



������ά����ɨ��ı��ιܵ���⼼��
��Դ�����ܵ���������־ ���ߣ����ٴ� ��ƽ ����ǿ ʱ�䣺2018-11-6 �Ķ���
���ٴ�1 ��ƽ2 ����ǿ2
1.�й�ʯ����������˾���Ϸֹ�˾�� 2.�й������豸����о�Ժ
ժ Ҫ�� �ܵ������ǹܵ����й����г�����ȱ�ݣ�����Ա�����Ⱥ���Բ������ֱ��Ӱ������ߵ�ά�����ߣ���˼�⾫��������Ҫ����ά����ɨ�輼�����и߾��ȡ�������ǿ���������š�����������ص㣬����Ӧ�õ����ιܵ��������������ά����ɨ�輼���ڱ��ιܵ�����еľ��巽������ͨ��ʵ�ʹ����봫ͳ����⡢�ڱ��������Ա���֤������������÷��������������Ա�����Ⱥ���Բ�����ʵļ�⾫�ȡ�
�ؼ��ʣ� ���ιܵ�����ά��ò������ɨ�裻��Ա�����ȣ���Բ������
ʯ����Ȼ���ܵ��ڽ�������й��������ڿ��ڻ�е��ײ��ǿ�к�����ԡ�ʯͷ��ѹ�������ֺ���ԭ�ᵼ�°��ݡ����塢�����ȹܵ�����ȱ�� [1]����Щȱ��һ�������ȣ��ڱ���λ�ô���Ӧ�����кܵ��ڲ�����ѹ���������£����ܷ����ܵ����ѡ�й©[2]������������ء�ͬʱ���γ̶ȹ����������ڼ�����Ŀ��£����¼���¹ʡ�Ϊ���ⷢ������������ڱ��ιܵ����ʱ��Ҫ��ȷ�������������������Ȼ������ر�������йܵ���������
1 ���ιܵ���ⷽ��
Ŀǰ�����ιܵ���������Ҫ������Ա�����ȼ�����Բ�����ʼ���������档�����ļ�ⷽ�������֣�һ�Ǵ�ͳ����⡣��ʹ��ֱ�ߡ���ȳߡ��α꿨�ߵ�ֱ�Ӳ������ݣ�Ȼ�������Ա�����Ⱥ���Բ�����ʣ����ַ����ȶ��Բ���ȵͣ�����Ϊ���غͻ�������Ӱ��ϴ����ڱ�������⡣�ڹܵ��ڲ�ͨ����������ı��μ������ͨ���Ƕȵȼ�����ܵ��ı�����[3]�����ַ��������ɱ��ߣ��������ڻ�е��̬���ܽϲ���������¾��Ƚϵͣ���������ʵ�ʼ��Ҫ������һЩ���ͼ�ⷽ�������������������衵�ѧ���о���һ�����õ�Ƶ�����������б��ιܵ����ķ���[4]�����Ͼ������˼���Ӱ�����ڹܵ����α��μ���е�Ӧ�÷���[5]��������ϸ������������ά����ɨ�輼���ڼ��ܵ���Ա�����Ⱥ���Բ�����ʷ����Ӧ�ã��Խ�������߾��ȣ�Ϊ�ܵ����������ṩȷ����֧�֡�
2 ���ԭ��
2.1 ��ά��ò����ɨ��ԭ��
��ά����ɨ�輼��ԭ��Ϊ�����ü����࣬��¼���������������ܼ������Ϣ��������ά���ꡢ�����������ʵȣ�Ȼ����ٵظ����������������άģ���Լ��ߡ��桢��ȸ���ͼ�������� [6]��������ά����ɨ��ϵͳ�ܹ��ܼ��ء������ز�Ŀ��������ĵ������ݣ���˺ʹ�ͳ�ĵ��������ȣ���ά����ɨ�輼������Ϊ�����������������������ļ�����ͻ��[7]��
���ιܵ�����άɨ��ͨ�����ֳ�ʽ��ά����ɨ��ϵͳ����ͼ 1��ʾ���������Ƚ����ֳ���ά����ɨ��ϵͳ�ľ��ȿɴ�0.02 mm��ͨ�����е��Զ�λ�������ܹ����κγ��ؿ���ʵ����ά������Ϣ�IJɼ����ֳ���ά����ɨ��ϵͳ�Ǽ��⼼����Ӱ�������ϵ�ɨ���ǣ���������Ϊһ�����ⷢ������������ҵCCD�����ź������ͼ��������ɨ��ʱ���������߽������������棬������ҵCCD��ͷ����������������淢�����α�����ͨ����������õ���������ʵʱ��ά��ò[8]��ͬʱCCD���Ŀ���Ķ�λ�����ݵ�ƴ���Ի�ȡ��ɵ��������ݣ��������յ���άģ�͡�

ͼ 1 ���ιܵ���ά����ɨ��ʾ��ͼ
2.2 ͼ���������ݼ���
���ιܵ���ά����ɨ�����ɵĵ���ģ�ͣ����Բ������ݴ������ܽ�ǿ��Geomagic���ݷ����������������ɵ�ģ�����ݵ��뵽Geomagic�����У��Ա��ιܵ���ͼ�ĺ���������Ƭ�����������ɸѡ���������ĺ���棬�������˺�������С�⾶������⾶�����������ر�������ιܵ�����Ա�����Ⱥ���Բ�����ʡ�
����GB/T 30582�D2014�����ڷ��յ���ظ��ʹܵ������˼��������ۡ�������������ιܵ�����Ա�����Ȳ����ܵ��⾶��6%������㹫ʽ���£�
���ιܵ�����Բ������һ��Ҫ���ܴ���0.03�������δ�δ���������ƻ�����Բ�����0.06������㹫ʽ���£�
3 ������֤
ij�γ�Ʒ�ͳ���ܵ����Ϊ�� 323.9 mm��6.4 mm������ʯͷ��ѹ��6���ӷ������������ݱ��Σ��ֱ��Ϊ����1������2�Ͱ���3�������ν�Ϊ���ء�ͼ 2Ϊ����1�ֳ�ʵ����òͼ��

ͼ 2 ����1�ֳ�ʵ����òͼ
���������ݱ��ιܶεı��������ദ��������ɨ�辫��Ϊ0.02 mm���ֳ���ά����ɨ���Ƿֱ���������ݹܶν��б�����òɨ�裬������ص㡢�ߡ��桢���ģ��������Ϣ�����ɸ��Ե���άģ�͡�ͼ 3Ϊ����1��ά����ɨ����òͼ��
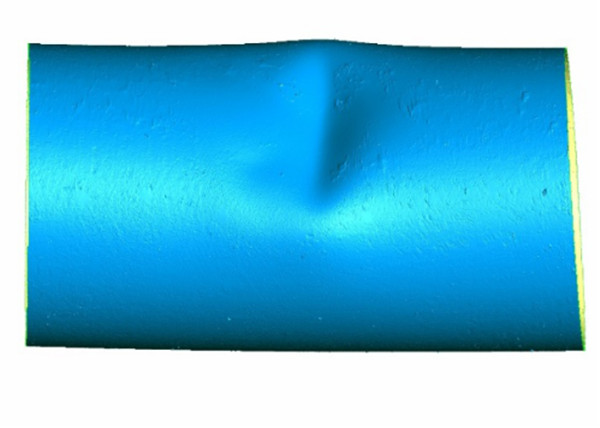
ͼ3 ����1��ά����ɨ����òͼ
�����ɵ���ά��òģ�����ε���Geomagic���������У�������к������Ƭ������ɸѡ��
�����εĺ���棬ʹ���������õIJ������߷ֱ���������κ���������⾶����С�⾶��
���а���1�����ܵ��⾶Ϊ336.550mm����ͼ4��ʾ����С�ܵ��⾶Ϊ282.524 mm����ͼ5��ʾ��
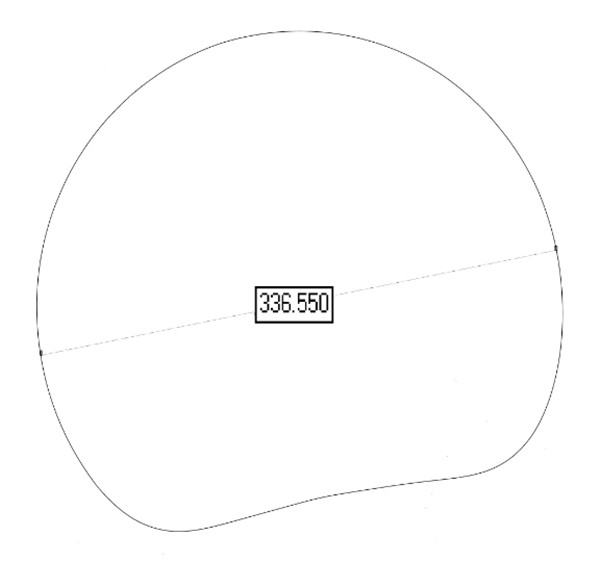
ͼ 4 ����1���ܵ��⾶
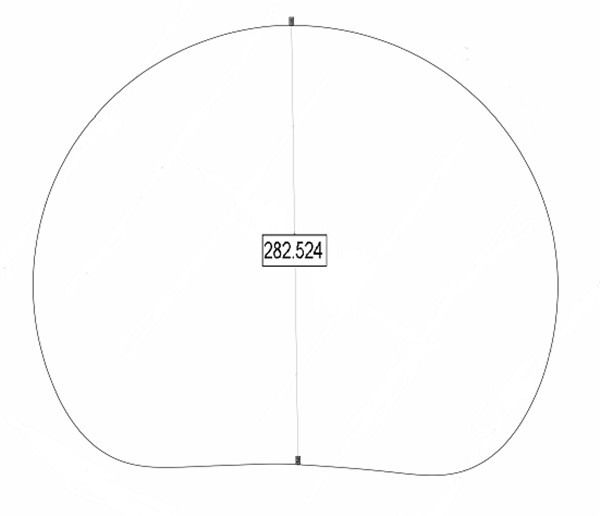
ͼ 5 ����1��С�ܵ��⾶
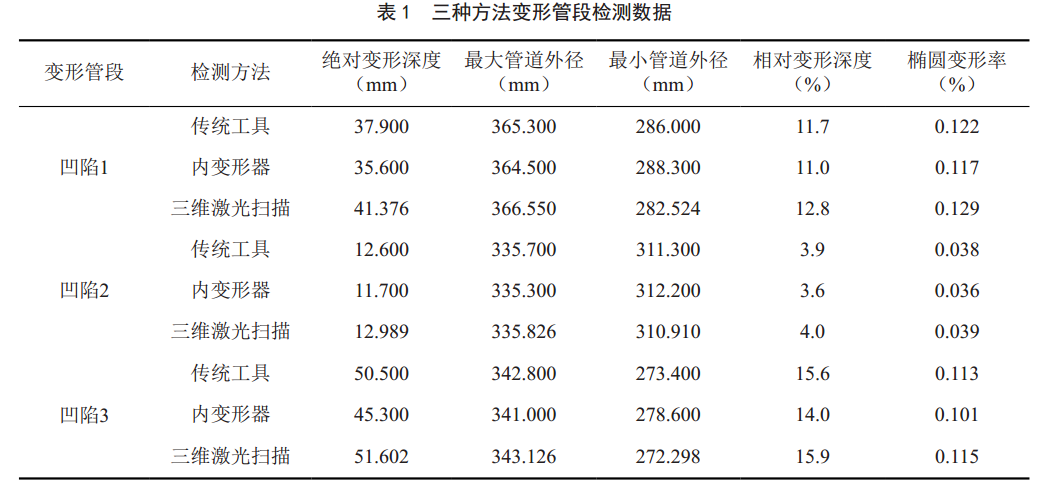
Ϊ�˶Ա��о���ͬʱ���ô�ͳ���ߺ��ڱ��������������ݱ��ιܶν��м�⡣�ɼ����ּ�ⷽ���ļ�����ݣ����ֱ����ÿ�������ڲ�ͬ��ⷽ���µ���Ա�����Ⱥ���Բ�����ʣ���� 1��ʾ��
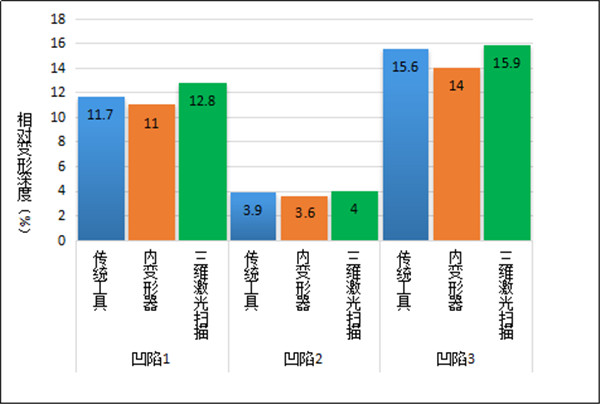
���ֱ���ô�ͳ���ߡ��ڱ���������ά����ɨ�����ּ�ⷽ���õ�������������Ա�����Ƚ��жԱȣ���ͼ 6��ʾ�����Կ�����ά����ɨ��õ���ÿ��������Ա���������ͳ�����Ĵ�֮���ڱ�����������С��
ͼ 6 ��Ա�����ȶԱ�ͼ
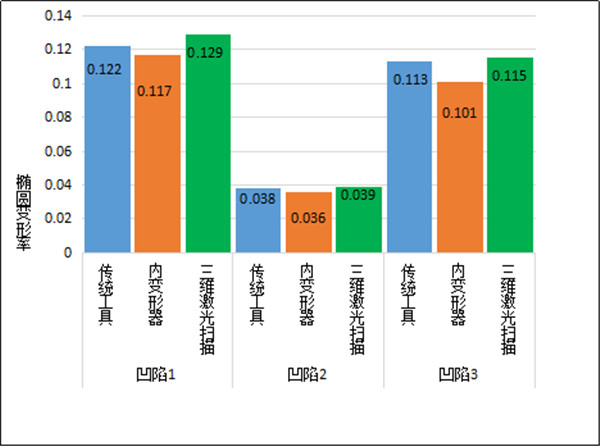
ͬ�������������ݷֱ���ô�ͳ���ߡ��ڱ���������ά����ɨ�����ּ�ⷽ���õ�����Բ�����ʽ��жԱȣ���ͼ 7��ʾ�����Կ�����ά����ɨ��õ���ÿ��������Բ������Ҳ�����ͳ���ߴ�֮���ڱ�������С��
ͼ 7 ��Բ�����ʶԱ�ͼ
�������϶ԱȽ������ά����ɨ�輼�����İ�����Ա�����Ⱥ���Բ��������ֵ���Ƚϴ�����Ϊ��ά����ɨ��õ��İ�����άģ���Ǹ߾��Ȼ�ԭ�ֳ�ʵ����ò����������ȷ������ͳ����������Ϊ���ص�Ӱ�죬������ݴ���һ����������⣬�ڱ���������ڻ�е��������������ȣ����ü�����������Խϴ����ԣ���ά����ɨ�輼�������ֱ��ιܵ���ⷽ���о�����ߡ�
4 ����
ͨ����ά����ɨ�輼����ʵ�ʳ�Ʒ�ܵ����ݱ��μ�ⷽ���Ӧ�ã��Լ��봫ͳ���ߺ��ڱ�����������ĶԱȷ������õ����½��ۡ�
��һ����ά����ɨ�輼��������õı��ιܶε���Ա�����Ⱥ���Բ��������ֵ�ϴԹܵ������ߵ�ά������Ӱ����Ϊ���ء�
�ڶ���Ŀǰ��ά����ɨ�輼���ڱ��ιܵ���ⷽ�澫����ߣ���ͳ���ߴ�֮���ڼ������Խϵ͡�
����֮�⣬���ιܵ�����������ά����ɨ�輼����ѹ���ܵ�Ӧ�õ�һ�����棬��վ�����ҡ������ܵ�װ�õ���ά��ģ��ģ�ͷ���������ģ���Ҳ����ά����ɨ�輼����Ӧ�������������ƶ������ܵ������ܻ����������Ϲܵ����а�ȫ��
�����:
[1] ������, ������, ������,��. �����ܵ����μ�⼼��[J]. ������, 2008, 30(5):285-288.
[2] ������, ��տ��, ���ƺ�,��. �ܵ��������˳���������������о�:[J]. ��е����ѧ��, 2013, 49(14):1-8.
[3] ս����. ���ͺ��ܵ��ڱ��μ���ǵ������ʵ��[D]. �ൺ�Ƽ���ѧ, 2008.
[4] ���, ������, ��ΰ,��. ���ڵ�Ƶ�����������ܵ����μ�ⷽ����ʵ��[J]. ������DZ�, 2010, 47(6):10-14.
[5] ���Ͼ�. ���ڼ���Ӱ��Ĺܵ������α��ⷽ���о�[D]. ������ҵ��ѧ, 2017.
[6] ��Դǿ, �߾���, ����. ��ά����ɨ�輼��[J]. ��������Ϣ, 2010, 35(4):5-6.
[7] Ma D. Precise Processing of Point Cloud Data in Omni-Directional Scanning Based on Three-Dimensional Laser Sensor[J]. Journal of Nanoelectronics & Optoelectronics, 2017, 12(9):940-944.
[8] Nguyen Tien Thanh, ����, ����ƽ,��. ���ڼ���ɨ�輼������άģ���ؽ�[J]. ����������ѧ��չ, 2011, 48(8):112-117.
���ߣ����ٴ����У� 1968������������ʦ�������й�ʯ����������˾���Ϸֹ�˾���ܾ�������Ҫ���¹ܵ������������Թ����ȹ�����
����ƪ���Ļ�������й��ܵ������Թ����������������Ƚ��� ������ͬ�⣬����ת��ʱ��ɾ�ġ���
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
