



X80�ֹ������������Ƴ������
��Դ�����ܵ���������־ ���ߣ����ǿ���Կ������ƽ���ޱ����� ʱ�䣺2020-7-21 �Ķ���
���ǿ1 �Կ�1 ���ƽ2 �ޱ�1 ������1
1.�����ܵ��ֹ�˾�� 2.�й�ʯ�ͼ���ʯ�ܹ��̼����о�Ժ
ժ Ҫ��ij����X80�����ܵ��������������ڱ���������ơ���ȡ��Ʒ�������ˮѹ���顢��ۼ�⡢�����⡢�羵������������������������������Ϊ�����ڱ������ƣ���64 mm����15 mm�������ƹܵij�������Ϊ22 MPa���������ɺ���ԭʼȱ�������ڹ���ˮѹ������ֳ�ˮѹ����ʱ��չ�γɣ�����ԭʼȱ��Ϊ�ۺϲ����������ƣ��ڹ����������ⲹ������δ�ܳ�������ԭʼȱ�ݡ����鹤�������ֹ�ʱ�ϸ�ִ�к��첹������������Ƴ���
�ؼ��ʣ�X80�ֹܣ��������죻����������
Ŀǰ������������ߡ������������ߡ��ж����ߵ��ش������ܵ������Ѵ��ģ���ù���X80�������ܣ�����۳��ȳ���5 000�����ģΪ����֮�����ʱ�䳬��10�꣬����δ������ֹ�����������������¹�[1-2]������ֹ���������ϢϢ���[3-4]��
X80����������������Ϊ��ԭ���볧���顢������ƽ��ϳ�ߡ����͡���/�⺸��ˮѹǰX����⣨����� 100%ȫ���죩�����첹��������ȱ�ݣ���ˮѹ���飨��������������飨�涨���Σ���ˮѹ��������⣨����� 100%ȫ�����Զ���⡢ĸ�Ĺܶ��Զ���⡢ä�����������ֶ���⣩���ܶ�������ˮѹ��X����⣨����� 100%ȫ�����⣬�ܶˡ�������ץͼ����Ƭ�����ܶ��¿ڼӹ����ܶ��ֶ���������⣨����� 100%�ܶ˶��棬����Ҫ�������������ȱ�ݼ�ⷽ��[5]������Ʒ���飨�������ۡ����γߴ�ȣ�����ꡢ��⡣
����֮�⣬ҵ����λ�����������פ������������������Ըֹ��������мල���飬������˹������ʡ���Ա���ʡ��豸����У����������ļ���������ϵ�ȣ��ල���ԭ�����볧���顢���ӹ����������������飻�ල������ϡ����͡����ӡ��ܶ��������������裻�ල�������⡢��������⡢ˮѹ���顢�������顢��Ʒ������������鲽�裬���γɼ�֤��¼[6]��
�ɴ˿ɼ��� X80�����������ϸ�����������������ƺ͵������ල���飬������������������⡣���߽���һ���Ĺ���X80�ֹ�������������ȱ�ݣ���ͨ��ȱ�ݳ������������ֹ��������ƽ��飬��ҵ�ڲο���
1 ȱ�ݸſ�
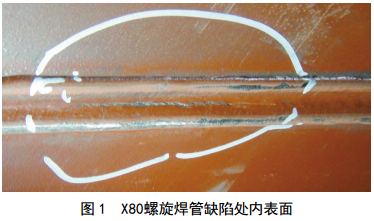
ij�������������ڼ��ʱ�����˶ദ�쳣�����ں�����⡢�����ȷ�����ù���ij��������������ڲ�������ȱ�ݡ�Ϊȷ����ȫ��ҵ���Ըô������˶Ϲܻ�����ҵ���и��ͨ���ܵ��ڱ���۲췢�֣��ô�ȷʵ���ڳ���Լ55 mm�����ƣ���ͼ 1��ʾ����ȱ�ݸֹ�ΪX80��������ֹܣ����Ϊ�� 1 219��18.4 mm������ǰ��¼��ʾ�����ָ��� ������2��������
2 ������������
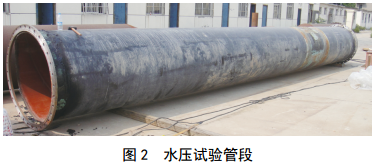
Ϊ���麬ȱ�ݸֹܳ����������ο�SY/T 5992�D2012�����ֹܾ�ˮѹ�������鷽����������ȡ�Ĺܶν���ˮѹ�������顣ˮѹ����ܶΣ�������ȫ��9.99 m�����в��ַ����㣬���ƾ���ܶ�3.15 m����ͼ 2��ʾ��
2.1 ��������
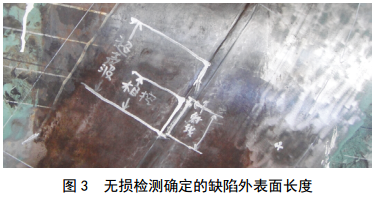
����ǰ������������ۡ��ں��ܳ���죬������Ҫ����ȱ��Ϊ���ģ���ȱ�ݸ���400��400 mm��Χ�ڽ���5��5��ں���ԣ����Ҳ�����Ҫ�Ժ�ȱ�ݴ��ֱ��������⡢������⡢���泬�������������⣬�����������ȷ���������ȱ�ݳ���ԼΪ60 mm�����������ȷ���䳤��ԼΪ120 mm����ͼ 3��ʾ��
2.2 ˮѹ����
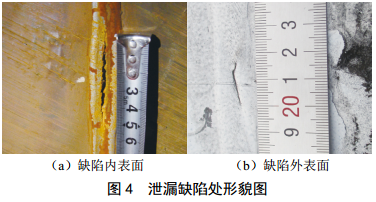
������3.6 MPa�� 7.2 MPa�� 12.0 MPa�����ѹ������ 13.2 MPa���ܵ��ֳ�ˮѹ����ѹ��ֵ����16.0 MPa���ֹܳ���ʱ��ˮѹѹ��������ˮѹ�����·ֱ�ѹ900 s�� 900 s�� 1 800 s�� 900 s��900 s��δ����й©��������ѹ��23.5 MPaʱ���������ƴ�й©�������ڱ��泤��ԼΪ55 mm������泤��ԼΪ16 mm��й©ȱ�ݴ�������ò��ͼ 4��ʾ��
3 �Ͽڷ���
3.1 ��۷���
����λ�ں������ģ������ڱ��泤��Ϊ55 mm������泤��Ϊ16 mm��ȱ���Ϊ64 mm��ȥ������ˮѹ������ɵ�й©��������ȱ�������������Ϊ15 mm��ֻʣ4 mm�ں����ڳ�������ѹ������ͼ 5��ʾ������ȱ��ϸ��Ϊ�����֣������ڱ��沿��Ϊ����ȱ������Ϊ�������캸��ʱ�γɣ�����Ϊ55 mm������ԼΪ7 mm��ͼ 6��ɫʵ�߲��֣����м����β���Ϊ��չ��������Ϊ42 mm�������߶�ԼΪ11 mm��ͼ 5��ɫ���߲��֣��������ɸֹ�����ʱ����ˮѹ�����ܵ�����ʱ�ֳ�ˮѹ������ɡ�
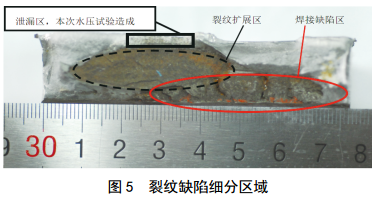

��ͼ 6��ʾ���Ͽڵ���һ�����������ǻ�����֬������Ѿ�������ȱ���ڲ���֤����ȱ���ڸֹܳ���ǰ�Ѿ����ڡ�
3.2 �Ͽڵ羵����
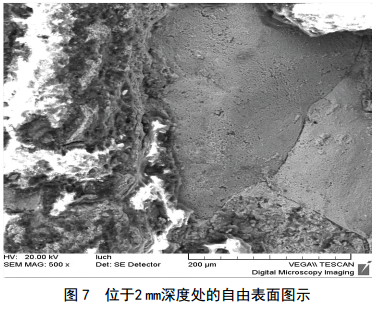
����ȱ�������ԼΪ6.4 mm���������ɱ��桢����Ϊ2 mm����ͼ 7��ʾ������Ϊ�ۺϲ���������ȱ�����ϲ��ж��Ѻۼ����Ҷ��治ƽ��������Ϊ���������ƣ������ڵ��۵���Ӵ��ڣ����¼�������ʱ��������Ӧ��������
3.3 �������
��ͼ 8��ʾ��������ȱ��������ȡһ�����������й۲죬�������������������ͱ���Ƭ��ȿ�֪�����ƴ������˲��������ݲ������������ȷ�ϲ���Ϊ�ⲹ�������������û�дﵽ�ڱ��档��϶����Ϸ��ֵ��ڱ���ԭʼȱ�ݣ�˵������û�������ڱ��溸��ԭʼȱ�ݡ�

4 ���Ƴ���
���ݹ�����¼����ȱ�ݽ����˲����������������ϸ�֮�����16 MPa����ˮѹ����ϸ�ˮѹ���������⡢�����ϸ�
���ݶϿڽ���ͱ���ò��֤ʵ�ô�ȷʵ�����˲�������������û���������������ں���ȱ�ݡ��ڱ��溸��ԭʼȱ�ݰ���ƽ�����Ϻ���������������ӦΪ����ʱ�ۺϲ������£��������Ͽ�ƽ������ƣ��̨�ף����������������ۼ�������Ϊ������ѹ�����ֳ���ѹʱһ����չ���£������ڹ���ˮѹѹ��ֵԶ�����ֳ�ˮѹѹ��ֵ���ʹ���ˮѹ��չ�Ŀ����Ը��ߡ��ɷ�����֪��ˮѹ�������ȱ�ݼ�⼼�����������Ƴ������ʵ����ȱ��[7-9]��
5 ���ۼ�����
��1��ȱ��������������������ȱ�ݣ�ȱ�ݳ�Ϊ64 mm�������ڱ��泤��Ϊ55 mm����չ��ȴ�15 mm��
��2��ȱ����������ⲹ�������ⲹ��δ�������ڱ���ԭʼ����ȱ�ݡ�
��3��ԭʼ����ȱ���ж�Ϊ�ۺϲ����������������γ��ڹ����ƹܽΡ�
��4���������ƺ��첹����Ƿ���������Ϳ��ƴ�ʩ���ϸ�ִ�иֹ��������������Ƴ���ֹ�����¼��ٴη�����
�ο����ף�
[1] ׯ������л��ɽ�����ģ���.��������Ԫ����˨������ͷ�ܷ�Ӱ�����ط���[J].ȫ�港ʴ���ƣ�2018�� 10(32)�� 1-7.
[2] ��㣬���ƽ�����棬��.�����ܵ�ʧЧƵ�ʼ�ʧЧ��������[J].�����ȴ����� 2015�� 40(10)�� 470-474.
[3] �����.�����ܵ�ʧЧ���Ƽ���[J].�������ˣ�2001�� 30(6)�� 401-410.
[4] ��ܣ�½���壬������.ij�����ṹ�������²����й©ʧЧ����[J].�����ܷ⣬ 2017��42(12)�� 110-125.
[5] Ҧ���������ۣ���ѧ֪.��ѹ�豸�ŷۼ�⼼����չ��״[J].�����⣬ 2014�� 36(11)�� 28-34.
[6] ���㣬��Сƽ����ά�ɣ���.�Խӽ�ͷ��ֺӦ����������Ԫ����[J].������ѧ�� 2004�� 8(5)�� 91-99.
[7] ��������������ʦ���죬��.��˨ƣ�Ͷ���ʧЧ����[J].�ȼӹ����գ� 2013�� 42(2)�� 222-223.
[8] ���㣬Ǯ�����¸�.�����ƣ�Ͷ���ʧЧ����[J].�����ȴ����� 2001�� 26(12)�� 48-49.
[9] �����壬��ǻ����Ľ���.��������������ε���ƣ�Ͷ���ʧЧ����[J].�����ȴ����� 2014�� 39(10)�� 148-150.

����飺���ǿ����ѧѧʿ��������ʦ�����������ܵ��ֹ�˾��ȫ���ܼࡢ�ܾ���������ܵ�����������Ҫ���¹ܵ������Թ�����������ϵ��ʽ���Կ�0991-7561396��421162147@qq.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
