



OD 1 422 mm X80���߸ֹܹؼ�����ָ�꼰��ȫ���շ���
��Դ�����ܵ���������־ ���ߣ�����ΰ ��ǿ ��ΰ�� ������ ���ƽ ʱ�䣺2018-10-17 �Ķ���
����ΰ1,2 ��ǿ1,2 ��ΰ��1,2 ������1,2 ���ƽ1,2
1.�й�ʯ�ͼ���ʯ�ܹ��̼����о�Ժ�� 2.ʯ�ܲļ�װ�����Ϸ�����Ϊ��ṹ��ȫ�����ص�ʵ����
ժ Ҫ�� �������������X80���߸ֹ��о������ͽ��辭��Ļ����ϣ��������������о��ͼ����������һ���Ż���OD���⾶�� 1 422 mm X80���߸ֹܻ�ѧ�ɷֺͻ�е�������鷽���������OD 1 422 mm X80�ֹܵĹؼ�����ָ�꣬�ƶ����ж���Ȼ���ܵ�������OD 1 422 mm X80�ֹܵļ����������ӹܵ��̴�������ʧЧ���ʡ�������յȷ��棬���㲢�Աȷ�����OD 1 422 mm X80��OD 1 219 mm X80�ܵ��ķ���ˮƽ���������Ϊѡ���ж�������Ʒ����ṩ�˾��߲ο������Ϲ��ڸ������ƹ���ҵ���ɹ�������������OD 1 422 mm X80�ֹܲ�Ʒ����Ʒ���������ж�������Ȼ���ܵ��øֹܼ���������
�ؼ��ʣ� OD 1 422 mm X80���߸ֹܣ� �ؼ�����ָ�ꣻ �ܵ�����ˮƽ�� ��Ʒ���ƣ� �ж���Ȼ���ܵ�����
��Ȼ���ܵ���ƺͽ����У��ڲ�Ӱ��ܵ���ȫ�ɿ��Ե�ǰ���£��������ȵؽ��ܵ�����ɱ�����߹ܵ�����Ч�ʣ�һֱ���ܹܵ�����Ͷ���ߺܵ���Ӫ��ҵ�Ĺ�ע����X70�ֹ���ȣ�����������߲��ùܾ�Ϊ1 219 mm��ѹ��Ϊ12 MPa��X80�ֹܣ���Լ��10%�ֲģ������˳ɱ������侭��������ΧΪ��250��300����108 m3/a���������Ϊ280��108 m3/a�����������ֻ�ܴﵽ330��108m3/a�����������ж�������Ȼ���ܵ������������������ߵȳ�������������400��108 m3/a���ܵ��Ľ�������ͨ�����������ۺϷ���������Ҫ��ȡ���ּ���������߹���Ч�ʺͽ��ܵ�����ɱ���һ�ǹܵ����ϵ����䣬����X90/X100����ǿ�ȸֹܣ��������ϵ���ּ����䣬�ܾ�����1 422 mm�����ǹܵ����ּ����䣬���ϵ����0.72��ߵ�0.80��Ϊ���㳬��������Ȼ���ܵ��������ӡ�ʮ���塱��ʼ���й�ʯ����Ȼ�����Ź�˾�����ش�Ƽ�ר���֯��չ�˵�������������Ȼ���ܵ����̹ؼ��������о����أ��������ּ���������ȡ������Ҫͻ��[1-7]�����У��ƶ���OD���⾶��1 422 mm X80�ֹܰ�ġ��ܲļ����������ɹ�����������OD 1 422 mm X80�ֹܣ�����HSAW��LSAW���Լ�������ܼܺ�����չ��OD 1 422 mm X80�ܵ���ȫ�ɿ��Ժͷ���������Ϊ�ж�������Ȼ���ܵ����̽���춨�˼���������
1 OD1 422 mm X80���߸ֹܹؼ�����ָ��
��Q/SY 1513.1�D2012 ���������ܵ��ùܲ�ͨ�ü������� ��1���֣����ܡ��������������1 219 mm X80�ܵ����辭��Ļ����ϣ����API SPEC 5L�D2012�����߸ֹܹ淶�������³ɹ�������ж�������Ȼ���ܵ����̵ľ����ص㣬��OD 1 422 mm X80���߸ּ��ֹܵĸ���ؼ�����ָ������о����Ż���X80�ֹܻ�ѧ�ɷֺ���ѧ��������ȡ��λ�ã����㲢ȷ���˸ֹ�����ָ��CVNҪ��ֵ���ƶ����ж�������Ȼ���ܵ��������⾶1 422 mm X80�ܲļ���������
1.1 ��ѧ�ɷ��Ż�
������������ߵ��ش�ܵ����̽�����ƶ��£� X80���߸ֵõ��˴���Ӧ�ã����ڸ�������ҵ�����������ص㣬�������˶��ֺϽ���ϵ��X80���߸֣��仯ѧ�ɷֲ���ϴ�����ͬһ��ҵ�ڲ�ͬ�������Ĺ��߸ֻ�ѧ�ɷ�Ҳ�кܴ����[8]�����ֻ�ѧ�ɷ��ϵĽϴ���죬�ή�ͺ��ӹ��պͺ��ĵ������ԣ����ӹܵ��ֳ������Ѷȣ��Ӿ纸����ѧ���ܲ����������ܻ���ܵ����۴�����ȫ���������ڱں�20 mm���ϵ�X80���߸֣���һ������Ϊͻ����Ϊ�˽����һ���⣬�������� X80���߸�Ӧ�þ���Ļ����ϣ�ͨ�������о�����һ���Ż�X80���߸ֻ�ѧ�ɷ֣���С��ѧ�ɷֲ�����Χ���Ӷ��ȶ�X80���߸ֹ��������ֳ����ӹ��մ��ڣ���߹��߱��ʰ�ȫ����OD 1 422 mm X80���߸ֲ��õ�C�� Mn�ɷ���ƣ�������������Mo�� Ni�� Nb�� V�� Ti�� Cu��Cr��Ԫ�ء����������ߵ���Ȼ���ܵ�������X80�ֹܵĻ�ѧ�ɷּ����ӽ�������о��������� �����߸���C�� Mn�� Nb�ľ��Ҳ�����ͼ 1��3�����Ժ��������нϴ�Ӱ�졣���߸���C�����Ӹ�ǿ�ȵ���ЧԪ�أ��������Ըֵ����ԡ����Ժͺ������и���Ӱ��[9]������C�������Ը��ƹ��߸ֵ��ʹ�ת���¶Ⱥͺ����ԣ���C������������Ҫ�������������Ͻ�Ԫ������߹��߸ֵ�ǿ�ȣ�ʹұ���ɱ�����[10]���ۺϿ��Ǿ��úͼ������أ� C����Ӧ������0.05%��0.07%֮�䡣
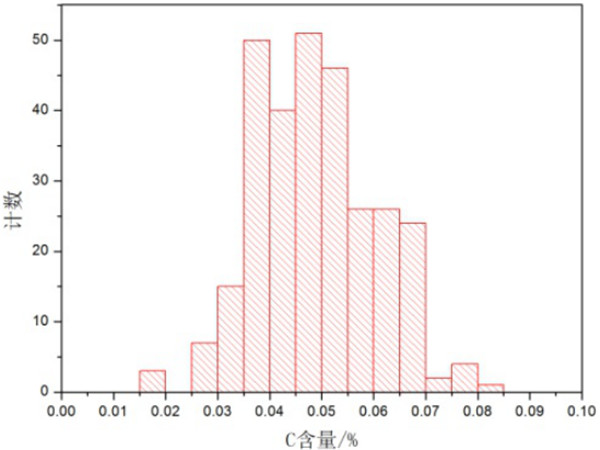
ͼ 1 X80�ֹܵ�C�����ֲ�ͳ��
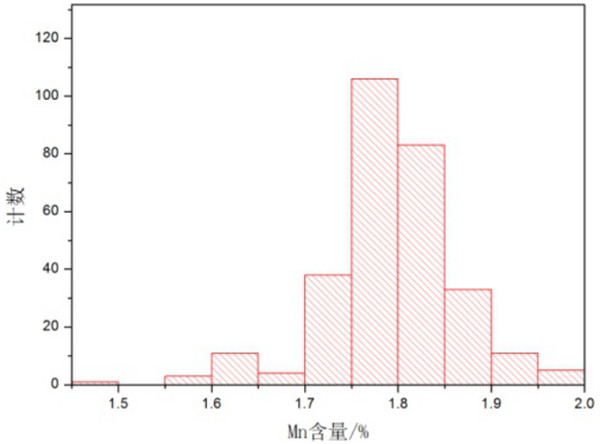
ͼ 2 X80�ֹܵ�Mn�����ֲ�ͳ��
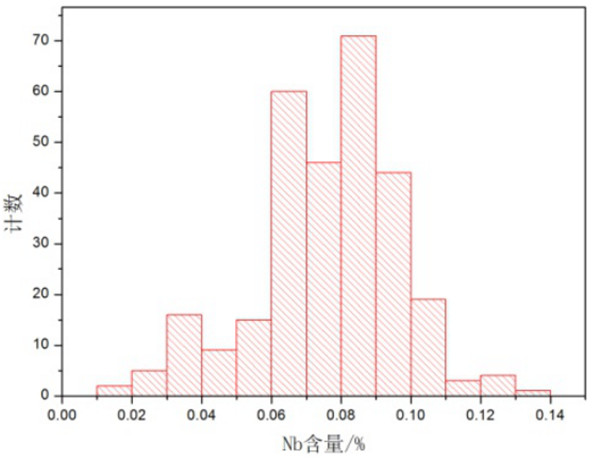
ͼ 3 X80�ֹܵ�Nb�����ֲ�ͳ��
Ϊ��֤���߸��е�C����������������ǿ����ʧ����Ҫ�ڹ��߸��м��������ĺϽ�Ԫ�أ���Mn��Nb�� Mo�ȡ� Mn�ļ����������ǿ�����Ӷ���߹��߸ֵ�ǿ�ȡ� Mn�����ǿ�ȵ�ͬʱ����������߸ֵ����ԣ������о�����Mn��������Ӵ�����ְ������ƫ�����Թ��߸ֵĺ���������ɲ���Ӱ��[11]����ˣ����ݰ���ǿ�ȵIJ�ͬҪ���߸���Mn�ļ�����һ����1.1%��2.0%��
Nb�ǹ��߸��в���ȱ�ٵ��Ͻ�Ԫ�أ���ͨ������ϸ������������ǿ�����ø��Ƹֵ�ǿ���ԡ����͵�Nb�������ں�����ѭ�������в�����Ч������Ӱ���������徧�����������ʱ������ߴ�Ŀ�״M/A����״��������ʹ���Զ����ߵ�Nb�������ں�����ѭ�������лᵼ�½ϴ�ߴ�ij�����������ʹ���������Զ�Ҳ������Ӱ�������� [12,13]���о������� Nb����������0.030%��0.075%�ȽϺ����� �����о����������֯ұ�𡢲��Ϻͺ�������ר������Э�̣���OD 1422mm X80�ܲ�C��Mn��Nb��Cr��Mo��Ni�ĺ���������Լ����ȷ�����߸���C��Mn��Nb������Ŀ��ֵ�ֱ�Ϊ0.060% �� 1.75% �� 0.06%��ֱ��ֹ���NiĿ��ֵΪ0.20%���������������Mo���Һ���Ӧ����0.08%��������ֹ���Cr��Ni��Mo��Ŀ��ֵ��Ϊ0.20%�����ǵ���������ƫ�����������ԣ� �涨OD 1 422 mm X80�ܲ�C����������0.070%�� Mn����������1.80%��ֱ��ֹ�Nb��Mo��Ni�ĺ�����Χ�ֱ�Ϊ0.04%�� 0.08%��0.08%��0.30%��0.10%��0.30%��������ֹ���Nb��Cr��Mo��Ni�ĺ�����Χ�ֱ�Ϊ0.05%��0.08% �� 0.15%��0.30% �� 0.12%��0.27%��0.15%��0.25%����1������ȷ����OD1 422 mm X80�ܲĻ�ѧ�ɷֺ�����Ҫ��

1.2 ��ѧ���ܲ���������ȡ��λ��
����������߹���֮ǰ�������ܵ������������ֹܵĹܾ���С��1 219 mm��Ϊ��ȡ�����㣬���������ѧ���ܲ�������ȡ��λ�þ�Ҫ���������Ʒ����30�㡣��ѧ���ܲ���������ȡ���Ƕ������ֹܹܾ��Ĺ�ϵ�繫ʽ��1����
sin�� ��B /��D ��1��
ʽ��,�� Ϊ�����ǣ��㣻 B Ϊ����� mm�� �� ΪԲ���ʣ� D Ϊ�ֹ��⾶�� mm��
��Ŀǰ�������������Ʒ����1 500��1 600 mm���㣬�ܾ�1 219 mm�� 1 422 mm�����������ܣ����������ȡ���Ƕȷֱ�Ϊ23.1�㡫24.7�㡢19.6�㡫21.0�㡣��ˣ� OD 1 422 mm�����������ܣ��������Ʒ����20��ȡ����������ʵ�������ͼ 4��ͼ 5������ʵ�����������������20���30��λ��ȡ����õ���ѧ���ܽ���Աȡ����Կ��������Ʒ���н�20��λ�õ�����ǿ�ȡ�����ǿ�ȡ� DWTT���䴸˺�����飩�����������30��λ�ã����������Ʒ����30��λ��ȡ�������������������ѧ���ܣ���ɲ���Ҫ���˷ѡ�������ж�������Ȼ���ܵ������м��ȡ��λ�ø���Ϊ�����Ʒ����20��λ�á�
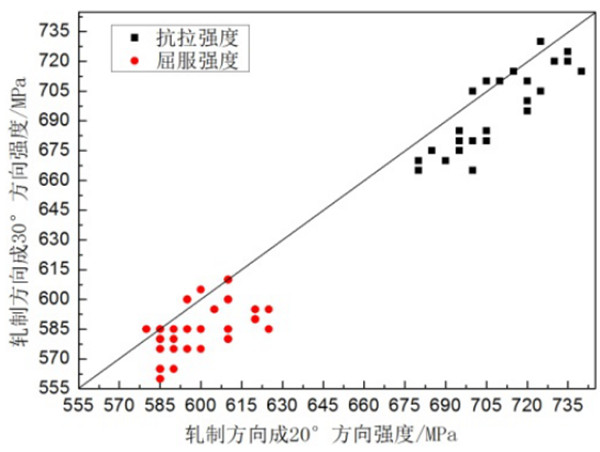
ͼ 4 �������20���30��λ�õ��������ܶԱ�

ͼ 5 �������20���30��λ�õ�DWTT����Ա�
1.3 �ֹܺ��켰��Ӱ������������ָ��
�����������ܵ�ʧЧ�¹�ͳ�Ʒ�����������������һ��������ڸֹܺ������Ӱ���������ѡ�ӽ�ͷ����������Ϊ������������ָ�ꡣ�ڹ����ϣ�ͨ������ֹܺ������Ӱ�����������Ϊt /4��t Ϊ�ֹܱںı�������ȱ�ݣ����ö�����ѧ��������������Ʋ�������չ���ٽ��������ֵ�������ٽ��������ֵ��Ϊ���ܵ���������ָ�ꡣ
�ֹܹܾ�1 422 mm����Ʊں�21.4 mm������ѹ��12 MPa���ּ�X80�����ϵ��ȡ0.72������ǿ�ȡ�����ǿ�ȷֱ�ȡ���涨����Сֵ555 MPa��625 MPa���ٶ�������� a =5.35 mm�����������Ʒ�Ϊ�������Բ��������ơ��������Բ�ڱ������ơ���������泤���ơ������ڱ��泤����4�����ͣ�������ͬ���Ƴ����º��ӽ�ͷ�������������ԡ����ڶ������Բ��Է��ø������ڳ���Ϊ�˱��ڹ���Ӧ�ã�����API 579-1�D2007/ASME FFS-1�D2007��Fitness-forservice-second edition���Ƽ��Ķ�������ָ��KC���ıȳ����CVN�ľ����ϵʽ����KCָ��ת��ΪCVNָ�ꡣ
4�����������У������ڱ��泤������Ϊ���̣�����ͬ�����Ƴ����£��Բ��϶������Ե�Ҫ����ߡ�Ϊ������������������ڱ��泤���Ƶ������Է��������ͼ 6����ȷ���ܾ�1 422 mm��X80���ܺ��ӽ�ͷ��������ָ�ꡣ���գ����ݷ��������Ϊ��ȷ���ܵ���ȫ���ֹܺ������Ӱ������������ȡ60 J������������������һ��������ϵ��0.72�ĸֹܣ��Զ���������������ֹܺ��켰��Ӱ����Ҳͳһ ������ָ����ơ����ڶ���������������ܵ����ϵ�����ͣ����ͬ�����ѹ���¹ܱڸ������й����йܵ������Ļ���Ӧ��Խ�ͣ�����ͬ�����������ԣ��ܵ��������������ѣ������������ӱ��أ���ȫԣ�ȸ���

ͼ 6 ��ͬ���Ƴ����º�����������Ԥ����
1.4 �ֹ�ĸ��ֹ������ָ��
Ϊ��ֹ��Ȼ���ܵ����Ѻ����������Ƶij�����չ���ܲı������㹻�������Ա�֤��Ȼ���ܵ�һ����������һ�����ȷ�Χ��ֹ�ѡ����Ÿּ�������ѹ�����ܾ������ϵ��������ߣ��ܵ������Զ���ֹ������Ҳ����ͻ�����Ǹ߸ּ����߸ֹ�Ӧ�õ�ƿ���������⡣����ж�������Ȼ���ܵ����̣�����Battelle˫���ߣ�BTC������������������ϵ����������һ������ܾ�1 422 mm X80�ܵ�ֹ�ѵ�������������˸ֹ�ĸ�ĵ�ֹ������ָ�ꡣ
API SPEC 5L�D2012�����߸ֹܹ淶���Ƽ���4�ָֹ����Զ���ֹ�����Եļ��㷽��������EPRG�� Battelle��ʽ�� BTC�����Լ�AISI�������Ա�4�ַ��������÷�Χ���� 2���ɼ����������ѹ��12 MPa���ܾ�1 422 mm X80����Ȼ���ܵ������˲���BTCģ�Ͳ���������ϵ���ķ���������ֹ�����ԡ�
��BTC����Ӧ�����ж�����������֣��� 3���������¶�ȡ0 �棬��������ͼ 7���������ж�����������ִ������Եļ�ѹ��ƽ̨��ֹ������CVN����ֵΪ167.97 J������BTC����ֹ�����Լ���ֵ����100 J����˱��������������������ϵ����ȷ����Դ��X80ȫ�ߴ籬���������ݿ⡣Ŀǰ������ͨ�õ�ȫ�ߴ籬���������ݿ���ͼ 8��ʾ[14,15]���ɴ�ȷ�����ж�����1 422 mm X80�ܵ�ֹ��������������ΪTGRC2������ϵ��Ϊ1.46������1.46����������������ֹ������ָ��ȷ��Ϊ245 J����Ҫָ�����ǣ����㲢������õ���245 J��ֹ�Ѹ���Ϊ100%�ĵ����ֹܵ�����Ҫ��ֵ���ο�����DOT 49 CFR Part 192�Ĺ涨����������5��8���ֹ�ֹ�ѣ���Ӧ��ֹ�Ѹ��ʴﵽ95%��99%���ɡ�������һԭ��ֹ������ָ��ȷ��Ϊ245 JӦ����ƫ�ڱ��غͰ�ȫ�ġ�


ͼ 7 �ܵ�ֹ�����Ե�BTC����Ԥ����
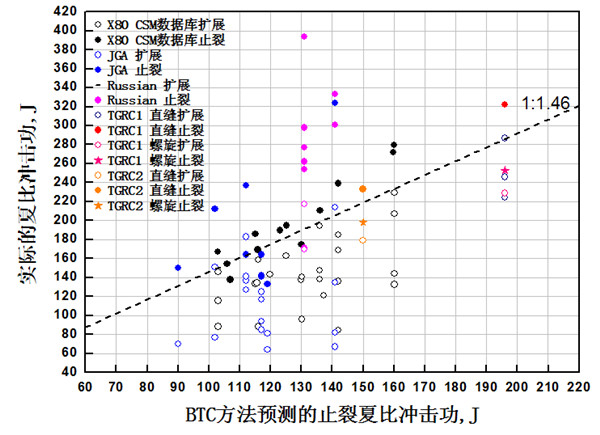
ͼ 8 ȫ�ߴ����屬���������ݿ�
��OD 1 422 mm X80���߸ֹܹؼ�����ָ���о������ϣ��ƶ����ж�������Ȼ���ܵ���OD 1 422 mm X80��ĺܲĵļ�������������Q/SY GD 0503.1��2016���ж�������Ȼ���ܵ����̼����淶 ��1���֣�X80������������������������������� Q/SYGD 0503.2��2016���ж�������Ȼ���ܵ����̼����淶 ��2���֣� X80���������ܼ����������� Q/SYGD0503.3��2016���ж�������Ȼ���ܵ����̼����淶 ��3���֣� X80��ֱ�������������ְ弼����������Q/SY GD 0503.3��2016���ж�������Ȼ���ܵ����̼����淶 ��4���֣� X80��ֱ�����ܼ�����������
2 OD 1 422 mm X80�ܵ����շ���
�⾶1 422 mm X80���߸ֹ���Ϊ���������߸ֹ��״����ж���Ȼ���ܵ�������Ӧ�ã��б�Ҫ�������ˮƽ��ϵͳ�ķ������������Ӵ̴���������ʴ�͵��������豸ײ����ʧЧ���ʡ�������յȷ��������OD 1 422 mm X80�ܵ��ķ���ˮƽ�������Ѿ�����Ӧ�õ�OD 1 219 mm X80�ܵ��ķ���ˮƽ���˶Աȣ��������Ϊ�ж����߲���OD 1 422 mm X80���߸ֹܵ���Ʒ����ṩ����Ҫ�������ݡ�
2.1 �ܵ��̴�����
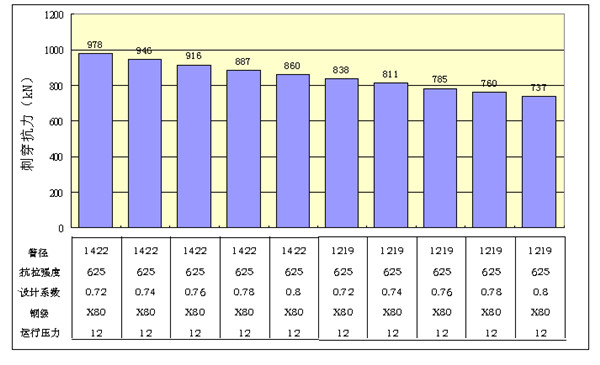
����Driver��Playdon����Ĺܵ��̴������İ뾭�����ģ��[16]�������˲�ͬ�ܾ�����ͬ���ϵ����X80�ܵ��Ĵ̴������������ͼ 9��ʾ�����Կ���������ͬ����ѹ�������ϵ���£� OD 1 422 mmX80�ܵ���OD 1 219 mm X80�ܵ��Ĵ̴�����Ҫ����Ҫ��Ϊ�ܵ��ں�����ӡ���0.72�����ϵ��Ϊ����OD 1 422 mm X80��OD 1 219 mm X80�ܵ���ȣ��̴��������Լ16.7%���ڲ���ѹ�����⾶��ͬ�������£����ϵ����ߣ��ܵ��̴��������ͣ�������Ϊ�����ϵ������߽����ͶԹܵ��ں������
ͼ 9 ��ͬ�ܾ������ϵ���µĸ̴ֹܴ�����
2.2 �ܵ�ʧЧ����
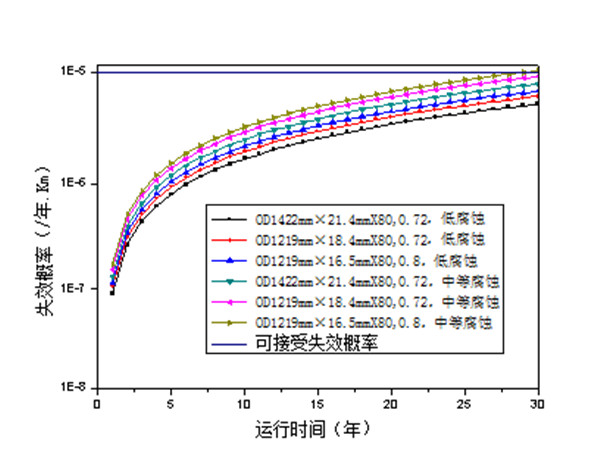
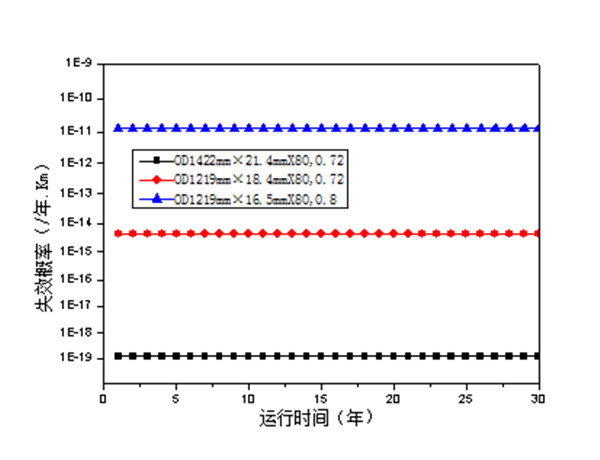
�������ⸯʴ���豸ײ�����ַ��������µ�ʧЧ���ʡ����У��ⸯʴʧЧ��ʱ����أ������˵�ʴ��0.02 mm/a�����еȸ�ʴ��0.09 mm/a�����ָ�ʴ���ʣ���δ���Ƕ��ڼ�⡢���ܺ�ά�Ը�ʴʧЧ���ʵ�Ӱ�죬�����ͼ 10��ʾ����ͼ 10��֪�����ָ�ʴ�����£� OD 1 422 mm X80�ܵ�ʧЧ���ʾ�����0.80��0.72���ϵ����OD 1 219 mm X80�ܵ�������ں�ϴ���ء�
ͼ 10 �ܵ���ʴʧЧ���ʼ�����
�豸ײ������ʱ���صķ������أ�ʧЧ���ʲ���ʱ��仯����ͼ 11��ʾ���ڵ�������Ԥ����ʩ�����Ϻ͵��¶�λ��ǡ�Ѱ��ϵͳ�����Ӽ���ͷ����������ƹ��ߵ����ã����������Ƶ�ʡ��ھ��豸������ͬ������£��������豸�������Ĺܵ�ʧЧ������ܵ��ں���ء� 0.72���ϵ��OD 1 422 mm X80�ܵ��豸ײ��ʧЧ������͡�
ͼ 11 �������豸ײ���ܵ�ʧЧ���ʼ�����
2.3 �ܵ�����
�ܵ�������ʧЧ������ʧЧ����ij˻������0.80��0.72���ϵ���µ�OD1 219 mm�ܵ���OD 1 422 mm�ܵ��̴������ߣ�ʧЧ����С������DZ��Σ���뾶��ͼ 12�ɼ����ھ�ܵ����ľ���200 m���ڣ� OD 1 422 mm�ܵ����������ϵ���µ�OD 1 219 mm�ܵ�������������Բ����200 m���⣬������յIJ������������ƣ�����Σ������뾶�������Ӧ����200 m����Ϊ�ܵ��Ǹߺ��������ʧЧ����͡�
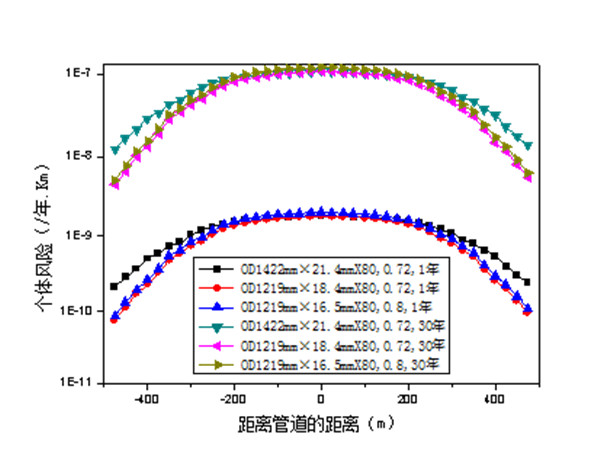
ͼ 12 �ܵ�������ռ�����
3 OD1 422 mm X80���߸ֹܿ�����Ӧ�����
����й�ʯ����Ȼ�����Ź�˾�ش�Ƽ�ר���������ѹ�����������ܵ�����ؼ������о������أ���2013�꿪ʼ�����ڱ��֡��֡����֡�̫�֡���֡�ɳ�ֵȸ�����ҵ�Լ������ֹܹ�˾������װ����˾���ƹ���ҵ���Ͽ�չ��21.4 mm/25.7 mm/30.8 mmϵ�бں��⾶1 422 mm�� X80������ְ弰���ܵĿ��������ơ� 15�Ҹ������ƹ���ҵ��������3�ֵ�¯���ƣ����Ʋ�Ʒ2 000��֡� 9�Ҹ������ƹ���ҵ��չ��С�������ƣ�ǧ�ּ��������Ʋ�Ʒ14 000��֣����бں�21.4 mm�ֹ�6 000 t���ں�25.7 mm�ֹ�4 000 t���ں�30.8 mm�ֹ�4 000 t�������������ۣ����Ʋ�Ʒ�����������ж�������Ȼ���ܵ�������OD 1 422 mm�� X80�ֹܼ�������Ҫ�����Ƹֹܵ�����ǿ��Ϊ555��668 MPa������ǿ��Ϊ632��745 MPa��ĸ��CVNֵΪ309��486 J������CVNֵΪ138��259 J����Ӱ����CVNֵΪ90��354 J�����Ƹֹܾ��������캸�����飬�价�������������Ҫ��С�������Ʋ�Ʒ�����ȶ����������ж�������Ȼ���ܵ�80 km����ι��̽��衣Ŀǰ��OD 1 422 mm X80�ֹ��ѽ�������������Σ��������ж����߹ܵ����̽�����Ҫ��
4 ����
��1���������������1 219 mm X80�ܵ����辭��Ļ����ϣ����API SPEC 5L�D2012���³ɹ����������������о������ۼ����������һ���Ż���X80���߸ֵĻ�ѧ�ɷֺ���ѧ����ȡ��λ�ã�ȷ����OD 1 422 mm X80�ֹܹؼ�����ָ�꣬�ƶ����ж�������OD 1 422 mm X80��ĺͺ��ܼ�����������Ӧ����OD 1 422 mm X80��ĺͺ��ܵIJ�Ʒ���������ơ�
��2���ӹܵ��̴�������ʧЧ���ʺ�����յȷ��棬���������OD 1 422 mm X80�ܵ�����ˮƽ������OD 1 219 mm X80�ܵ�����ˮƽ�����˱Ƚϣ��������������OD 1 422 mm X80��Ʒ���������ˮƽ����������ߡ�
��3��ͨ�����ڶ�Ҹ�����ҵ���ƹ���ҵ�����Ͽ������ɹ�������OD 1 422 mm X80�ֹܲ�Ʒ����Ʒ���������ж�������OD 1 422 mm X80�ܲļ���������С�������Ʋ�Ʒ�����ȶ��������ж����߹��̽�������������Ҫ��
�ο����ף�
[1]����ΰ����㣬�Ź�����. 0.8���ϵ������Ȼ���ܵ��ú��ܹؼ�����ָ��[J].��������,2013,32(4): 355-359.
[2]ZHAO X W, ZHANG G L, LUO J H, et al. Impact of improving design factor over 0.72on the safety and reliability of gas pipelines and feasibility justification[J]. Chinese Journal of Mechanical Engineering, 2012, 25(1):166-172.
[3]��ΰ������ף���ǿ��.�⾶1422mm��X80�ּ��ܲļ��������о�����Ʒ����[J].��Ȼ����ҵ,2016,36(6): 84-91.
[4]����������ΰ����������. X90��X100���߸ֹ��ڸ�ѹ�����ܵ�Ӧ�õķ����о�[J]. ʯ�滮��ƣ�2015,26��2����1-6.
[5]ʷ��ǿ��ţ�ԣ������. ��ھ�JCOE ��������X90���߸���֯�����ܵ��о�[J]. �ȼӹ����գ�2015,44��3����226-229.
[6]������, ������, ���. X90ֱ�����ܼӹ�Ӳ�����ܷ���[J]. ���ܣ�2015,38��4����11-20.
[7]��������־����������. ��Ȼ�����ܼ���ͨ��X90 �ְ�Ŀ���[J]. ����壬2014,20��6����1-5.
[8]�гɼΣ������㣬�����ѣ�������.��̼����X80���߸ֺ����Լ�����ʵ��[J].���ܣ�2012��35(12):11-18.
[9]Bai Lu��Tong Lige��Ding Hongsheng��Wang Li��Kang Qilan��Bai Shiwu. The Influence of the Chemical Composition of Welding Material Used in Semi-Automatic Welding for Pipeline Steel on Mechanical Properties[C]//ASME 2008 International Manufacturing Science and Engineering Conference�� 7-10 October 2008��Evanston��Illinois��USA. DOI��10.1115/MSEC_ICMP2008-72110.
[10]�����ڣ�֣�ڣ��´���.ŷ�ֹܼ��Ź��߹ܵķ�չ����״[J].���������2014��(1):45-53.
[11]����.���߸�����߸ֹ�[M].�������й�ʯ�������磬2012:22-27.
[12]Wang BX��Liu XH��Wang GD. Correlation of microstructures and low temperature toughness in low carbon Mn�CMo�CNb pipeline steel[J]. Materials Science and Technology, 2013��29(12):1522�C1528. DOI��10.1179/1743284713Y.0000000326.
[13]�ѳ������гɼΣ���ѧ����������.��Nb X80���߸ֺ�����Ӱ��������֯������[J].����ѧ����2010��46(5):541-546.
[14]�����£������. ��������������Զ�����ֹ���о�[J]. �����ȴ�����2011,36����������4-9.
[15]���, ������, �Ƴ�˧��. �߸ּ����ߺ���ȫ�ߴ����屬�������о�[J]. ѹ������, 2013, 30 (8): 21-26.
������Ŀ���й�ʯ����Ȼ�����Ź�˾�ش�Ƽ�ר���������ѹ�����������ܵ�����ؼ������о�����2012E-28����
���ߣ�����ΰ���У� 1969���������ڼ�������ʦ��2004��9�±�ҵ��������ͨ��ѧ����ʿѧλ��ʯ�ܹ��̼����о�Ժ��Ժ�������ڴ����������ܺܵ�����������Ŀ��кͼ�����������
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
