



超声相控阵检测在管道环焊缝质量排查中的技术优势
来源:《管道保护》杂志 作者:麻建玺;赵国彬 时间:2020-9-17 阅读:
麻建玺 赵国彬
中国石油管道公司沈阳检测技术分公司
摘 要:环焊缝是油气管道最为薄弱的环节,其质量关系到整条管道的运行安全,采用合适的无损检测方法对其质量进行检测和评定尤为重要。超声相控阵检测技术具有速度快、效率高、分辨力强、数据存储便捷直观、现场使用成本低等优点。
关键词:管道;环焊缝;超声相控阵;动态聚焦
环焊缝射线检测和手动超声波检测两种方法各有优缺点,前者虽结果显示直观,但检测速度慢、成本高,存在辐射;后者则更加简便灵活,但检测结果可重复性差,比较依赖个人经验,只能作为一种辅助验证手段。超声相控阵检测技术相比传统检测方法具有扫查速度快、检测效率高、可重复性强、使用成本低等优点,适用于各种管径坡口形式的焊缝[1]。
1 超声相控阵检测技术
1.1 原理
使用微型探头阵列产生超声波束,建立聚焦法则使电子装置控制每个阵列单元的发射和接收时间,从而产生出多个超声波束,通过控制阵列的激发和接收时间,控制波束角度、聚焦深度、聚焦尺寸等,实现工件的快速扫描成像[2]。
1.2 探头
一个相控阵探头可被比喻成一个大的单一晶片探头――它被分割成多个小的晶片,当连接相控阵仪器时,对单个晶片的脉冲发生时间进行微小调整从而使得声束的方向和焦点能够被改变,如图 1所示。通过延迟控制相控阵探头激发时间可以实现改变声束角度、改变聚焦距离和聚焦特性、改变声束位移等功能。

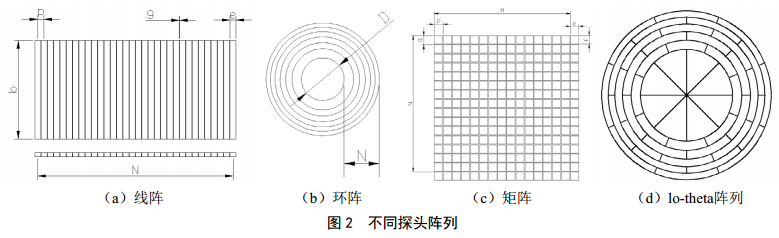
通常将一个大尺寸的探头按规则分割成许多独立小单元探头的阵列,分为平面阵列和非平面阵列,其中平面阵列又细分为一维阵列(线阵和环阵)和二维阵列(矩阵和lo-theta阵列),如图 2所示;非平面阵列主要是指柱面阵列[3]。
1.3 扫查方式
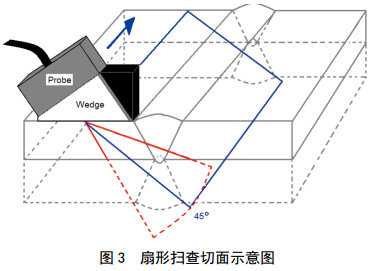
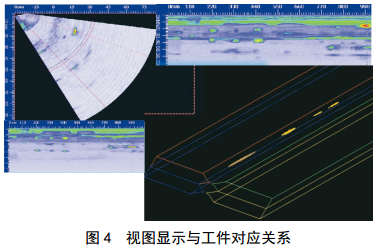
与常规超声锯齿形扫查方式相比,相控阵扫查方 式为S扫、也叫做扇形扫查,就是波束的角度由低扫描到高产生的切面视图,如图 3所示。阵列中相同晶片发射的声束,在扫查范围内对某一聚焦深度进行移动扫查,扇扫区域大小可调,但受到探头配置影响。或者也可以理解为角度扫查或方位角扫查,与波束的偏转及数据显示形式有关。当进行波束偏转时,激励固定的晶片组,通过实施一系列的聚焦法则使声束在限定的角度范围内进行偏转扫查;作为数据显示,它是各个角度A扫的二维视图,并且通过对每个A扫的延时和折射角进行修正,使视图上的显示与工件的真实位置相对应,如图 4所示。
1.4 聚焦法则
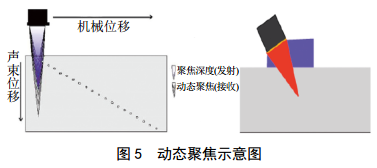
超声相控阵检测技术一般通过控制参与波束形成的发射和接收探头阵列单元以及对应每个单元的发射器和接收器的时间延迟规则和激励电压幅度来形成自己的聚焦法则[3]。目前主要采用动态聚焦,如图 5所示,超声声束沿声束轴线,在发射时使用单个聚焦脉冲,在接收时通过计算对所有深度进行编程深度聚焦,实现对不同深度进行聚焦扫描。最新技术是实时全聚焦(TFM)成像检测, TFM是一个信号处理算法,利用全矩阵采集TFM的数据来对缺陷的位置及外形尺寸进行精确成像。
2 技术优势
2.1 相对于X射线检测优势
(1)安全环保无辐射危害、对人身没有伤害。
(2)所需耗材成本低,只需耦合剂即可。
(3)检测速度快,效率高,检测结果较短时间内得到。
(4)有效检测多种缺陷,如对面积型缺陷有很好的检出效果[1]。
(5)检测缺陷的长度、深度等更加精确。
(6)检测数据读取方便、可以存储到计算机中。
2.2 相对于常规超声检测优势
(1)检测速度快。由于探头中的阵列探头是通过电子的方法进行延迟激励,所以其在进行线形扫查时比常规手动及机械扫查要快得多。
(2)使用灵活。相控阵探头可以随意控制聚焦深度、偏转角度、波束宽度,实现纵波检测、横波检测及斜伤检测。
(3)检测中不需要进行锯齿等多维扫查,仅需要 一维扫查即可对焊缝进行全面检测,检测效率高[4]。
(4)检测中不需要根据检测对象情况不停更换角度,一个探头实现几十个探头角度甚至几百个探头角度的扫查,检测能力显著提高。
(5)能够实现B\C\D\S等多种成像,缺陷判断更加直观明了。
(6)能够实现动态(接收动态)聚焦,明显提高对细小缺陷的发现能力,可以对其进行定性和精确定量。
3 应用效果
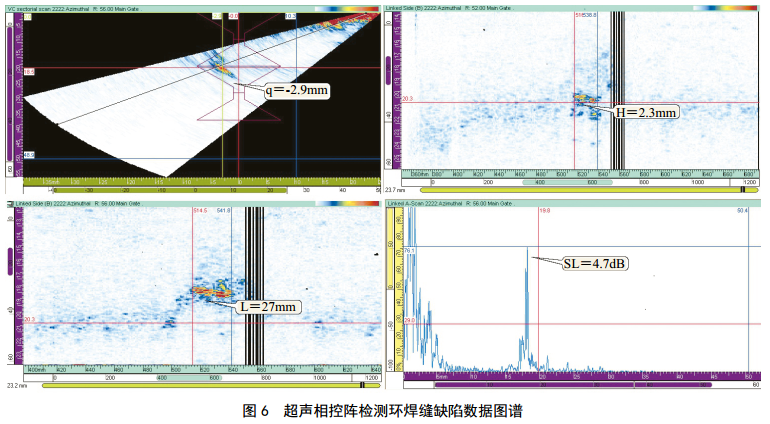
实际应用中,超声相控阵检测的工艺设置、全程扫查记录等信息,将以多种形式呈现在屏幕上,显示出各种缺陷供测量、分析。一般设置双通道来采集数据, 结合S扫描、 B扫描及A型显示,对缺陷的位置、深度、长度进行测量。图 6所示为某环焊缝相控阵检测缺陷数据图谱,相比射线检测和常规超声检测,数据显示更加直观明了,便于存储和读取。
4 结语
超声相控阵检测技术能够实现多种二维成像组合显示或三维模拟,使超声检测结果更加直观,评定更方便。扫查中探头不用前后移动就能同时利用纵波和横波及其他波形进行缺陷检测,检测速度快效率高,且对方向性的缺陷检测非常有利,阵列的多角度移动检测,有利于声束对缺陷进行最佳角度的检测和定量。相比于其他检测方法,更加高效便捷,技术优势明显。①实现了可动态变化的万能探头。②应用于手动超声检测时通常以B扫描成像方式显示图象,包括线扫、扇扫和组合扫查。③应用于自动检测时通常能实现任意多个声束的多通道自动检测。④采用均匀分布聚束延时及合成孔径动态聚焦方法能在整个检测范围内实现较细的声束扫描线,提高图像整体分辨率。
参考文献:
[1] 陈剑.相控阵超声波检测技术在焊缝检测中的应用分析[J].企业技术开发, 2011, 30(12): 31-32.
[2] 张盼,付明东.相控阵检测技术在管道腐蚀检测中的应用[J].管道技术与设备, 2019, (6): 27-29.
[3] 詹湘琳.超声相控阵油气管道环焊缝缺陷检测技术的研究[D].天津大学: 精密仪器与光电子工程学院, 2006.
[4] 鲁传高,段怡熊,许庆涛.相控阵超声波在焊缝检测中的应用研究[J].金属加工, 2016, (增刊1):263-266.

作者简介:麻建玺,1992年生,助理工程师,2015年毕业于中国石油大学(华东)材料科学与工程专业,主要从事油气管道检测相关工作。联系方式: 15802473127,majianxi1616@163.com。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
