



ɽ���ܵ��������Ų鷽�������ݷ���
��Դ�����ܵ���������־ ���ߣ����ţ���ƣ����� ʱ�䣺2021-1-19 �Ķ���
���� ��� ����
���ҹ����������Ϲܵ���˾
ժ Ҫ���ڹܵ��������Ų����������У������ܾ�ȷ��ɸѡ��ȱ�ݺ��죬������Ч���ͳɱ�����������Ȼ���ܵ������ڶΣ�����Ϊ�����Ի������Ų鷽����������֤������жԱȷ�����̽������ͬ��ɽ���ܵ�������ȱ���Ų�ȷ�ʵķ�����
�ؼ��ʣ�ɽ���ܵ��������죻������֤����Ƭ���ڼ�⣻���ȱں�
����������ǿ�ȸֹܵ��Ļ�������������������[1]����������Ȼ���ܵ������ڶΣ����ߣ����¼��������Ȼ���ܵ���Ϊ����Ŀǰ�ѿ�����֤����������죬ƽ�����ϸ���Լ11%��Ϊ�˾����ܾ�ȷɸѡ��ȱ�ݺ��죬���ͻ������Ų������ɱ�����ƽ�����ϸ���Ϊ�����Աȸ������۷�����ʵ�ʿ�����֤�е�ȱ�ݷ������ʣ����Ų鷽����������֤�����Ӱ����������������֤��������Ч����̽�־�ȷѡ�ڵķ�����
1 �Ų鷽����������֤���
1.1 ��Ƭ����
��Ƭ������ͨ���Ų�ܵ������ڵ������������Ƭ���Է��ֺ������������ɵ㡱�����ݹܵ��ƹܺ�����Լ����ϣ�GB 50369�D2014����������ܵ�����ʩ�������չ淶����10.2.2������ԭƬ���ϸ�δ�����ϸ��Ƭ�����ʼ�˿��ʶ���ϱ�Ҫ���ɸ��ԭ�Թܵ������ڵ����л���������ߵ�Ƭ���ˣ���������Ƭ���˴��ɺ��ڡ�����������֤�����ֵ�Ƭ���ɺ��ڵIJ��ϸ��ʸߴ�55.94%�����ƿ�ռ��Ҳ�ﵽ7.43%���ɼ���Ƭ���ɺ���ʵ�ʳ���ȱ�ݵĸ��ʼ��ߣ����齫��Ƭ���ɺ�����Ϊ�������Ų����ѡĿ�꺸�ڡ�
1.2 ��������
������Ȼ���ܵ�������������۲��ð붨��������ͼ 1������Ӱ��ܵ�������ɿ��Ե�13��ָ���Ϊ������ȱ�ݡ��غɡ��������ܺ�ʩ���������࣬����������ָ��֮�������ϵ����ÿ��ָ����и�ֵ���֣��ۺ�����������ܵ�й©�Ŀ����ԣ����ڸߺ�����ڵĻ����죬�Բ�ͬ�İ�ȫϵ������ʾй©�¹ʺ�������س̶ȣ���������ֵ�밲ȫϵ����ˣ����յõ��ܵ����ߵķ��մ�С��
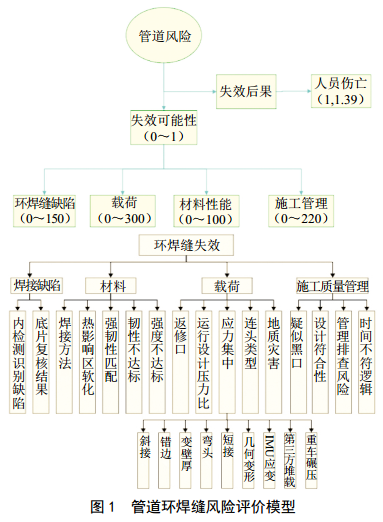
���ݷ������ۼ�����ȷ��������ķ��յȼ���������GB 32167�D2015���������ܵ������Թ����淶���ķ��վ���������Ȼ���ܵ���������շ�Ϊ�ͼ����м����ϸ������ĸ��ȼ��������Է������۽ϸ����ϻ����쿪����֤�����ֲ��ϸ���ռ��18.79%�����ƿ�ռ��1.11%�����и߷��ղ��ϸ�ռ�ȴﵽ20.47%�����ϸ���ԼΪƽ��ֵ2����˵���������۾���һ���Ŀ�ѧ�ԡ�
1.3 ����������
���ݹ�������Ҫ���۷���BS 7910:2013��Guide to methods for assessing the acceptability of flaws in metallic structures����GB/T 19624�D2004�����ú�ȱ��ѹ��������ȫ�������ȣ���ȱ�ݻ���Ϊ�����ȱ�ݺ�ƽ����ȱ�������࣬�ֱ����Բ��ȱǷ����״���ס���״���������ڰ����մ��ȣ����ơ�δ�ۺϡ�δ����ҧ�ߡ�����ȱǷ���������ס����μ�������
�������۽���������ȱ�ݶԽṹ������Ӱ���С�����غ�ȡ1.39��ȫϵ��������£�10 MPa�������������������ȱ�ݾ���ͨ������ƽ����ȱ�ݶԽṹ������Ӱ��ϴ��ڸ��ֹ��������۾��в���ƽ����ȱ�ݱ�����Ϊ�����Բ��ɽ��ܺ��ڡ�ͨ�������������۲��ɽ��ܻ����쿪����֤�����ִ�����첻�ϸ��ʸߴ�43.06%������ռ��Ҳ�ߴ�5.670%���������������۽����Ų�IJ��ϸں����ƿڵ�ȷ�Ժܸߣ��ɼ��Ի����쿪չ���������۵���Ҫ�Ժͱ�Ҫ�ԡ�
1.4 �ڼ���쳣
���ù����������������ڹܵ������У�ʵʱ���ͼ�¼�ܵ��ı��Ρ���ʴ�����������ͼ 2���������ȷ��ָ���ȱ�ݺ����ˡ��ڼ�����ݾ������ݶ������ʵ�ֽ����������ڼ������һһ��Ӧ���ҳ����ջ��������ڼ�����������Ӧ�ľ���λ��[2]��ͬʱ����Ͻ���������Ҳ�����������ƺڿڵġ����ޡ������졣

���������Ȼ���ܵ��ڼ�����ݶ���ɹ����Է��ֵĽ����ؼ������쳣��������֯������֤�����ֲ��ϸ�ռ�ȴﵽ24.61%�����ƿ���Ϊ2.36%�����ϸ���ԼΪƽ��ֵ��2.5����˵���ڼ������Ҳ����һ���IJο���ֵ��
�����ڼ�⼼����չ������Ӧ�����Ҳ���ռ���������ϻ��ɼ���IMUģ�鶨λ�ܵ����ꡣ�պ�Ŀ�����֤ѡ�ڿ��Ը��ݼ��������������Ӧ�������Ӧ�伯������ͼ 3������֯��Ӧ���ϴ�Ļ����쿪����֤��Ҳ���Ը���IMU�����뿢�����������ݽ��жԱȷ�����ȷ���ܵ�λ�Ʊ仯�������һ����֤����Ӧ���ڼ������ȷ�ԡ�

2 Ӱ�����ط���
2.1 �ռ�ֲ�
�Կ�����֤���ֵIJ��ϸ��졢���ƺ����ڹܵ��Ϸַ������Ρ���ʩ��������пռ��Ų���Ѱ��ȱ�ݻ�����ķֲ����ɡ�
ͨ���Բ��ϸ��졢���ƺ��츴�ĵ�Ƭ���ⲿ�������������ֲ��ϸ���ķ��������λ�ڻ������������ʻ��ɽ���������θ��ӣ��ܵ�������������������ijʩ����λ������顣�ܵ�ǿ����Ե����Ӧ��������λ�Ƶ��¹ܵ�������Ӧ�����ܵ���������������������ڴ���ĥ����ɺ��챡���ȡ�
2.2 ���ȱںڡ���ͷ
���ȱں�����������Ļ������������ں��ڵ��溸˫������Ѷȴ�����״ͻ��������Ӧ�����еȣ��û������ں��������ڱں�������������״��ͻ�䣬����������ʱ�����ײ���Ӧ������[3]�����������쿪�ѻ���ѡ�����ͷ���Ļ�����ʧЧ�����벻�ȱںڼ���ͷ��ĸ���йأ��ر�������������Ҳ�����Ӧ�����У�������췢�����Զ��ѴӶ������ӳ����ƵĿ����Ը����������ͻ����졣������Ȼ���ܵ�ͨ��������֤��������ͷ�ڵIJ��ϸ�ռ��13.55%�����ƿ�ռ��1.16%����ںڲ��ϸ�ռ��12.93%�����ƿ���0.74%����ͷ��ڴ����������ȱ�ݵļ���Ҫ����ƽ�����ϸ��ʡ�
2.3 ���ӹ��ա���������
�Ӻ��������Ϸ������ֹ����IJ��ϸڱ�����ߣ�Ϊ25%�������绡����֮��Ϊ15.28%���Ӻ��������Ͽ������+���ں������͵IJ��ϸ������ߣ�Ϊ45%����η��ڡ����+���ڡ���ܱ�ں��+���ڣ���4�ֺ������͵IJ��ϸ���ʾ���20%��25%֮�䣬ʣ�ຸ�����Ͳ��ϸ���ʽ���20%���¡�
3 �����ܽ�
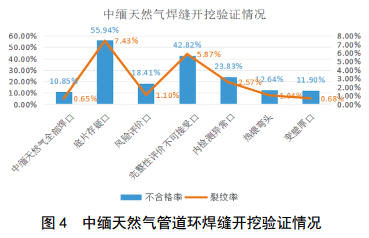
��������������Ȼ���ܵ������쿪����֤ʵ�������ͼ 4������ɸ������۷����ӡ֤����Ƭ���ɿڣ����ϸ���51.39%��������0.375%�����ڼ���쳣���ڣ����ϸ���24.61%��������0.236%������ȱ�ݺ��ڻ������ƺ��ڵļ��ʽϸߡ�������������ۣ����ϸ���18.79%��������0.111%���Լ��ڴ˻����Ͻ��е����������ۣ����ϸ���43%��������0.567%��������һ����ѧ�ԣ��Բ��Ҳ��ϸں����ƿڽ�Ϊȷ��������֤�˵�Ƭ���ˡ��������ۡ����������ۡ��ܵ��ڼ����ۿ�����Ϊ�����쿪����֤ѡ�ڵ���Ҫ���ݡ�
�Ӻ��������Ϸ������������䡢���С����ȱں�����⺸�ڳ���ȱ�ݵļ���Ҫ�����������ͺ��ڡ����ں��ӳ����Ѷȴ�������������ѡ�������״ͻ��������Ӧ�����е�ԭ�������Զ��ѴӶ������ӳ����ƵĿ����Ը�����������ˣ���ͷ��ڷ������Ի����졢�������Ρ�ʩ������ֲ�������Ҳ���вο��ԣ�����Ϊ�����쿪����֤ѡ�ڵ���һ�ۺϿ������ݡ�
4 ��
���Źܵ������ݵ����γɣ��ܵ���ȫ����������ֳ������������������ר���������ɹ������������������������������[4]���ҹ��ܵ����ڽ������������������࣬�������ݴ��ڲ�ͬ�̶ȵ�ȱʧ��������Ҫ��ѧ����ȡ��ؿ�չ������֤��̽������Ч�Ĺܵ����ݷ������������Ż�����������ھ����룬�������س����������������Ų�����Ҳ���ֳ�һ�����ɣ������ͻ�����֮������ݲ���Ҳ�������ԣ�ʹ�û�����ȱ���Ų�����ģ��ʵ�־�ȷѡ���Ų齫��Ϊһ�����ơ�
�ο����ף�
[1] ��㣬���ƽ�����棬��. �����ܵ�ʧЧƵ�ʼ�ʧЧ��������[J].�����ȴ�����2015��40(10)��470-474.
[2] �ܾ���. ���۹ܵ�����������Ų��л����쾫ȷ��λ����[J].���齻����2018(04)��20-21.
[3] �����壬��С������ɳ������. ij�ܵ������쿪��ʧЧ����[J]. �ȼӹ����գ�2019��48(3)��259-262
[4] ������. ���ڴ����������µĹܵ�������������˼��[J]. ��������, 2014��33(5)��457-461.

����飺���ţ�1983����������ʦ��2006���ҵ���Ĵ���ѧ������ϢѧԺ�Զ���רҵ������Ҫ���¹ܵ������Թ����������Ų鹤������ϵ�绰��15368668321��155325044@qq.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
