



���۸��������ܵ��ڼ��ȱ�ݳ������
��Դ�����ܵ���������־ ���ߣ�̷���������������µ��ģ����t ʱ�䣺2020-7-21 �Ķ���
̷���� ���� ���� �µ��� ���t
�㶫ʡ��Ȼ����������˾
ժ Ҫ����ij���۸��������ܵ�Ϊ���������˹ܵ��ڼ��ȱ���γ�ԭ��������ܵ�����£�ͨ����۷�����Ӳ�Ȳ��Լ��������ȷ���˹ܵ�ȱ�ݲ�λ����Υ�溸�����⡣���������ȱ�ݲ�λ�����㾭�����ˣ��ܵ�������۽ỷ����ĩͿ��ȱʧ���ҹܵ��������ڰ���ƽ������ȱ�ݲ�λ����Ӳ�����Ե��ڹ���ĸ�ķ�ȱ�ݲ�λ��ȱ�ݲ�λ������֯��ʾ��ĸ������������ȱ�������������������������ڼ��ȱ���γ�ԭ���������Ӧ���������顣
�ؼ��ʣ������ܵ����ڼ�⣻ȱ�ݣ�������Ӳ�Ȳ��ԣ��������
�����������ڹܵ���ȫ�¹�Ƶ���������˸��ܵ���Ӫ��˾�Թܵ����ʰ�ȫ�����ӣ��ܵ��ڼ�⼼���õ�ȫ���ƹ��Ӧ��[1]��������Ȼ���ܵ������ʱ��������������ڸ�ʴ���������ر���û����Ϳ��Ĺܵ�����������Ȼ���к����Խ���ʱ����������ʴ��Σ���ܵ���ȫ��
ѹ���ܵ���װ����Ͷ��ڼ����ж���Ҫ���������⼼���Թܵ��������˺ͺ���ȱ�ݽ��м��[2]�����������ⷽ����ԭ�����豸�ȴ����ľ����ԣ����Դ�Դͷ���ҵ�ȱ�ݳ��������ε�[2]ͨ�����ȡ���ķ����Թܵ�ȱ����������˷����������ɲ����������������۸��������ܵ�����ͣ����ȡ���ķ�������ɽϴ�ɱ���ʧ��������ʵ���ڲ��������£�ͨ����۷�����Ӳ�Ȳ��Ժͽ���������о��˹ܵ��ڼ��ȱ�ݵ��γ�ԭ�����������������顣
1 �������
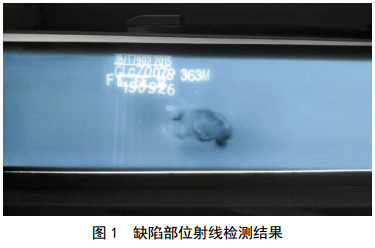
ij���������ܵ���136 km���ܾ�914 mm���ں�16 mm�����ѹ��9.2 MPa�� 2015��1��Ͷ�����������ڼ���з��ּ�����39 048.81 m����˳����8:00�����ڽ�����ʧ39% wt��ȱ�ݣ�ʣ��ں�9.76 mm���ܵ�ȱ�����ء�����������ʽ���дŷۼ��δ�������ƣ��������ʵ���������Ϊ40.6%�����������ʾΪ�ڲ�������ʧ����ͼ 1��ʾ��
2 �ֳ�������������
2.1 ��۷���
�ֳ��۲죬�ܵ�ȱ�ݲ�λ3PE��������ڲ��˺ۼ���������Ƭ����ܵ�ȱ�ݲ�λ����氼��ƽ��������۽ỷ����ĩͿ��ȱʧ����ͼ 2��ʾ��

��������������������ɸô�ȱ�ݲ�λ�Ĺܵ�����������������������б�Ҫ��һ�������ܵ�ȱ�ݲ�λ�븽��ĸ������������ܵIJ��졣
��ȱ�ݶ�Ӧλ��ѡȡ2��3�������������ĥ���⣬�������Ҵ����и�ʴ����һ���۲�����̬����ͼ 3��ʾ��ȱ�ݵ����ɫ�������δ�����ơ���ʴ�ӵ�ȱ�ݣ����ܵ�����������Եķֽ��ߣ����ƺ����ۼ���

�����ǶԹܵ�����ֲ��������ȡ����ڵĹ��̣���������λ������֯�����ܵı仯��Ϊ����ȱ�ݵ����ƺ�����λ��ȱ�ݵ㸽��������λ������֯�����ܵIJ�𣬶��ڲ�ȱ�ݶ�Ӧ��λ�����������ֳ�Ӳ�Ȳ����������֯���顣
2.2 Ӳ�Ȳ���

�ڹܵ������ȱ�ݵ����ƺ�����λ�����ಿλ�ֱ�ȡ������ͼ 4��ʾ����Equotip-Piccolo2�ͱ�Яʽ����Ӳ�ȼƽ��б���Ӳ�Ȳ���[3]�������� 1��ʾ��
�ɱ� 1��֪��Զ�����ƺ�����λ���������ĸ�IJ�λ��Ӳ����Խϸߣ���߿ɴ�242.2 HB�������ƺ�����λ��Ӳ�Ƚϵͣ���ͽ���125.3 HB��˵�����ƺ��Ӳ�λ����ѧ������ĸ�IJ�λ�ܱ���ȴ����������졣
2.3 �������
Ϊ����ȱ�ݵ����ƺ�����λ��ȱ�ݵ��Զ��λ�ܵ�ĸ����֯�IJ����ȱ�ݵ����ƺ�����λ��ĸ�IJ�λ�ֱ�ѡ�㣬���ݽ�������֯���鷽��[4]�����н����������������ⲿλ������ĥ���⡢�����Ҵ���ʴ���ý�������������֯�۲죬�����ͼ 5��ʾ��
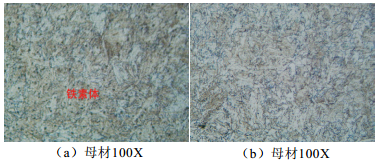
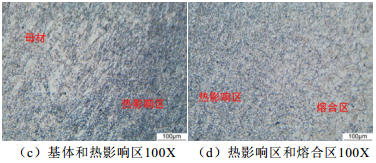
ͼ 5 ȱ�ݲ�λ������֯
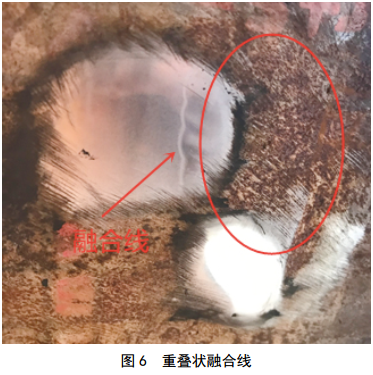
�����֪���ܵ�ĸ�ĵĽ�����֯��Ϊ�����壬�ʴ�״�ֲ�������ϸС����ͼ 5��a����b����ʾ����Ӱ��������ĸ��һ��Ϊ�ؽᾧ���������൱ϸС���������ۺ���һ����֯���ִ���ͼ5��c����ʾ���ۺ�����֯Ϊ��״�����壬�Ҿ����Ƚ�ϸС����ͼ 5 ��d����ʾ�����⣬ȱ�ݵ��۾�����ò���������ɱ�ķ����Ѻ����ص�״�ں��ߣ���һ������ȱ�����������������������ͼ 6��ʾ��
����������������֯δ�����ع�����֯ȱ�ݣ�Ҳδ�����ơ����ɵȺ���ȱ�ݡ�������λ��ĸ�IJ�λ������֯�������������Ӳ�ȼ�����������λ���ڵIJ����ڶ�Ӧ��ϵ��
2.4 ȱ�ݳ������
�ô��ܵ��ڼ��ȱ�ݲ�����ԭ���ǹܵ�����溸�����£��������Ϊ���ô��ܵ�����ȱ�ݵ�������Եĺ����ۼ���Զ�뺸�Ӳ�λ��ĸ������Ӳ�Ƚϴ�����λ����Ӳ�Ƚ�С��������λ��֯��ĸ�IJ�λ������֯����������𣬵�������Ӳ�ȴ��ڲ��
��һ�����������ڹܵ�����������������������º�����λ��ܵ�����ĸ�IJ�λ����������ѧ���ʲ��죬�����γɡ�������С������ЧӦ�����º���λ�÷�����ʴ��
3 �����뽨��
�ڲ���ܡ���Ӱ��ܵ��������е�����£�ͨ����۷�����Ӳ�Ȳ��ԡ�������֯����ȷ���ڼ��ȱ�ݲ�λ���ں���������һ�����ǻ��ڸ߶Ȼ��ɹܵ�ȱ�ݲ�λ����������Ϊ�����е���֤�����Ϊ��֤�����ȷ�ԣ��б�Ҫ��һ���Թܵ����ȡ�����л�ѧ�������ܵ�Υ�溸����ɺ���λ����������ʴ������Σ���ܵ����а�ȫ��Ӧ�ž������¼�������Ϊ��������½��顣
��1���ϸ�ܵ��ɹ������顢��װȫ�����������ƺܵ������㡢���屣������ֹ�κ���ʽ�Ĺܵ����ˣ�ǿ���ܵ���װ��������Ա�������Ͱ�ȫ��ʶ��
��2���ϸ��ֹ�Ժ�������ʽ���ܵ���������ˡ�
��3����ǿ�ܵ���װ�������ջ��ڸ���������ʵ���ž�һ��δ����¼��ȱ��ת�Ƶ��ܵ���Ӫ���ڡ�
��4����װ����Կ��ܵĹܵ��������ˣ����ƹ����ƶȵIJ������
�ο����ף�
[1] ����������ǿ����ݼ��. ����ܵ��ڼ�����ݱȶԹ�������״����չ����[J]. �������ˣ� 2015��34(03)�� 233-236.
[2] �����Σ������������ǣ���. �ܵ�������ȱ�����������������ʾ[J]. �ܵ������� 2020(1)�� 56-59.
[3] ����쳣�����. GB/T 17394.1-2014��������������Ӳ�������1���֣����鷽��[S]. �л��������������ල��������ܾ֡��й����ұ�������ίԱ�ᣬ 2014�� 16.
[4] ��̿��������������࣬��. GB/T 13298-2015����������֯���鷽��[S]. �л��������������ල��������ܾ֡��й����ұ�������ίԱ�ᣬ 2015�� 8.

����飺̷������ 1982����������ʦ������Ҫ���³�����Ȼ���ܵ��������кܵ���������������
ͨѶ���ߣ��µ��ģ��У� 1991������˶ʿ�о���������Ҫ���³�����Ȼ���ܵ������Թ�����������ϵ��ʽ�� 020-66816357/18320726009��chendw@gdngg.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
