



Ӧ����Ϣϵͳ��PE�ܵ����Ӽ�¼���ĵ�ʵʩ����
��Դ�����ܵ���������־ ���ߣ�ϯ�����������Σ��sɼ ʱ�䣺2020-7-20 �Ķ���
ϯ��1 ����1 ����2 �sɼ1
1.�ۻ�Ͷ������˾�� 2.ԣ���㶫�����̽�������˾
ժ Ҫ������ϩ�ܵ�����������ϵ��ȼ����������ϵͳ�İ�ȫ��ʹ������������TMS�����ƶ�Ӧ����Ϣ��ϵͳ��ʵ���˺��Ӽ�¼���ݵ��ӻ����ô��漰���Ӽ�¼�����Զ�У�飬�����˺������ݼ��ĵ�ȷ�Ժ����ܻ��̶ȣ�Ϊ����ϩ�ܵ����Ӽ�¼���ֻ��ͺ������������ṩ�ο��ͽ����
�ؼ��ʣ�����ϩ�ܵ������ӣ����ݣ����ģ�������������Ϣ��
����ϩ��PE����һ�������Բ��ϣ� PE������ڸֹܡ������ܶ��ԣ�������ʴ�����á�ʹ���������������Ժá��������ܺõ�����ŵ㣬Ŀǰ�ѱ�������㷺Ӧ���ڳ���ȼ������ϵͳ��
�ۻ��������¸ۻ�ȼ������˾�����¼�Ƹۻ�ȼ��������130���ȼ����ҵ��ÿ���½�Լ6 000 km�е�ѹȼ���ܵ�������ȫ��ʹ��PE�ܣ����ȷ���ܵ����̽������������ϳ���ȼ�����䰲ȫ���ǹ�˾��Ϊ��ע�����⡣
PE�ܵ���������ֱ�ӹ�ϵ��ȼ����������ϵͳ�İ�ȫ��ʹ��������Ϊʵ��PE�ܵ�����Ʒ�ʿ�����Ʒ�ʱ�֤������ͨ����ǿ�ܲġ��ܼ��IJ���Ʒ�ʿ��ƣ�ȫ��Ӧ�÷��ϱ���ȫ�Զ��������淶������Ա�IJ������̣���ȷ�������������Ⱦٴ룬�ر�Ӧ�øۻ�TMS��Towngas Management System�� TMS�������ƶ�Ӧ����Ϣ��ϵͳ�����¼��TMSϵͳ������¼������Ϣ��У�麸�����Ӽ�¼�ȼ�ǿ��ܣ��о�Ӧ��PE�ӿ������������⼼��[1]�������ص����TMSϵͳ�Զ�У��PE�ܵ����Ӽ�¼�ķ�ʽ��Ӧ�ð�����
1 ��Ϣϵͳ�뺸�������ӷ���
������������PE�ܲ�/�ܼ���������/���ۺ��ӵ�ר���豸��ȫ�Զ������豸�ܱ�֤���Ӳ�����һ�¡��ɿ������ظ�������ȫ�Զ������趨���������Ӧ�õĺ��ӹ��ղ������Զ���ɼ��Ⱦ��ߡ����ȡ��л�����ѹ�۽ӡ���ѹ��ȴ�Ȳ��������ۺ�����װ������������������ܼ��������ҽ����衢���ӵ�ѹ��ʱ��ȹ��ղ�������ܼ��������У�����ʱʹ��ɨ��ǹɨ���������Զ���ȡ�ܼ���Ϣ�����ú��Ӳ�����
���Ӽ�¼��ʵ�ط�ӳ�˺��ӹ��ղ���ִ����������жϺ����Ƿ�ϸ����Ҫ�ο����ݡ��������Ӽ�¼���ӡ���˹����к��Ӽ�¼���趨�����Ƚϣ��Ҵ�ӡһ��ʹ������ֽ�������������Ӽ�¼���ڡ���Ч���档��ˣ���ͨ�����빤�̹�����Ϣ��ϵͳ�Ľӿڣ�������Ϣϵͳ�Ժ��Ӽ�¼�������ñ�����Զ����ģ�����Э����ҵ��������PE��������������
1.1 ��ȫ�Զ����ۺ���������
���ۺ�����Һѹϵͳ��ѹ�����Ǻ����������û���һ����Ҫָ�꣬������ʵ�������ں��ӽ����ѹ����Pg�����澻������������Ӱ�����۶ԽӺ��������Ĺؼ�����Pg���ߣ����ȵ�PE�ܲĶ˲��������ϱ�������������ɼٺ�������Pg���ͣ������PE�ܶ˲��������ϲ��ܳ���ںϡ��������ܺ���ѹ����Pz�����㹫ʽΪ��

ʽ�У� PtΪ�������汻���ܲĵĹ���ȵIJ�ͬ���仯�� PgӦ�뺸�ӹ��չ涨�ĺ���ѹ��һ�£���GB/T 20674.1�D2006�����Ϲܲĺܼ� ����ϩϵͳ�۽��豸 ��1���֡��涨�������۶ԽӺ���Ӧ�����϶�ѹ���������ܣ���ʩ���ڹܲĶ˲��Ľ��澻������Ӧ�ڹ涨����ѹ���ġ�20����Χ�ڡ�����ˣ�ѡ���۽�ѹ��У����Ϊ��Ϣϵͳ�����ۺ������ӵ���У�����ϵͳ��ѹ�����������Զ�У�飬��غ���Һѹϵͳ���ƾ��ȼ��ȶ��ԣ����¶ȡ����ʱ�䡢����ʱ�䡢��ȴʱ��Ȳ�����Ϊ��¼ָ�꣬�����������ල�������ݺ���������
1.2 ��ȫ�Զ����ۺ���������
�ο���ISO 11413������ϩ�ܺ͵��������������װ�����Ʊ�����GIS/PL 2�D4��ȼ���þ���ϩ�ܲĺܼ� ��4���֣������ȼ��ĵ��۹ܼ����е��йع涨��������Ϊ���۽ӿں��Ӽ�¼�еĺ�������������Ϊ��Ҫ������Ҫ���յ��۹ܼ���Ӧ����Ƶĺ����������ݼ�ƫ�Χ���Դ˺���ÿ���ӿں��������ĺϸ��ԡ������һ���飬ѡ����ۺ���ʱ�ĺ���������Ϊ��Ϣϵͳ����ۺ������ӵ���У������衢��ѹ������ʱ��Ȳ�����Ϊ��¼ָ�ꡣͬʱ����չ�����¹�����
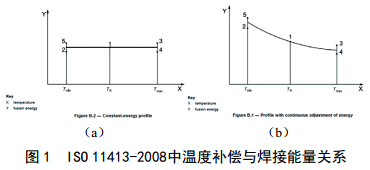
��1�����Ϲ�Ӧ�̿�չ�����������飬��ȷ����ͬƷ�Ƶĺ������Ӳ�ͬƷ�ơ����ĵ��۹ܼ�ʱ�ùܼ�Ӧ��������������Χ�����ݴ���TMSϵͳ��̨��������У�����ISO 11413�D2008 Annex B��ͼ 1��a��Ϊ��Ӧ����Ƶĵ��۹ܼ���Ҫ�¶Ȳ�����ͼ 1��b������Ҫ����ǰ����Ҫ�ں�̨����ʱת��Ϊ���¶�������Χ��
��2��������ۺ����ĺ������ݣ������Ӽ�¼���䵽TMSϵͳ����ϵͳ�Զ�ʶ���жϺ��Ӽ�¼����Ч�ԣ����ڲ�������ƫ�Χ�ڵĺ��Ӽ�¼��ϵͳ�Զ�������ʾ�������ල��Ա��ע��Щ�쳣��¼�ĺ��ڡ�ϵͳ�뺸�������Ӵ������˼�¼���ļ�ʱ�ԡ�ȷ�ԡ���ʵ�Լ�����Ч�ʡ�
2 ʵʩ����
TMSϵͳ��2017���������ã�Ŀǰ���ڸۻ�����130�����ҵȫ��ʹ�ã��ϴ����ۺ��Ӽ�¼���ݳ���10�������ϴ����ۺ������ݳ���8������
2.1 ���ۺ������ݼ���
�������ۺ��Ӽ�¼��ϵͳУ���۽�ѹ��Ŀ��ֵP m����澻������Pg�IJ��첻����20%�����ж�Ϊ�ú����۽�ѹ���ϸ�Ŀǰ��������������ݲ�δֱ�Ӽ�����澻������Pg�����Ǽ�¼����ʵ��ѹ��ֵ��ϵͳ�Զ�����ʱ��������ѹ��ʵ��ֵPs��ȥ�϶�ѹ������ֵP t��������澻������Pg������

���ۺ����۽�ѹ���ϸ��ж�����Ϊ��
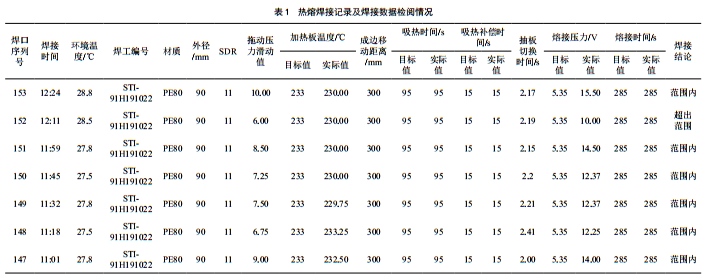
���ۺ�������ͨ���ӿڴ���TMSϵͳ��ϵͳ���ȶԺ������ݽ��н��룬ͬʱ�Զ�����������ʽ��Pg�����жϣ��糬��Ŀ�귶Χ����ϵͳ��ʾ���ӽ��������Χ�����⣬ϵͳ�������ںš����Ȱ��¶ȡ�����л�ʱ�䡢����ʱ�䡢��ȴʱ��Ȳ������ֻ�����ϵͳ�����ñ��棬�Ա��ݡ���ij��˾�ϴ���TMSϵͳ�ĺ������ݣ�ϵͳУ�鷢�ֽ��澻������Pg������Χ���ݴ��ж���̨���ۺ������ܴ����������⣬Ҫ����۽�ѹ������ĺ�������һ������ۼ�飬��Ҫʱ���ƻ������飬��Ҫ��ʹ����ʱ��ϵ������Ӧ�̽��м��ޡ��� 1Ϊij��˾���ۺ��Ӽ�¼���������ݼ��������
2.2 ���ۺ������ݼ���
TMSϵͳ�е��ۺ�����������ij�ܼ�ʵ�ʺ�������ֵ��ܼ���Ӧ���ṩ�ı�������Χ��ȽϽ���У�飬Ҫ��ܼ���Ӧ��ͨ���������鼰�����Ʒ���ȷ���ùܼ�����������Χ��ͬʱϵͳ��¼���ںš����ӵ�ѹ������ʱ�䡢����ֵ���������Ӳ������ֻ����ݲ���ϵͳ�����ñ��棬�Ա��ݡ�������������Χ �ĺ���Ҫ��ʩ���������������ؽ�����ۼ�飬��Ҫ ʱ�����ƻ������飬ͬʱҲ�Թܼ���Ӧ�̹�����һ���ԡ��������ܵ��ȶ��Խ����˸��˺�У�顣�� 2Ϊ���ۺ��Ӽ�¼���������ݼ��������

3 δ��չ��
����TMSϵͳ�洢PE�ܵ����Ӽ�¼����ԭ����ֽ�ʺ��Ӽ�¼תΪ��Ϣ�����ݣ����������ֽ�ʺ��Ӽ�¼���Ծô����⣬��������Ϣ���ĺ��Ӽ�¼���ݽ��к��Ӳ����Զ����ģ�������ʱ����ʵ�����ñ���PE�ܵ�����һ�����ϣ�Ϊ�����ܵ�ȫ�������ڹ����ṩ��ʵ�����ݵ��������ϣ�ͬʱ������������ֱ�۵��жϺ��ӽ���Ƿ���Ҫ��Χ�ڣ�Ϊ�����Բ�PE���ں��������������������ලPE���ں����������ϼ����ܲ���Զ�̼��PE���ں��������ṩ����ʵ�ͱ����Ĺ��ߡ�
���Ƽ��㡢�����ݺ��˹���������������Ϣ�������ֻ�չ�ֵ�ǿ���������ͷ�չ�����Ѿ���Ϊ���촴�¡�����ת�͡��������Ƶ��ȵ�����������̸ı��Ű���ȼ����ҵ���ڵ�������ҵ�� PE�ܵ����Ӽ�¼��Ϣ�������Ӽ�¼ת��Ϊ�����ݲ��洢���Ʒ������У���Ϊ����ȼ��������Ϣ��ȫ�������ڹ�������Ҫһ����δ��Ϊȼ�����̽�������AI������ȼ�������ʲ�AI����������ȼ����ҵ�˹�����Ӧ�ó����ṩ����Ҫ������֧�š�
�ο����ף�
[1] ϯ��������. ���PEȼ���ܺ���������;��[J].ú���������� 2019��8���� 30-33.
[2] �Ժ�.����ϩ�ܵ����Ӽ��������۷���[J].�й����ϣ� 2011(7)�� 48-53.

����飺ϯ������ѧ���ƣ�������ʦ����ְ�ڸۻ�Ͷ������˾�����ڴ���ȼ�����̹�����������ϵ��ʽ�� 13510383772�� echo.xi @towngas.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
