



�����ܵ����������ֻ���Ӧ���о�
��Դ�����ܵ���������־ ���ߣ������֣����棻�Խܣ������� ʱ�䣺2020-1-21 �Ķ���
������ ���� �Խ� ������
�ȷ���������������Ŀ��������˾
������ǻ�������������Ҫ��ʽ֮һ��Ŀǰ��ͳ����������Ϊ���������ж����������ļ���2017��7��2������ܵ�����й©��ը����ʯ����֯��ص�λ�Խ�ʮ��������ܵ���չ�������Ų顣�����ʾ���������ⵥλ��Ƭ����©������0.15�룬������������Ա����©���ϰٵ����ڣ����������µļ����ֶζ��������Ƭ�ϵĺ���ȱ�ݽ���ʶ�𣬼��������ž�©������
1 ��ͳ��������ڵ�����
1.1 �������Ƭ��������
������Ƭ��Ϊ��ӳ������������Ҫ�����ϣ��䱣����Ҫ��Ӧ��ͨ�硢�¶ȡ�ʪ��Ҫ���ڵ�Ƭ�洢���������׳��ֵ�Ƭ˽����١���ʧ�����Ҳ��㡢���������治ƥ������⡣
1.2 �������Ƭ��������
Ŀǰ��ͳ����������Ϊ��Ƭ��Ա������Ƭ�ơ��Ŵ����ߵȹ�������ɡ������ж����ߵ�Ƭ���Ƿ���ȱ�ݣ�Ȼ���ж�ȱ�ݵ����ͣ����Ŷ�ȱ�����ݽ��вⶨ�������ݱ��ж���������ļ������ַ�������Ա���豸����Ƭ���������ص�Ӱ�죬�״������������ٶ�������ѯ�����ȱ�㡣
2 ���������ֻ����弰����
2017�꣬��ʯ����������۹ܵ���������ָ��͡��ǻ۹ܵ���ȫ���ֻ��ƽ���Ҫ�����ߵ�Ƭ��Ϊ��ӳ������������Ҫ�����ϣ�������������ָ���ȫ���ֻ��ƽ�������Ҫ�����壬���������ԡ�
��1��ʵ�����ߵ�Ƭ���ñ��棬Ϊ�ܵ�����ά���ṩ�������ݡ�
��2�������ֵ�Ƭ���Ͻ��з���洢�鵵�������������ٷ��㡣
��3��ͨ���Ա��ڼ��ͼ������ߵ�Ƭɨ��ͼ��ȷ�Ϻ��ںͼ���Ƭ��һ���ԡ�
��4��ɨ��Ӱ���ʽΪDICONDE��������Ӱ���ʽ������Ϊ˾������֤�ݣ���ȷ�����ֻ�Ӱ���з���Ч����
��5���ṩNDT���ֻ�Ӱ��������ܣ�ʵ�����ֻ���CR�� DRӰ����ݹ�����
��6�������㷨������ϵͳ��ʵ�����ֻ���Ƭ��
��7������ʵ�ֶԺ����������С�Զ�̻����
��8���ɱȶԺ��ڲ�ͬʱ�ڵĸ��ĵ�Ƭ��ԭ���ڵ�Ƭ���Լ��ȱ�ݱ仯�����
3 ���ֻ������⼼��
3.1 ���ߵ�Ƭ���ֻ�
���ߵ�Ƭ���ֻ��ǽ���ͳ���ߵ�Ƭ�����ֻ������ѵ�Ƭͼ��ת��������źţ�ͨ����ͼ������ʾ �Ĺ��̡����ߵ�Ƭ���ֻ���ʵ�ֶ��������ñ��棬����Զ�̼����ȡ�
3.2 AUT��⼼��
AUT��ȫ�Զ�������������dz�������⼼���������������ϵļ���¼������佫�����غ�ȷ���ֳ���������ÿ������һ�Ի����Ծ۽�̽ͷ��⣬ͬʱ�����÷Ǿ۽�̽ͷ��⣬�������ͼ����ʽ��ʾ����ΪAɨ�衢 Bɨ�輰����������ʱ���TOFD��������ʾ��ʽ��
3.3 DR��⼼��
DR��⼴X�������ֳ����⣬�ǻ��������ԭ�������ü�����������Ƴ���������ʵ�����߹��ӵ������ź��ٵ�����ͼ���ת�����̣���������ʾ���Ϲ۲�ʹ���ȱ�ݡ��������ֳ���������������̽������������潺Ƭ�����մ�������˥�������ߣ���ͨ����ѧ�����ӵ�·�����������ź���ʾͼ��
4 �����Ӧ���о�
4.1 AUT������ж�����Ӧ��
����������ܵ�����ȫ�Զ����Ӳ���AUT��⼼����ʼ�� AUT��⼼���ڹ��ڶ϶�����Ӧ��ʮ���꣬��ֻ������С���ֳ�����ߡ� 2016���ж�ԭ�ܵ����ڹ��̿�ʼȫ���ƹ�AUT��⼼�����ж����ߣ��ںӨD���룩��ʼȫ��Ӧ�á�
4.1.1 ��ⷽʽ
�� �� �� �� �� �� �� �� �� �� �� �� �� �� �� �� �ڲ��� 1 0 0 % A U T + 2 0 % RT�����ⷽʽ����Խ��100%AUT+100%RT˫��˫������ͷ�ڡ����ڲ���100%PAUT+100%UT+100%RT��ⷽʽ��
4.1.2 ͼƬ��������
��AUT���ʵʩ�����У� AUTɨ��ͼͼ����Ҫ�������������������⣬Ӱ����������
��1�� TOFDֱͨ��<40%������УͼTOFDֱͨ��<40%��ɨ��ͼTOFDֱͨ��<40%��<20%�������У����������
��2�� TOFD���ݶ�ʧ������TOFD̽ͷ��Ш��������Ӵ����ã�������ϲ������ݶ�ʧ���ܲı��氼�ۡ��ƹܺ�����ĸ�IJ���Բ�����ɡ��ܲı���ɽ���ɨ����ʼλ����ϼ���������ȵ������ݶ�ʧ��
��3�����ƫ�á���Ҫ�����¿ڼӹ����ȡ��Կڼ�϶���ȡ�������Բ�ȡ���������������������͡��ο����ƾ��ȡ������װ���ȡ������㱡��ȳ��굼�¹��ƫ�á�
��4��Уͼ���ͨ��δ�ﵽ100%����������Уͼ�����ͨ���ڵ���ʱ������������IJ�������80%��Ϊ�����ߡ�
��5�����ͨ�����ݶ�ʧ�������ƹܺ����ĥ�����Ȼ�δԲ�����ɣ������̽ͷ��Ш��������Ӵ����õ�����ϲ������ݶ�ʧ������������ۡ���ʴ���ء�Ԥ����ܶγ��Ȳ������з��������������ϲ������ݶ�ʧ��
��6�����ڴ�����©�����⡣����һ��һ���ƶ�ִ�в��ϸ���ͼ��Ա�Ӿ�ƣ�ͣ������Ա��ְ����λ���Ա����ⲻ���ȵ��´���©����
4.1.3 ���ݸ���
���AUT���ɨ��ͼ���ֵ����⣬Ϊ��֤���������ݵĿɿ��ԣ��ж�����ͨ����֯�ɼ졢���������ķ����˺��˾����Լ�Զ������ȴ�ʩ��ȷ����AUT���������
4.2 DR������֧����Ӧ��
4.2.1 DR�������
DR������֧���������ȼ���ڡ���ͷ���ڡ������Լ���Խ���ڡ� DR��������ݴ���ʹ��䡢ͼ�����ֻ�������ͼ�������ȷ�����Ӿ������ơ���ͬ��ⵥλ��DR����ȱ�ݼ���Աȼ��� 1��
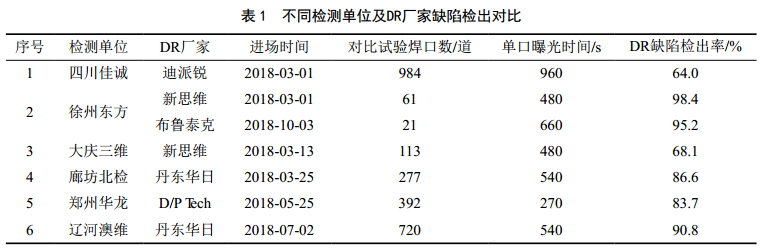
4.2.2 DR����������
��1�� DR�������RT������ߴ�Աȴ���һ�����죬��Ҫ���豸������������������λ����Ǵ�����Լ��������¡�
��2��ͬһ̨�豸���ֳ��ļ���ʲ�������Ҫ�Ǽ��������Ա�ͼ����������ñ仯��ɣ����䵱�����ع�ʱ������ʱ�����Ч����ߣ�ͼ�������������ͣ�ͬʱDR��ȱ�ݼ����Ҳ���½����� 1����
��3����DR�豸��������У�̽�����������������ͻ�е�ṹԭ���ڻ������0�㡢 3�㡢 6���9��λ�þຸ�������뷢���ı䣬���³����������ڲ��졣
4.2.3 Ӧ�ý���
DR�ڹ��ڳ������Ӧ�øոտ�ʼ�����ڼ�����Ա���¼�����һ����Ӧ���̣�����豸�ȶ��Ի����һ����������DR�����Ա��ͼ�״������ж�ȷ�Եȷ���ˮƽ�β�룬 DRȫ�����RT������������պ�����Ͷ�ʷ��õ����⣬�����ڱ�֤�ܵ���������������ǰ���£����ƹ�Ӧ�á�
5 ������Ƭ�о�
��������������ϵͳ��ͨ����Ƭ�����ֻ�����������������ĸ��ٴ������������˹���Ƭ�Ĺ���ת��Ϊͼ�����������Թܵ�����ͼ���д��ڵ�ȱ�ݽ���ͼ���������������Ƭͼ��ȱ�������⣬��������ģ�ͣ��Ӷ�ʵ�ֶԹܵ�����ȱ�ݵ�Ƭ�ķ������ۡ�
5.1 ����ԭ��
5.1.1 ���ֻ�ͼ���������Զ��ָ�
���ֻ�ͼ����������Ҫ������Ƭ���ֻ��ָͼ��ȥ�롢ͼ����ǿ������ͼ������ҪĿ�������ȱ���뺸��֮��ĶԱȻ������𣬴Ӷ��ܸ��õĽ�ȱ�����ֿ�����
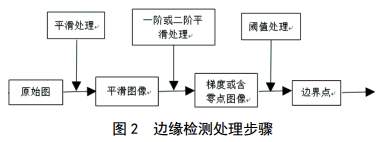
5.1.2��Ե���
��Ե����������ͼ 2��ʾ��
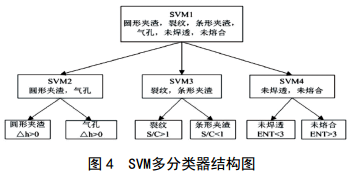
5.1.3 ������ȡ��SVM����������죩
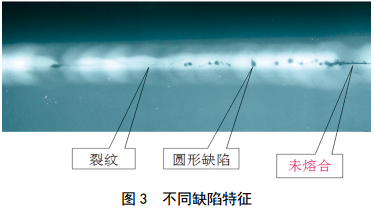
���������켴������ṹ�У��Ƚ���������Ϊһ�࣬Ȼ�����������֮���ϸ�仯����ͨ��ģ���㷨�������֡��ܵ������ں������ں����д��ڵ����ơ����������ס����ӡ�δ����δ�ۺϡ�ҧ�ߵ�ȱ�ݣ���ͬȱ�ݵĻҶȲ�∆h����Ч���S/C��Բ�ζ�e����ENT���Աȶ�CON����ضȵȲ���������ͬ��������Щ������������SVM����ࣨͼ 3��ͼ 4����
5.1.4 ���ֻ���Ƭ������ʶ��
�����ֻ���Ƭ�Ļ�����Ϣ����Ԥ���������ñ�Ե�����ֵ����������ȡ�������������õ���ȱ��SVM������������������㷨�������д��ڵĺ���ȱ�ݽ��з�����ʶ�𣬲�����ɽ����Խ������ۡ�
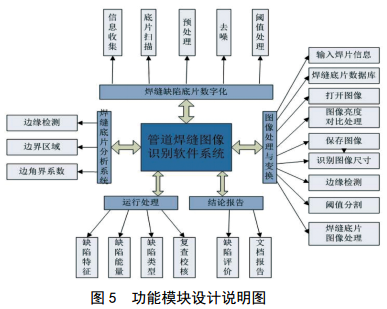
5.2 ϵͳ����
��������ͼ��������Ե��⡢ȱ����������ȡ������ʶ�ɣ�ͨ������֧����������ģ���㷨������������ȱ������ʶ��ϵͳ��ͨ����Ч�����ݼ���������ȱ�����ͺ��������ʵ�ֻ�����ȱ������ʶ���һ��ʽ������ͼ 5��ͼ 6����
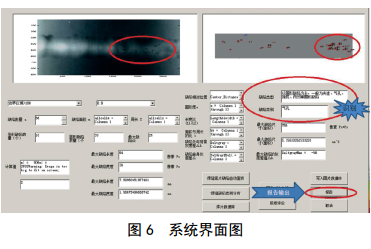
5.3 ϵͳӦ��
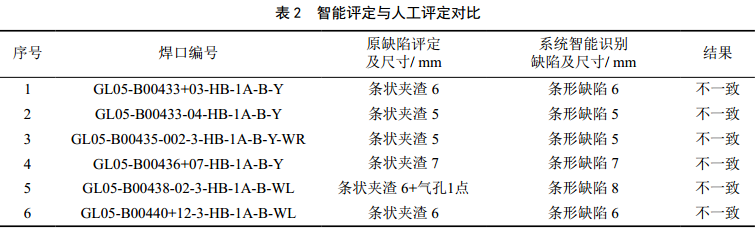
�������캸��ȱ����������ϵͳʵ��Ӧ����ƺɽ��ǰ����Ȼ�����ߣ��������˹�������һ�´�����ҪΪ����״������Ϊ��״ȱ�ݣ��� 2����
6 ����
�����ܵ�������ȱ��������������Ч������������Ա���豸��Ӱ�죬�������ڽ�������ȡ���˹����������������������©�������������������ȷ�ʣ�ȷ���ܵ����ʰ�ȫ��ͬʱ���������ɱ���Ӧ��ǰ��ʮ�ֹ�������һ���ռ�ȱ�������⣬��չϵͳ�Զ�ѧϰ�����о���ϸ��ȱ������������ֵ���о�AUTɨ��ͼ��DR���ֵ�Ƭȱ�����������������ϵͳ������ȷ�ʺ�Ӧ�÷�Χ��
���ߣ������֣� 1986������ 2009���ҵ������ʯ�ʹ�ѧ��ѧʿ������ʦ��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
