



�ܵ�������ʧЧԭ�Ľ���ʩ
��Դ�����ܵ���������־2021���1�ڣ��ܵ�56�ڣ� ���ߣ�����÷���ܽ������������ ʱ�䣺2021-1-19 �Ķ���
����÷ �ܽ� ������ ���
�й�ʯ����Ȼ���ܵ���������˾
ժ Ҫ���ܽ��˽��ڹ�����ܵ�������ʧЧ������ָ���ⲿ�����غɡ���ں��촦Ӧ�����С����ӽ�ͷ���Դﲻ����Ҫ����ȱ�ݳ��꼰���������ʧЧ����Ҫԭ��һ�������˾���Ӱ��������ǿ����ԡ������ֺ������ȱں����¿ڴ������ѡ����ӹ���ִ�в���λ���Լ�ȱ��©�졢���к�˽�Է��ȣ�����ơ��ܲġ����ӡ���������ֳ������������������˸Ľ���ʩ���飬Ϊ�ܵ���ơ�ʩ����ҵ�ṩ�ο���
�ؼ��ʣ������죻��ѧ���ܣ��ܲģ����ӣ�������
���ø߸ּ�����ѹ����ھ��ܵ�����߹ܵ���������������Ч�����Ҫ;���������ѽ�X80�ܵ���1.3�������X80�ܵ�����̴ﵽ1.5����ع�������Ȼ���ܵ����̣��������ʧЧ����µİ�ȫ�¹�ʱ�з���[1]����2017������������Ȼ���ܵ������ڶΣ����η����߸ּ��ܵ�������������ȼ���¹ʡ�������ʾ���ҹ������ܵ��¹���ƽ��Ϊ3��/1000����꣬Զ����������0.5��/1000������ŷ��0.25��/1000����ꡣ�б�Ҫ��Թܵ�������ʧЧԭ�������������������Ľ���ʩ���飬Ϊ���Ӧ���ṩ�ο�������
1 ʧЧ������ԭ�����
1.1 ������ʧЧ����
�ռ�������2000�������ܵ�������ʧЧ����26�𣬺���X52��X80�ȸ��ָּ�������X80�ܵ�������ʧЧ4�𣬽�����ʧЧ3��
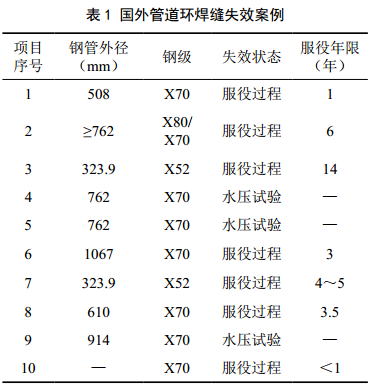
���ݲ���ȫͳ�ƣ����������ڹ�ȥ2��3���ڷ���10�ιܵ�ʧЧ�¹ʡ�����ΪX70�ּ��ܵ�������ʧЧ������� 1��
1.2 ʧЧԭ��
���ڹܵ�������ʧЧ��Ҫԭ���ǣ���ǿ�����Ӧ�����ڴ��߳��������Ӧ�����У��۲��ȱں�������ɽϴ�Ӧ�����У��ܺ����������ϸݺ������Ե��ڱ�Ҫ��
���ڹܵ�������ʧЧ��Ҫԭ���ǣ��ٳ����ⲿ�غɣ��ڲ��ȱں���������Ӧ�����У��۹ܶ����Ӧ�����ܺ������Ե��ڱ�Ҫ��ͺ���ȱ�ݡ�
���������ܵ�ʧЧ��Ҫԭ����������������ꡢ���ڱ�ں�ʩ���йܵ�������¹�����ͷ�ͷ���ʩ��������Ҫ�����������©�����Լ������غ��ӹ��ռ��ɵȡ�
ÿһ��ʧЧ����������������������ʧЧԭ���ۼӵĽ����ʧЧԭ����Թ���Ϊ���¼������棺���ⲿ�����غɡ���ǿ����ԡ������ֺ������µȣ����ܵ�������ܹ���״��������ڱ�ں��촦Ӧ�����С����ֳ����ȱں����¿ڴ������ѣ��ۺ��ӽ�ͷ���Դﲻ����Ҫ���ֳ����ӹ���ִ�в���λ���ܺ���ȱǷ���꼰˽�Է��ޡ���ȱ��©�졢���кʹ���˽�Է��ޡ�
2 �Ľ���ʩ
2.1 ��Ʒ���
��1���Ż��ܵ�ѡ�ߺ���ơ����ڲ������ʶΣ��ڿ������о������ӵ���רҵ��Ա����ѡ�ߣ����е������ۣ��ص��ע�ܵ����ߵ��ַ��ա��ڳ�����ƹ����У����е��ֶθ��˲����йܵ�·�ɵĺ�����ܣ����ܹ�ܵģ�����ר���͵���������ơ���ʩ��ͼ��ƽΣ������꿱������Ե��ֽ��н�һ��ʶ���Ʊܣ���չ����ֽ�ϵ�ʩ��ͼ��ƣ�������Ϊ���ڱ��´����IJ������ؽ���Ԥ���ۣ���ȡ��Ҫ���ش�ʩ��
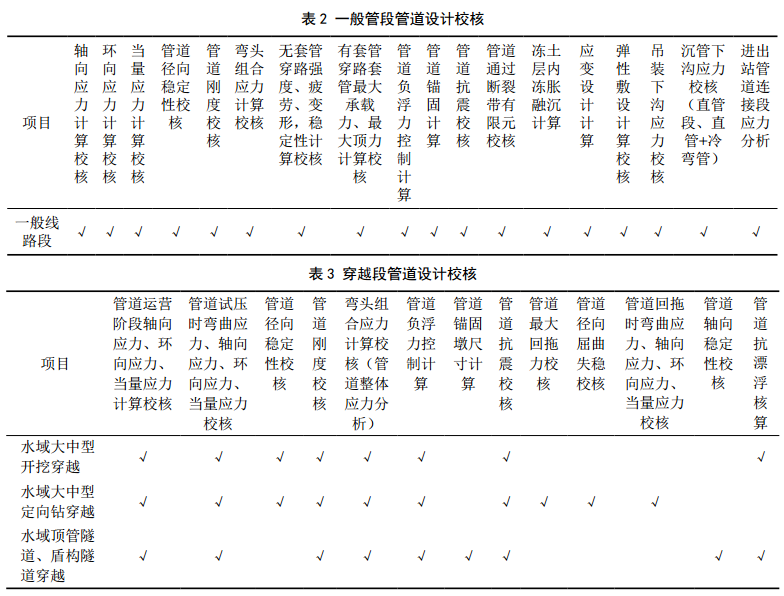
��2������Ӧ��У��ˮƽ���ڳ�����ƺ�ʩ��ͼ��ƽΣ���չ��ͬ�ܶ�Ӧ��У�ˣ����ʩ��ͼ���������ɸѡ���͵ضΣ����ǹܵ����ܾ��ܵ��ⲿ�����������������Ԫ��������ʵ�ʹ����µ�Ӧ��У�ˣ�ȷ���ܵ�Ӧ���������淶����Ӧ������� 2���� 3��ʾ��
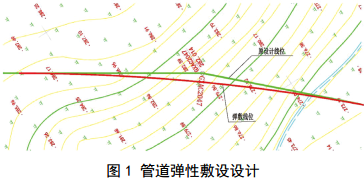
��3�������������ʹ��������ͨ���Ż��ܵ�ת��Ƕȡ�����/������ơ����Է�����ƣ�ͼ 1�������������ܴ������������Ƶȣ������������ʹ���������������ٲ��ȱں���Ժ��ڡ�
��4���Ľ����ȱں��¿���ơ���ں��¿ں���������׳��ֺ���ȱǷ/ȱ�ݺͲ����ϴ�Ӧ�����У����ܵ��ܵ��ⲿ�غ�����ʱ����һ���̶������غ�Ӧ�������ж�����Ϊ�������ڳ����ڲ���ĥб�µIJ��ȱں��¿ڣ�Ӧ������ϵ����1.16��1.29֮�䡣Ϊ����Ӧ�����У��Ż�����������������Ӧ���������������Ա��������¿���ƣ����ں�ڹ��ڲ��ӹ������¿���ʵ�ֵȱں�Խӵ�Ŀ�ģ����ͼ 2�����ø�ͼ��ʽ���¿ڣ���ͬ�ں���ϼ���õ���Ӧ������ϵ����1.04��1.08֮�䡣

��5���������ܼ�⼼�����ڿ��ܻ������ⲿ���صĵضΣ��绬�¡���ʯ�������������ݡ������ȵضΣ�������ܹܵ����裬���õر�λ�Ƽ�⡢����Ӧ��Ӧ�������ʩ��
�ڸߺ�����������ͺ�����Խ�㡢������ɰ���ȹؼ������������������ʵ���ص�λ�õ�ʵʱ������Զ�������ȫ�����ùܵ�й©�����Ԥ��ϵͳ������ͬ������ͨ�Ź��²��ù���������ʵ�ֵ��������Զ������Ͷ�λ���ܡ�ͨ�����˲��¼�����ʵ�ֶ��ص�ضιܵ�й©�����˴��м�������������Զ�̼�������ϵͳ��
��6����ͷ��λ�ü��鹵Ҫ����ȷ�����ͷ��Ӧѡ����ֱ�ܶ��ϣ�������ܵ����߶β�ӦС��24 m��ͬʱ������ͷ�����ڲ��ȱں촦���Խ������ʱӦ�����С��ܹ����ͺ�Ӧ���м�飬�ܹ�������Ŀ���������������ϸ������ 4��
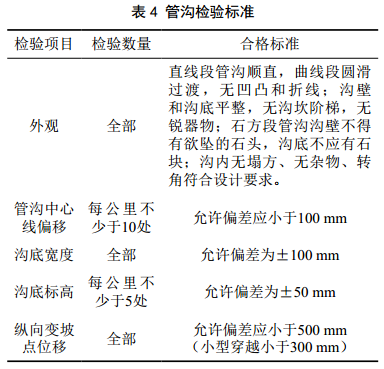
��������ضι��ױ�����������������Է����ÿ10 m��һ�㣻�����е�������µ㼰ˮƽת�ǵ������飬��ÿ�����ٲ����㣨ʼ�㡢�е���յ㣩���ۺ������������ڴ�Խ�γ����е�������µ��⣬��Խ��ÿ6 m��һ�㣨�����¶Σ�����������ߡ��͵����һ�㣻���ж��ܹ��Ĺ����ܵ������Ƿ�����Ҫ������ݣ�Ӧ�Թܹ��ױ��ܶ����Ϊ���ݡ�
2.2 �ܲķ���
��1�����ƺϽ�ɷ������ޡ��ֹܻ�ѧ�ɷֵĽϴ���죬�ή�ͺ��ӹ��պͺ��ĵ������ԣ���С�ֳ����ӵĹ��մ��ڣ����ӹܵ������Ѷȣ���ɺ�����ѧ���ܲ����Ӿ硣Ϊ�ˣ����õ�C��Mn�ijɷ������ϵ��������������Mo��Ni��Nb��V��Ti��Cu��Cr���Ͻ�Ԫ�أ�ͬʱ����Ҫ�Ͻ�Ԫ�ص�������ָ�꣬ʹ�øֳ������������豸�����ص㣬�����ϲ���һ�µ����ƹ��գ��Զž�������Ĺ��յ�����Ӱ�������������⡣ͬʱ��Ӧ�ϸ����CEP cmֵ��0.22%����ȷ���ֹ��������������С�������������Ӧȷ�����������ĸֹ�CEP cmֵ����뺸�ӹ��������õĸֹ�CEP cmֵ������ΧС�ڡ�0.02%��̼����������ΧӦС�ڡ�0.02%���Ա�֤�ֳ����ӹ��յ������ԡ�
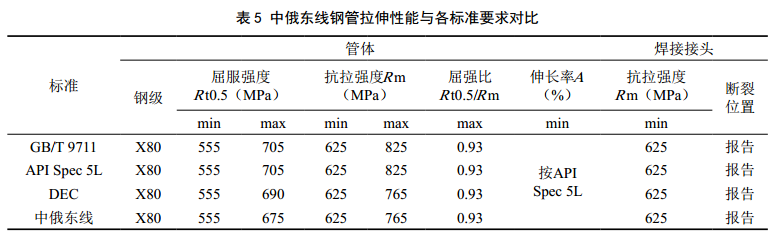
��2����С�ֹ�ǿ�ȷ�Χ���ܲ�����ָ����������Ƽ��ܲı��о��й涨���ж����߶�X80���߸�����ǿ��������705 MPa��Ϊ675 MPa������ǿ��������825 MPa��Ϊ765 MPa��Ϊ�ܲ��뺸��ǿ��ƥ��춨�˻������� 5����
��3���Ͽعܶ����γߴ硣���ӽ�ͷ���������½�ͷ������Ч�ں��С�����γ�Ӧ�����У���ѹ�������ͣ���Ҫ�Թܶ˵���Բ�Ⱥ��ܳ�ƫ���ϼӿ��ơ����ж�����Ϊ����������Բ������ƫ��ܶ�Ϊ0.5%D������Ϊ0.8%D���ֹܹܶ��⾶����ƫ��Ϊ��1.25 mm����1.0 mm��������ƽ��ֱ��֮���2.0 mm��ͬʱ�ڸֹ�����ļ�������ܶ���Բ�ȿ��ơ��ܶ��ܳ����Ƽ��������ʶҪ������Դ�������
2.3 ���ӷ���
���깤��ʵ�����������Զ������նԺ����������ܵ�Ҫ��ϸߣ����²�������ȱ�ݵ���Ϊ���ؽϴ��Զ���������Ժ�����������Ҫ��ϵͣ�����ȱ�ݲ������豸���ؽ϶࣬�����Զ������ո������ں��������Ŀ��������[2-3]��
���������о������߽������ƹ��Զ�������Ŀǰ�ж�������ȫ������Զ������ж����ߣ��ںӨD���룩�Զ����ӣ�����20�����ӹ������������������顢110���ֳ�ĥ�Ϻ���������졢28���ֳ�������������飬�������ܾ������Ҫ��
2.4 �����ⷽ��
����AUT����ܹ���ȱ����ȡ��߶Ƚ���ȷ���������Կ��ٷ���ȫ�Զ������������������Ӳ����������´���ȱ�ݲ���������ѡ��ȫ�Զ��������ⷽ����PAUT����TOFDͨ���������Զ�����ⷽʽ����ǶȾ۽���ⷽ��������ٶȿ졢��ΪӰ�������٣��������ʵʱ�洢�����ں�����˼��[4]�����ж����߿�ʼ��������Զ����������µļ�ⷽ������PAUT+TOFD�������GB/T 50818�D2013��ʯ����Ȼ���ܵ�����ȫ�Զ���������⼼���淶�����ձ���TOFD�����ͨ�������δ�ۺϳߴ�����˲���˵����ʩ���ֳ���ִ��GB/T 50818�D2013����ͬʱ��Ӧ���㲹��涨�����Ҫ�����ձ������ϸ�����ơ�
2.5 �ֳ������ܿط���
�����ǹܵ�ʩ���Ĺؼ����ڡ��ӡ��ˡ������ϡ��������������ǿ�Ľ������������������������˹��������ӻ����볡�����˹����������ؼ���Ա����ѵ�������������϶�ά��Ӧ��[5]�����Ӽ��������豸���������Ӳ��Ϲ������������������Լ����ӻ���������
3 ����
���ս��������ܵ�������ʧЧ��ѵ���ڹ�����Ƽ�ʩ�����̲�ȡ��Ч��ʩ��������ⲿ���ء����ٲ��ȱں�Խӻ�����Ӧ�����С��Ͽعܲ�����ָ�겨����Χ���Ľ����Ӽ�������պͼ�ǿ�ֳ��ܿصȣ����Ա�֤�ܵ��������������ܵ����۰�ȫ��
�ο����ף�
[1]����Ƽ.�����������ܵ��¹ʰ�������[J]. ʯ�ͺͻ����豸��2016��19(9)��90-93.
[2]��Сǿ������÷��ղʤ�ģ���.����ж����߸߸ּ���ھ������ܵ��Զ������������[J].��Ȼ����ҵ��2020��40(10)��126-132.
[3]������������.�ж�������Ȼ���ܵ��ںӡ�����λ����캸�ӹ���[J].�������ˣ�2020��39(9): 961-970.
[4]����÷����Сǿ���ܹ��ԣ���.�ж����߹ܵ��������ⷽ����Ӧ��[J].�����⣬2020��42(7)��28-34.
[5]������.�ж�������Ȼ���ܵ����̹����뼼������[J].�������ˣ�2020, 39(2)��121-129.

����飺����÷��1986������������ʦ��2010���ҵ�ڶ�����ѧ���ϼӹ�����רҵ��˶ʿ�о�������Ҫ������������ܵ������Թ������ܲġ����Ӽ����Ƶȹ�������ϵ��ʽ��15233166192��316667696@qq.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
