣ������� ʱ�䣺2022-3-21 �Ķ���

������
���ҹ������ű����ܵ���˾
��֤������������ʵ�������ܵ����ʰ�ȫ�Ĺؼ��������������ܵ���˾ͨ��ȫ�濪չ�����������Ų飬���������˵�ǰ��ʶˮƽ�º��ڵ�����״���������˻�����ʧЧӰ�����أ�ͨ�������⺸��ļ��������������˴����������գ����ֲ������˹ܵ����ʰ�ȫˮƽ��
1 �����������Ų�
������ʧЧ�����Ƕ������ص��ӵĽ������Ҫ��Ϊϵͳ���̴Ӷ��γ�Ƚ����Ų飬�ɱ�����ҳ�����ȱ�ݡ�
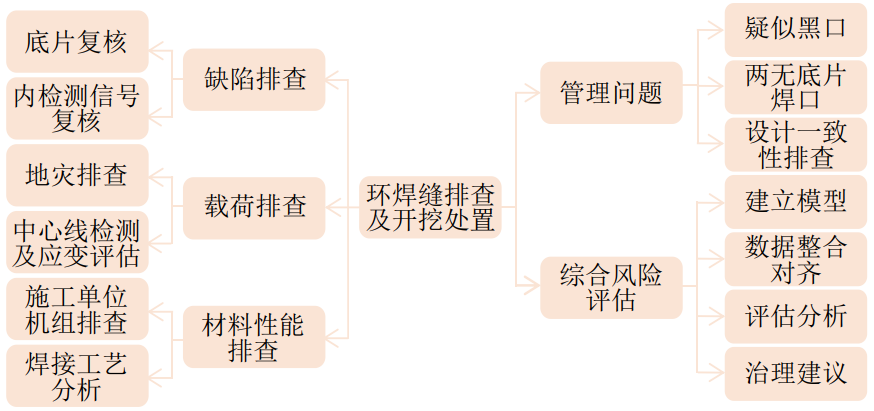
��1�� �Ų�˼·��
���ڻ�����ʧЧ�ĸ����ԣ�Ϊ���ʶ������������ӻ�����ȱ�ݡ��غ����á��������ܡ�ʩ���������ۺϷ��������ȷ����Ų�ʧЧԭ��ͼ 1����ѧ���ƶ�����ԭ��ͼƻ�����߿��ڵ�ȷ�ʣ���Լ���ڳɱ���
��2���Ų����ݡ�
ȱ���Ų顣��������������Ի��������ߵ�Ƭ���и��ˣ��ҳ�δ��ʶ���ȱ�ݣ�����������������ȱ�����غ����ֳ�������֤��
���ñ����ܵ���˾���гɹ����ܵ�������ȱ��©�ż���ź�ʶ�������ۡ���������ϻ������쳣������֤���ݣ��ƶ��������쳣ȱ���źŸ��˷ּ��������ź���������ò��ǿ�ȡ�λ�õ���Ϣ���Ի�����ȱ�ݽ��зּ�ʶ�𡣼�ͼ 2��
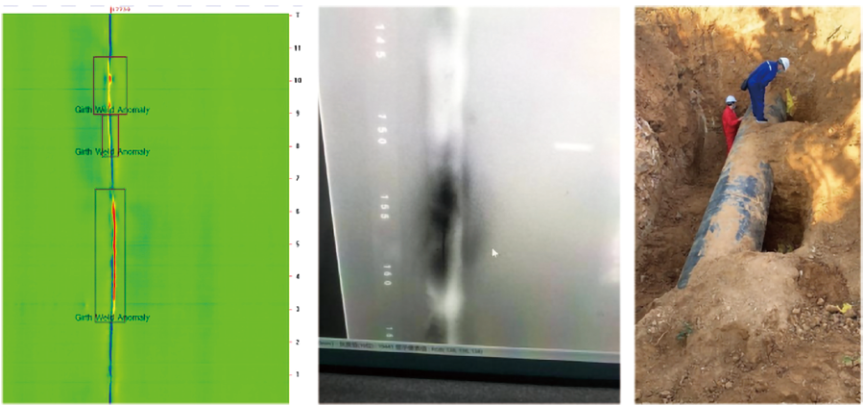
ͼ 2 �ڼ���źŸ���ͼ
�غ��Ų顣����GB/T 34346�D2017�����ڷ��յ������ܵ���ȫ�����ּ�����SY/T 6828�D2017�������ܵ������ֺ����չ��������淶����DZ/T 0284�D2015�������ֺ��Ų�淶���ȱ����Թܵ����ߵ���״���������ػ����˹��Ŷ��Ƚ����Ų飬���ҿ��ܵ��¹ܵ�ʧЧ���ֺ��㡣�����Ų�����ȡ��Ӧ��ʩ��������������Ӱ���������ж��ⲿ�غɶԹܵ���Ӱ�죬ȷ���ܵ����а�ȫ����ͼ 3��

ͼ 3 ���ּ���ͼ
���������Ų顣ͨ���Ժ��ӹ��ս��з��������ֻ������ں��ӹ�����Ԥ���¶ȡ����ӽ�ͷ����˿�ͺŵ��Ƿ������Ҫ�����ƶϲ�ͬ��������������������״����
���������Ų顣����뺸����صĿ������Ϻ��ڼ�����ϣ��Ų�ʩ����¼��������¼�������ⱨ��ķ����Ժ�һ���ԣ�����ʩ���������⡣���������鲻����Ӧ��ʩ����¼����ⱨ������ߵ�Ƭ���������п��ڼ�⡣�Դ��ڽ϶�ϸں������ڵ�ʩ�����飬Ҫ�Ӵ��亸�ڿ�������
�ۺϷ�����������������Թ���˼·����չ������ר������������ۺϿ��Ǻ����۸���������ص��¹ܵ�������ʧЧ�Ŀ����Լ����Ӱ�죬ɸѡ��ʧЧ���ջ����죬����ָ���ֳ�������֤�ʹ��ù�������ͼ 4��
��3��������֤��
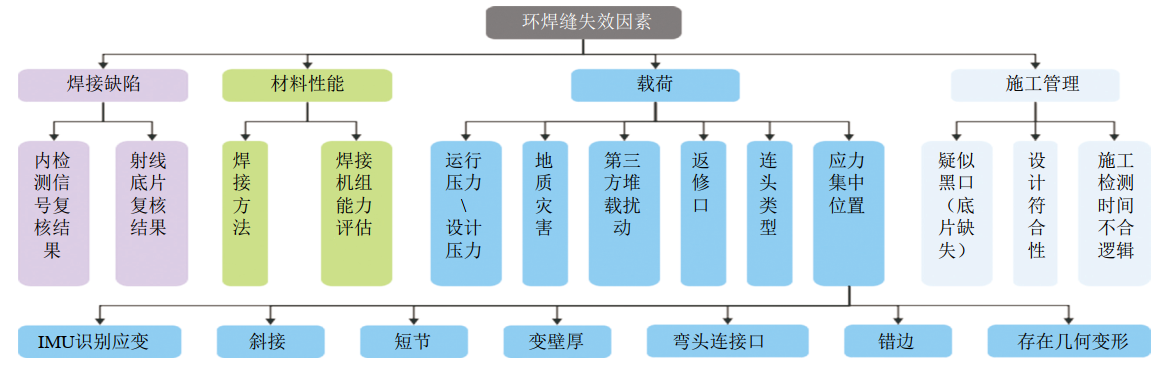
�Կ��ڽ��ͳ�Ʒ��������ƿ���Ҫ�ֲ���X70�ܵ��������ڹܶ�/�ܵ�λ�á����ƿڵ�����һ���̶����ܹ���ӳ����������������ض����Ʋ�����Ӱ�죬������ܱ�ں�ڵIJ��ϸ������������ߡ���ͼ 5����Ҫԭ��Ϊ��ܱ�ں��������������ͺ��ں��ӹ����Ѷȸ������ײ������ס�δ�ۺϡ����Ƶ�ȱ�ݣ��Լ��������Ӧ����
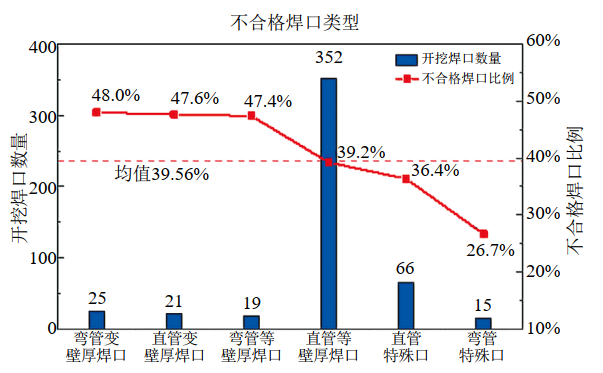
ͼ 5 �����ͺ��ڲ��ϸ�ֲ�
���ų�����չ�������Ų�Ϳ�����֤�����ڵIJ��ϸ��ʺ������������½���˵�����۹ܵ�����������������彵�͡�
2 �Ի�����ȱ�ݵ���֪
������ȱ���������¹ʵĻ������������ܲ���굼�µֿ����ѵ��������ͣ��ܵ�����Ӧ���������¹ʵ��ⲿ���ء�
��1���ӹܵ���Ƽ���ѧ�Ƕȷ�����������ʱ�ܵ���������������С������������غɹ���ʱ����ʹ���ܴ��Ҳ�����ʧЧ�����స�����������������ܺϸ�����ȱ��ʱ�������غ�Ҳ�ᵼ������������ʧЧ��
��2������Ӧ�������ϵ͵Ļ����죬��ʹ��ȱ��Ҳ��������Ӧ����۵������Զ��ѡ������ȱ���������ᵼ�º��쿪�ѡ���ʹ���ڴ���ȱ�ݣ��ڸ����غɽ�С�����Դ��ʱ���ᷢ�����ѡ�Ԥ��ȱ�ݱ�������֤���������صĺ���ȱ��Ҳ�ܳ��������������һ�������ء�
��3��������¶�ܣ����գ�����˵�����ڲ��ϼ�������ѧ���ܴ���ʱ�ܵ���ʹ����һ�����ⲿ�غ�Ҳ���ᷢ��ʧЧ���������ֳ����ڷ��֣����еּ��ܵ��������ƣ���Ҫ�ֲ��ڸ߸ּ��ܵ����ӷ���������Ͷ���������굽ʮ���겻�ȣ���δ�������ѡ�ԭ����Ҫ����������ں����ԡ�ȱ�ݵȶ����ص�����ɹܵ�ʧЧ��
3 ������������������
�������������չܿ���Ϊ�����ܵ����ʰ�ȫ��һ��ϵͳ�Թ��̣��ǹ����ͼ�����֯���ۺ������⡣����Ѽ������ƽڵ�Ӧ�ڽ����ڣ������Ż��Ĺܵ���·��ơ��淶�ĺ��ӹ���ʵʩ����ѧ��ȱ�ݽ��ܱ����ϸ��ʩ���������Ƶȡ�������ͨ����չ�����������Ų�����������������������գ�����Ч���ͱ�����գ����Ϲܵ����ʰ�ȫ��Ϊ��������½��顣
��1���Ż���·��ơ�
�������õ����ֺ��߷�����������ͷ����ں�ں���ͷ�ڵȣ����ȡ��ǰ������Ԥ���ȴ�ʩ�����Թܵ������Ӱ�졣���ڴ�������λ�Ƶ��»����츽��Ӧ���ķ��չܶΣ�Ӧ��GB 50251�D2015�������ܵ�������ƹ淶�����������ӹܵ�����Ӧ��У�ˡ�������ͨ��У�˵ĹܶΣ��ɿ��Dz��û���Ӧ�����ƣ�ѡ�ô�Ӧ��ܵ�����Ӧ���ļ����ӹ�����������ܶο����ε�������
��2�����ƹܲ�ǿ�ȡ�
�߸ּ����߸��ձ���ÿ������似�������¸����������ӣ�����ǿ��ƫ�ߣ�ʹ�ܵ��������ǿ��ƥ���Ѷ����ӡ�����֪����ҵ�ܵ�����API 5L�Ļ����϶�����ǿ�Ȳ�����Χ��������խ��X65��X70��X80�����ּ�����խ��Χ��Ϊ120 MPa���ж����ߵĹ��������У�Ҳ��ǿ�ȵ������������ƣ�����ǿ��555 MPa��690 MPa������ǿ��625 MPa ��780 MPa����ͬʱͨ���Ż����߸ֵĻ�ѧ�ɷָ��ƻ��������ԡ�
��3�����Ʒ����ա�
Ŀǰ�ռ������ƺ��ڷ���������ʾ30%���������ڷ����ڲ�����أ�˵�������췵���������̿��ܴ��ڲ��Ϲ棬�������������д���һ���Ż��������ڼ�˾����ԺͿɲ����Ե�ͬʱ��Ӧ�ص㿼�Ǻ��ӷ������ڻ�����������Ӱ�졣
��4���������ܼ�ܡ�
ͨ����Ϣ����ҵ�������ںϣ�ʵ�ֶ�ʩ�����ڼ�������ӻ���������Ҫʩ������ʵʱ��̬������ȷ��ȫ���̼�ܺ�ʩ���������������������Ļ����칤�̽��迪չȫ�������ݹ�����ʵ�ֻ�����ʧЧ��չԤ�⼰���ռ������ߡ�
����飺�����ѣ�1978���������Ʊ�ҵ�ڱ���ʯ�ͻ���ѧԺ��������רҵ��˶ʿ��ҵ���й������ѧ���̹���רҵ�����ι��ҹ������ű����ܵ��������ι�˾��ίίԱ�����ܾ�����
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
