



���۹ܵ�������ͨ��������Ҫ�� ������ȽϷ���
��Դ�����ܵ���������־ ���ߣ����� �ݽ��� ���� ��˫ż ʱ�䣺2019-1-15 �Ķ���
�й�ʯ�ܵ��ֹ�������˾ά���ֹ�˾
���۹ܵ�������ͨ�����������ܵ���ѹ�������ҵ�зdz���Ҫ��һ�����ڡ�Ŀǰ��������������۹ܵ�������ͨ��������ȱ��ר�ŵļ����������������ؼ�Ӱ�������д�����̽�֡����ľ�����������۹ܵ�������ͨ�������������Ҫ����жԱȣ�����һЩ�����ؼ���������۷���������߹ܵ�ά������ҵ��ʩ����ҵ������������ȫ��
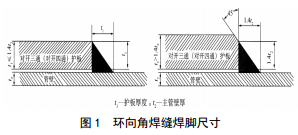
1 ���۹ܵ�������ͨ���ӵĺ��ųߴ�
���ųߴ��ϵ��������ͨ�Ľṹǿ�����ѹ��������2002���4����ʹܵ�����ϣ� M.J.Rosenfeld��Rick Baldwin�ύ�ġ�������ͨ�Ǻ�����ʽ���������ع������۹ܵ�������ͨ���ӽǺ�����ʽ����ʷ�ظ������Ǻ��캸�ųߴ���СΪ1.0�������ܱں�����Լ�϶֮�ͣ����Ϊ1.4�������ܱں�����Լ�϶֮�͵��������ݡ�
ASME B31.8�й涨��������ͨ�˲��Ǻ��캸�ųߴ�Ϊ��1.0��1.4�����ܵ��ں����ͨ��ܵ���Լ�϶���˲��Ǻ��캸�ųߴ����ֵΪ1.4����ͨ����ĺ�ȼ���ͨ��ܵ���Լ�϶��ͼ 1����
ASME PCC-2��ѹ���豸��ѹ���ܵ���ά�ޡ��涨������ں�С�ڵ���1.4���ܵ��ں�ģ����������ź��족������ں����1.4���ܵ��ں�ģ�����ĩ���Դ�Լ45�ȴ�ĥ��1.4���Ĺܵ��ں�����Լ�϶֮�͡���
���ڼ�����GB/T 28055�D2011�����ʹܵ���ѹ��¼����淶��Ҳ�Dz��ú��ųߴ�Ϊ1.4���ܵ��ں�������ֳ���ҵʱ����Բ�ͬ�ȼ��Ĺܵ�����ͨ���ӣ�����Ǻ���ĺ��ųߴ���������ġ����й�ʯ�ܵ��ֹ�������˾ά���ֹ�˾Ϊ�������ǵ�������ͨ�������ΪQ345R�����ڹܵ�����ΪX70�����ϸּ������۹ܵ�������Ǻ��캸�ųߴ�Ϊ2.0�������йܵ��ں������Ļ���Ǻ��캸�ųߴ�Ϊ1.4�������۹ܵ��ں��������Ժ��ųߴ��Ҫ����ȣ� ����ʵ����ҵ�в��ýϴ�ϱ��صĺ��ųߴ�ij�������Ϊ�˱��ϰ�ȫ�ԣ�����ʵ���п��ܻ���Ϊ�Ǻ���ߴ����������Ӧ�����С�������Ժ��ųߴ��Ҫ�������Բ��ʵȼ�ΪX70���µ����йܵ����ڲ��Ϸ�����������ԡ����ϣ�Ӧ���ض�X70�� X80�ȸ߸ּ����۹ܵ�������ͨ���ųߴ�����о�����֤���Ӱ�ȫ���������ɱ��ȶ���ۺϿ��ǣ�ȷ���߸ּ����۹ܵ�ά���İ�ȫ��
2 ���۹ܵ�����ʱ���ڵĽ�������
API 2201��ʯ��ʯ����ҵ��ѹ���װ�ȫ������ָ�������ں�С��6.4 mmʱ������ʱ���ֽ��������迼�ǽ����۴����������֮���ƽ�⡱���ں���6.4 mm��12.7 mm֮��ʱ��Ӧ�����������������ڼ�������������۴��������ں����12.7 mmʱ�����ٵ�Ӱ����Ժ��Բ��ơ���
����DEP 31.38.60.10����ѹ���ס�Ҫ�������ܹ�ȷ�Ϻ���ʱ���������ȼ�ױ����������������룩���������������٣�0 m/s�����������Ĺܵ��Ϻ��ӡ������ȷʵ��Ҫ���ӣ�Ӧ�á��������0.4 m/s�Ĵ�ɨ���١���ͬʱ�ñ�Ҫ��Һ��ܵ�����ʱ�������Ϊ1.75 m/s������ܵ�������������ơ�
GB/T 28055�D2011Ҫ����ͨ����ʱ�����ܵ���Һ�����ٲ�Ӧ����5 m/s���������ٲ�Ӧ����10 m/s����
���Ͽɿ��������������۹ܵ�����ʱ�ܵ��ڽ������ٵķ�Χ�涨���ڽϴ�IJ��죬���ܵ��ڽ��������Ǻ��ӹ��̲����������ƵĹؼ�����֮һ������ʱӦ�ϸ��ؽ��������뺸������������������ݣ�ͨ�������о���ģ�������ȷ�������Ľ������ٷ�Χ�����ֽ������١������۴����������֮���ƽ�⡣
3 ���۹ܵ�����ʱʣ��ں���ɺ�ѹ��
3.1 ���۹ܵ���С�ɺ��ں�
API 2201�D2003��ʯ��ʯ����ҵ��ѹ���װ�ȫ����������Ծ���������ӻ���ҵ�����ܵ�������ʣ��ں���4.8 mm����ʵ�ʱں�Ӧ�����ѹҪ���ټ��ϰ�ȫԣ�ȣ�һ����2.4 mm������רҵ��������ʱ���˽���ɱ�ͻ�ơ�
BS 6990���ڴ����ʻ��������ĸ��ƹܵ���ʩ�����顷�����ڡ�����ǿ�Ȳ�����450 MPa�������¶Ȳ�����350�桢���л���Ӧ��������72%��С����ǿ�ȵĹܵ�������ʱҪ����С�ں�Ϊ5 mm���Ա����۴����� EEMUA 185���ܵ����豸��ѹ����ָ�ϡ����ò��ɱ����
3.2 ���۹ܵ����ɺ�ѹ�����㹫ʽ
���ʱ����Ա���ԲͲ����ѹ���㹫ʽΪ���������ֳ�����µ����ɺ�ѹ�������Է�ֹ�۴��ķ�����
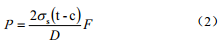
��1������DEP31.38.60.10 ���г����۹ܵ����ӵ����ɺ�ѹ�����㹫ʽ��1����

����
P�D�ֳ����ɺ�ѹ���� MPa��
S�D��С����Ӧ����վ��ܵ������������Ӧ����վ�ڹܵ����� MPa��
D�D�ܵ��⾶�� mm��
ta�D�ֳ�ʵ��ں� mm��
u�D���ӵ��µıں�������۳���ȣ� mm �����ݱ���¼C�� Dȷ��������ȡ3 mm����
F �Dվ��ܵ���ȫϵ�����������ϵ�������ȡ0.8����
E�Dֱ�����ͷϵ������ISO3183��API 5L����ȡ1����
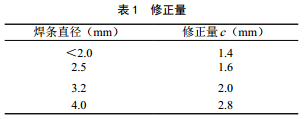
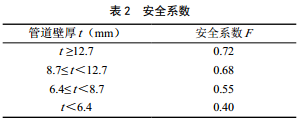
T�D�½�ϵ��������Ԥ���ܱڱ����¶�ȡֵ�������б� 1����
��2�� SY/T 6150.1�D2017�����ʹܵ���¼������ ��1���֣���ʽ��Ͳʽ��¡��У��Թܵ�������ѹʩ���ļ��㹫ʽ��2���涨���£�
����
P�D�ܵ�������ѹʩ����ѹ���� MPa��
��s�D�ܲĵ���С�������ޣ�MPa��
t�D���Ӵ��ܵ�ʵ�ʱں�mm��
c�D������ıں���������mm��ͨ��ȡ2.4mm����
Dһ�ܵ��⾶��mm��
Fһ��ȫϵ����ԭ�͡���Ʒ�ܵ�ȡ0.6����Ȼ����ú���ܵ�ȡ0.5����
��3��GB/T 28055-2011����������۹ܵ�����ʱ���ܵ�������ѹ��Ӧ����ʽ��3��Ҫ��
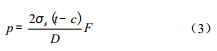
ʽ�и������������б깫ʽһ�£� c������������F����ȫϵ������ȡֵ�� 1���� 2��
�������ȶԿ��Կ���������ʱ��α����۴�����֤��ȫ�õ��˸����Ĺ㷺���ӣ�����Ӧ�ضԺ���ʱ��Сʣ��ں������˹涨����Ӧ�ù�ʽ����ʵ��ں��µ����ɺ�ѹ������Ҳ�γ��˹�ʶ��ǰ����ʽ�ڽṹ�ϱ�����һ�£�ֻ���ڱں�������½�ϵ���ȷ���ȡֵ���в�ͬ������ҵʵ���У�����ҵ�Ѿ���ʼ���ù�ʽ��ȷ���ɺ�ѹ���Ա��Ϻ��Ӱ�ȫ��������ع���Ҳ�õ��˸�ҵ����λ����ͬ����Q/SY 64�D2012�������ܵ�����淶����Q/SY GD1039�D2014�������ܵ������ֲᡷ����Ӳ�Թ涨�˽�ѹ��40%��50%�Ĺܵ�����ʹ��ѹ������ѹ�Թܵ�������������˸��ţ����������۹ܵ����Ӳ�����ʵʩ��ʹ�����������ܵ�ά���첻�ò���ȡͣ���ſյķ�ʽ����ɶ������Դ���˷��Լ�������Ⱦ���й�ʯ�ܵ��ֹ�������˾ά���ֹ�˾�ܽ��˱��ڸ�ѹ���۹ܵ����Ӱ�ȫ������ʩ�����飬�Ѷ�γɹ�ʵʩ4 mm���±ں�ܵ������ۺ�����ҵ��
������Ϊ���ڳ�������ܵ���ʴ�̶Ȼ�ʵ�ز����ܵ��ں������£�ѡ�����õļ��㹫ʽ����ɺ�ѹ������������֤�Ϳ�ѧ�İ�ȫ�����ǿ��Ա�֤���������ġ�
4 ���Ӻ���ͨ��ѹѹ������
������ҵʵʩǰ��Ҫ�Ժ��Ӻ�Ŀ�����ͨ������ѹ���Լ��麸��������ԡ���ѹһ��Ӧ����ǿ����ѹ����������ѹ������õ�GB/T 28055�D2011���涨����������ѹ������DEP 31.38.60.10�涨��ǿ����ѹ��Ҫ��
GB/T 28055�D2011�涨������ѹ���˵��ڹܵ�����ѹ�������Ϊ��Ӧ�����ܵ�����ѹ����1.1����������˹CTO Gazprom 2-2.3-116�������ܵ���ѹ����ʩ�����չ淶���涨����ͨ���ö���������1.1������ѹ���������飬��ѹ2 h���� API RP 2201����ѹ���װ�ȫ�������涨�����Ժ��Ӽ�����������ˮѹ���飬����ѹ�����߳���ʱ����ѹ��10%��������������������ɽ�����ѹ���顱��
����DEP 31.38.60.10��ѹ���ױ������ʽ֧���ṩ��ͼ������ȷ������ѹ����������¼F���������ͨҪ������ѹ�������ĽǶȼ���ǿ����ѹѹ���Է�ֹ���ܵ�ʧ�ȣ��涨ǿ����ѹ����ѹʱ��Ϊ5 min����������ѹ����ѹʱ��Ϊ30 min����ѹ�Ľ�����ѡΪˮ����ʹ�����������ѹ������ѹ����Ӧ����0.7 MPa��
����ʩ���Կ�����ͨ�������ѹһ�㰴��GB/T 28055�D2011��Ҫ����У���ѹ��ֵ�Ƚϱ��أ�ҵ����ʱ������ͨ���ӵ�ǿ��������ɣ�����ͨ�����ܷ�����Ժ���ܵĹܵ���ѹ������ȷ�ϡ��ڹ���ʩ���У���ͨ����Ĵ�ѹѹ����ֵͨ�����տ���DEP31.38.60.10����ѹ�Ĺ涨��ͨ��ASME��VIII����1����UG-28�ڵ�ͼ�㷨����ԲͲ����ѹ���㣬GB 150�D2011��ѹ����������Ҳ��ԲͲ����ѹ������ר�ŵIJ�����
Ŀǰ���ҹ����۹ܵ�ά���ޱ������Է��롢���ء�����Ϊ�����ڼ�����ȡ�����ϸ�ڵȷ����뱱����ŷ�ı�������һ����࣬���ٵļ���Ҫ��ȱ������֧�ź�������֤��������ı���ϵ�ϣ��������ɷ�����ϵ�ϣ��ҹ�����ϵ����Ҫ���ö�����ƣ�����ǿ�滮�ԡ���������ɲ����ԣ�����ʱ�����Է�ӳ���¼�����չ��
�������� �Σ� ������ʦ���й�ʯ�ܵ��ֹ�������˾ά���ֹ�˾���ܾ�����
�ݽ�����������ʦ���й�ʯ�ܵ��ֹ�������˾ά���ֹ�˾�����г������������Ρ�
�� �����й�ʯ�ܵ��ֹ�������˾ά���ֹ�˾����Ӧ���������ľ�����
��˫ż�� ����ʦ���й�ʯ�ܵ��ֹ�������˾ά���ֹ�˾�����������ĸ�������
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
