



管道对开式抢修卡具计算方法与结构优化
来源:《管道保护》杂志 作者:郑亚飞;贾永海;李猛;杨健 时间:2020-5-18 阅读:
郑亚飞1 贾永海2 李猛2 杨健3
1.中国石油天然气管道工程有限公司; 2.西南管道昆明维抢修分公司;3.西南管道昆明输油气分公司
摘要:分析了对开式抢修卡具的结构和计算方法,提出了改进建议,并与传统结构进行比较,对于大口径、高压力管道对开式抢修卡具的设计具有一定的参考价值。
关键词:对开式卡具;结构;计算;优化
据调研分析,中俄东线天然气管道工程针对管线腐蚀、穿孔等大都采取抢修卡具作业。同时,漠河-大庆原油管道工程维抢修人员介绍了抢修卡具作业失败案例,希望能够提供相关解决措施和方案。为此,我们对常用的对开式抢修卡具进行了计算分析,对卡具传统结构加以改进,对比分析了卡具传统结构和优化结构相关参数,以期为卡具设计和应用提供参考。
1 卡具结构和计算方法
1.1 卡具结构
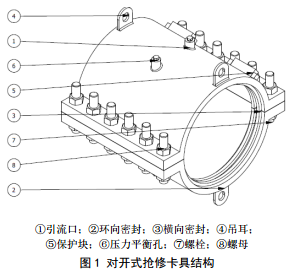
对开式抢修卡具结构主要由上壳体、下壳体、密封条、紧固螺栓螺母、吊耳、平衡孔、保护块组成,详见图 1。上下壳体安装到管道本体上,通过紧固螺栓螺母压紧环向、横向密封,实现管道泄漏区域的加紧密封,从而完成堵漏。
1.2 计算方法
(1)壁厚计算
卡具壁厚S 按式(1)计算:

式 中S 为 卡 具 壁 厚 ( 实 际 应 用 中 不 应 小 于 6mm), mm; p 为卡具设计压力, MPa; D 为卡具直径(注剂式卡具为管道本体外径+2倍注剂厚度),mm; φ 卡具接头系数; pL为泄漏介质最高压力,MPa; [δ]t为卡具材料的许用应力(泄漏介质温度下), MPa。
(2)耳板计算
耳板厚度按式(3)计算:
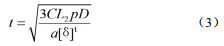
式中t 为卡具耳板厚度, mm; C 为卡具封闭空腔宽度, mm; L2为耳板双螺栓孔中心至法兰卡具外侧面的距离, mm; α 为卡具耳板宽度, mm。
(3)螺栓计算

式中d1为最小螺纹直径, mm,根据d1查取螺栓标准直径; CK为预紧和刚度系数,取值1.5; n 为连接螺栓数量,个。
2 卡具结构分析与优化
2.1 传统卡具结构分析
(1)传统卡具使用缺陷。一是安装完毕后需要进行焊接处理。对开式抢修卡具通过螺栓紧固上下壳体耳板,实现密封作用,由于其仅通过单侧密封条密封,为防止发生泄漏,需要对环向、耳板侧、螺栓螺母处进行密封焊。在泄漏带压情况下进行焊接,具有一定的危险性,同时其对温度的敏感性使焊接质量难以保证,易产生焊接裂纹而造成再次泄漏。二是高压力、大口径对开式卡具厚而重。根据上述计算结果,其厚度和重量增大,导致加工制造困难和安装不便,进而为后续焊接工作带来困难。
(2)卡具失效原因。一是传统卡具存在受力放大效应。 在一个小裂纹或泄漏点情况下,形成了一个大的封闭空间,造成卡具本身受力大,进而需要增大壁厚、螺栓直径、整体质量,需要优化结构。二是自然环境温度低的地区(如东北/西北地区冬季),在焊接作业中未考虑管道本体对于焊接条件的要求,且卡具本身未预留焊接坡口,造成后期产生焊接裂纹。
2.2 卡具结构优化
(1)结构形式优化。传统卡具多采用整体锻造,结构为圆筒形,决定其成功与否的关键是密封变形量的控制,即刚度控制,建议采用增加筋板设置等措施,满足刚度要求的同时,减轻卡具整体重量。
(2)密封结构优化。建议采用多腔密封结构以减少卡具整体受力面积。将卡具内部划分为不同的密封区域,将泄漏点安装至中心区域,其他区域采用注胶处理,使受力减少为一个中间密封腔内。通过注胶处理,将单纯的条密封变为面密封,密封区域显著增大,免除了在线安装焊接的危险性,解决了焊接质量难以控制的问题。
2.3 两种结构形式对比
以管径D1 422 mm、压力12 MPa、卡具材料16 MnⅢ为例,分别按照传统结构和优化结构进行参数计算,结果见表 1。
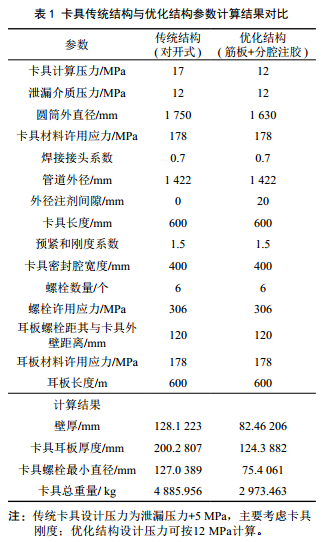
对比结果可知,经过优化后的卡具壁厚、耳板厚度、螺栓直径等均显著减小,卡具重量比传统卡具减少了约39%。
3 优化结构优点
(1)免于焊接。通过分腔注胶处理,在减少卡具本体受力的前提下,提高了卡具密封性能,免除与管道的焊接作业,提高了卡具应用的安全性。
(2)便于加工制造。减少了卡具壁厚、耳板厚度、重量等,便于加工制造,提高了产品的经济性。
(3)有效控制密封空间内管体腐蚀。通过注胶处理,将密封空间内填充注剂,消除了管体继续腐蚀的可能性。
4 结论
大口径、高压力管道对开式抢修卡具结构优化后,有效减少了卡具本体厚度和重量,提高了使用安全性。使用中需注意以下问题:一是虽然避免了焊接作业,但增加了分腔注胶作业工序;二是胶剂应满足相应温度、弹性、密封性要求,针对不同介质选择相应的注剂;三是需要在卡具本体预留注剂孔和通气孔,注剂结束后进行密封。

作者简介:郑亚飞, 1982年生,2007年毕业于吉林大学机械设计及理论专业,硕士研究生,高级工程师,目前主要从事压力管道、压力容器及维抢修设计工作。联系方式: 0316-2072301, zhengyafei@cnpc.com.cn
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
