



ɽ���ܵ�ȫλ���Զ���ʩ�������о�
��Դ�����ܵ���������־ ���ߣ��� ʱ�䣺2021-1-19 �Ķ���
��
���ҹ����������Ϲܵ���˾
ժ Ҫ������ɽ���ܵ������ص��ȫ�Զ�����������Ч�����ƣ��㷺�˽�����⺸�Ӽ�����״����չ���ڣ��⣩�����з�����Ӧ������о��������������ƺ�ʩ�������о���ͨ�������ʵ����֤���γ�һ��������ɽ���ܵ���ȫλ���Զ����Ӽ�����
�ؼ��ʣ�ɽ���ܵ������£�ȫλ�ã��Զ���
�ҹ���������������߶��͵�����̨�ף�ɽ������ɽ�ء�����ֲ����������ԭ��ռ�����������֮�������Ź��ö�������Դ����ij����������߸ּ�����ھ���ɽ���ܵ�ռ��Խ��Խ�������Ƕ������������ܵ��������ϱ�������й�ܵ���ɽ���ܵ�ռ�ȴ�70%������ܵ��¶ȡ� 25��Ĺܶ�ռ�ȴ�90%��
Ŀǰ���������ھ��ܵ���ƽԭ������ʵ��ȫ�Զ����Ӵ���ˮʩ�����ж����߲���ȫ�Զ���������Զ�����ȫ�Զ�����ָ�ں���+�⺸����ϵ��Զ������ա�����Զ���������ָ�ֹ�����Զ�������ɸ������⺸���Զ�����������溸��ȫ�Զ����Ӵ���ˮʩ�������������ڣ����ӹ��ղ������ơ����ӹ����ȶ���������ѧ�������������������ױ�֤������Ч�ʸߡ�����Ҫʹ���������ܵ��¶Ȳ�����12�㡢���ʹܹ���ʩ����ҵ���ʩ���ϵ��١�
ɽ���ܵ���ͬ��ƽԭ�ܵ����������Ƶ�����¶ȴ��³���խ�����㱡��ʯ���ࡢ��ͷ�ࡢʩ���ϵ����ص㣬����Լ�������е�ȫ�Զ����Ӽ���ʹ�á�ɽ���ܵ�ʹ���ֹ����Ͱ��Զ�����ʩ��Ч�ʵͣ������Ѷȴ����������ױ��ϡ����˽⣬���ڿ�չ��������Ȼ���ܵ������������Ų�����ʾ��ȱ�ݺ�����Ȼռһ��������
Ϊ��Ӧ��������������������ʵ��ƽ���ش��ܵ�ȫ�Զ����Ļ����ϣ�ͨ�����ºͼ���ͻ�ƣ�ʵ��ɽ���ܵ��Զ������ӣ���ø������Ĺܵ����ڣ���չɽ���ܵ�ȫλ���Զ����Ӽ����Ƿdz���Ҫ�ġ�
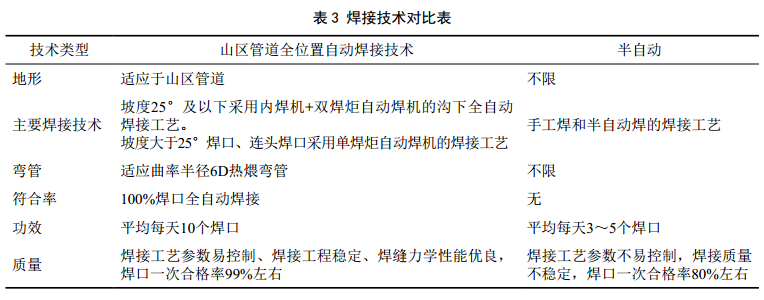
1 ɽ���ܵ�ȫ�Զ�������Ҫ����
����ɽ���ܵ����������ĸ����ԣ�ȫλ���Զ������¶Ȼ���Ϊ���ܵ������¶Ȳ�����25�㹵��ȫ�Զ����Ӽ����ʹ��¶�ȫ�Զ����Ӽ��� ��
1.1 �ܵ������¶Ȳ�����25�㹵��ȫ�Զ����Ӽ���
�ܹ����ͺ��ڹܹ��ڲ����ں���+˫�����⺸����ʵ�ֹܵ������¶�25���Ҵ������ʰ뾶6D������ܵĹܵ�����ȫ�Զ�������ˮ��ҵ�� ��Ҫ�漰���ں����з������¶���ơ���ҵ����ơ�ʩ��������Ӧ�Լ��ġ�������ˮ��ҵʩ�������ȡ�
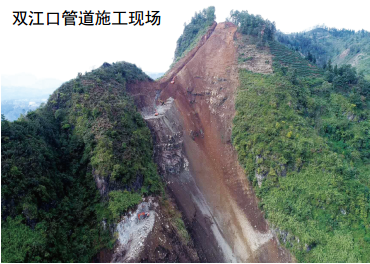
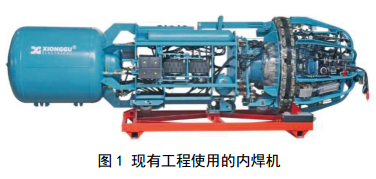
��1���ں����з������й���ʹ�õ��ں�����ͼ 1����Ӧ12��������¶Ⱥ����ʰ뾶Ϊ40D������ܡ�������Ӧɽ���ܵ�����ȫ�Զ����ӣ������ɽ���ں����з��� ���Ƶ�ɽ�����ں�����ͼ 2�����ӽṹ���������ƶ��ȷ���ͻ������������������������ͨ��6D���䡢����25�㣩������˲�����25���ɽ�����Ⱥ��������������ԡ�
��2����·��ơ�ͨ��·��ѡ�����·�ݶ�����ƿ��ƹܵ������¶�Ϊ������25�㣬ͬʱ����ʩ���ϵ㣬Ϊ����ȫ�Զ�������ˮ��ҵ���������� ͨ��������ҵ�����ȡ��¶Ⱥ͵�����������ˮ��ˮ��������ƣ�Ϊ�ܵ�����ȫ�Զ������ṩʩ��������
��3��ʩ�������ġ�BGY60ɽ�ز��ܻ��ǹܵ�ɽ��ʩ���������˹ܡ����ܡ��Կڵ�ר���豸����Ӧ���θ߶�Ϊ3000 m���£�����44 t���Ĵ������600 mm����������������30�㡣Ϊ�����豸�ȶ��Ժ�������������װ�˸����Ĵ�����װ�ã�����豸��ɽ��ʩ�����ܣ�ͼ 3����

��4���ƶ���վ���졣�����������£������ӷ��������ʡ����������ò����ڹ�III�������ŷű���ˮ��6��8�ס���ظ�ѹ���졢������ѹ����1500 r/minʱ���ʲ�С��149 kW���豸��35��б������ʱ������ȼ��ϵͳ����ϵͳ�Լ��豸��������Һѹϵͳ�����������������µ�פ��װ�á������Ĵ����Ȳ�С��600 mm������ȫҺѹ��������ǰ��˰�װǣ������ǣ��ǿ��Ҫ�����豸���أ����豸ǰ�˰�װ����������Ԥ����װ�����λ�ü���װ�ȣ������ΪҺѹ�������߱��������Ծȹ��ܡ�ǣ������С��8 t����˿���ij��Ȳ�����30 m���ﵽ����������С��25�㡢ǣ������������С��35�㣻�ܵ��۲����۵���360��(ȫ��ת)����������С��6.3 t����������Ȳ�С��8 m�������������������С��1.2 t��������ƫת��ƣ� �����õ�������ѹ��Ƶ����ѹװ�á���ͼ 4��

��5����е����������������⡢��Ƶ���Ⱥͺ���������һ�壬�����µ�פ��װ�ã���ʵ���¶ȡ� 25�����������ҵ��
��6������ʩ���������ܹ����ͺ��ڹܹ��ڲ����ں���+˫�����⺸����չȫ�Զ�������ˮ��ҵ�������ں�����ǰ���ͺ���ʱ�䣬����˫�����⺸��������ʵ�ֹ���ȫ�Զ�����ˮ��ҵ���ھ��ɨ�߲������ҵ����������ѹ���γ���5 km���ҵ�����������ҵ�档��е���ڹܹ��ͺ��ӣ����ܻ����в��ܺ���ԣ��ƶ���վ�ṩ���ӵ�Դ���ں������жԿں�����˫�����Զ��������������溸�ӣ�AUT�����⣻��е�������ڣ�ˮ�������ܹ����
1.2 ���¶�ȫ�Զ����Ӽ���
��������Ӧ�������Զ��������ڣ��⣩�Կ���Эͬ��ҵ����ʵ�ֹܵ����¶Ⱥ��ں���ͷ��ȫ�Զ����ӡ� ��Ҫ�漰�⺸�����ڶԿ����з������ӹ��ռ����ӽ�ͷ�������Ƶȡ�
����Ӧ�Զ�������ʵ�ֹܵ����¶Ⱥ��ں���ͷ�ڡ������D���D���桱ȫ�Զ����ӡ����Ƶ�ɽ���ܵ��ڶԿ��������������¶�40��ĺ����ڶԿڣ�����ͨ�����ʰ뾶Ϊ6D��������ܡ���������Կ�������ϵ������Զ����������ڃȺ������ڶԿ�������ʹ�õĻ�����
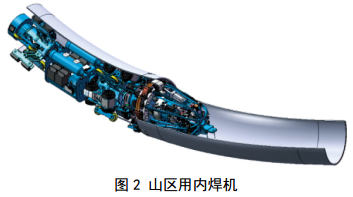
���¶κ���ʩ�����õ������Զ������ա�����һ������վ�Ļ���ʩ���� ����һ�����������������ܣ�����ܵ���Ժ��ӣ���ҵ������������£�Ҳ�ɲ���֮���ε�·������ʩ��ƽ̨�����������ɲ����Զ���Ԥ�ƣ���װ��λ���÷��������ڶ̶��µضΣ�ͼ 5����
1.3 ���ӹ���
�о�6Gλ�õ������⺸�����溸˫����͵ĸ����������͵������⺸��������ҩо��˿������䡢���溸��������ʹ�ý�����о��˿��ʵ�ĺ�˿�Լ�������ҩо��˿�������ڹ��¡�ɽ���ȸ�����εĺ��ӡ�
�о��ܵ������¶Ȳ�����25��ăȺ���+˫����ȫ�Զ���������ƥ��ʵ�ĺ�˿���߽�����о��˿���и�������Ǻ��ӣ�ͨ���Ż����ӹ��ղ���������Ӧ������25���¶ȵ��Զ������ӡ�
1.4 ������������
�����к��ӹ�����������������Ҫ���⣬�����������ݡ�
��1�����ӽ�ͷδ�ۺϿ��ơ��о������롢�ڿ�����Եͣ��ʱ�䡢�ڶ��ٶȵȹ��ղ�����δ�ۺϵ�Ӱ����ɣ������㡢�Ⱥ��㼰�����ж�δ�ۺ�Ӱ����������Ϊ�������룾�ڿ�����Եͣ��ʱ�䣻�����뼰�ڿ�ƫС������Ϊ�����¿�����δ�ۺ�ȱ�ݣ�ͣ��ʱ��ƫС����Ϊ�й��ɼ��δ�ۺ�ȱ�ݣ��ڶ��ٶ�ƫ�±���Ϊ�����ܡ��������¿ڵ���δ�ۺ�ȱ�ݣ����ڶ��ٶ��ǿ˷��������۳�Ӱ�죬ά���۳���̬������Ҫ������ͨ���ʵ����������롢��Եͣ��ʱ��Ͱڶ��ٶȿ���Ч����δ�ۺ�ȱ�ݡ�
��2�����ӽ�ͷ����֯�Ͷ������ԡ�ͨ�����Զ������ӽ�ͷ����RT��⡢��֯�۲졢���졢��������20���ıȳ����CTODϵ�����飬��������Ż���ĺ��ӹ��պϸ�ͷ�ۺ����ܴﵽ��Ҫ���ں���������ͷ�������������⺸����������������У����ڳ������ϸ��CTOD���鲻�ϸ������������ں��ӹ�������������CTOD�����Գ�����ۺ��ӽ�ͷ���ԡ�
��3�����ӽ�ͷȱ���������빤���ٽ�������ͨ�������ĺ��ӽ�ͷ�������飬�õ�ǿ�ȡ��������Ե��������ݣ�����ECA�о������FADͼ������BS 7910�������ṹȱ�������������������Ƽ���ȱ��������ؼ��㹫ʽ��������X70�ܵ����ӽ�ͷȱ�����ߴ�����C���Գ��Ӷ�����˿ɷſ�ȱ���������ձ���ECA�������ƶ��˹����ٽ�������ҵ����
��4�����ӽ�ͷ����Ӧ�������ѱ߽�������ʹ������Ԫģ�����������ϵķ�������ʾ���¶ȼ����Ӧ���Գ���ܵ���ͷ�ں��Ӳ���Ӧ����Ӱ�죬�ó�����ܵ�������ͷ�����¿ڸ���HAZ�ຸ������2.5��5.5 mm������Ӧ���ϴ�����ΪΣ������ʹ����ֵģ�⼰C���Ա�̣����ݵ����Ա��ι�ʽ���õ������¿ڸ���HAZ��2.5��5.5mm�Լ����溸HAZ��5.0 mm��7.5 mm���ں��ӹ����м��������ѽ��ۡ�
2 ����
�����鳡�غͺ��ӹ���̨��ɽ���ܵ�ȫλ���Զ���������װ�����ܡ����ӹ��պ�ʩ������Ƚ������顣
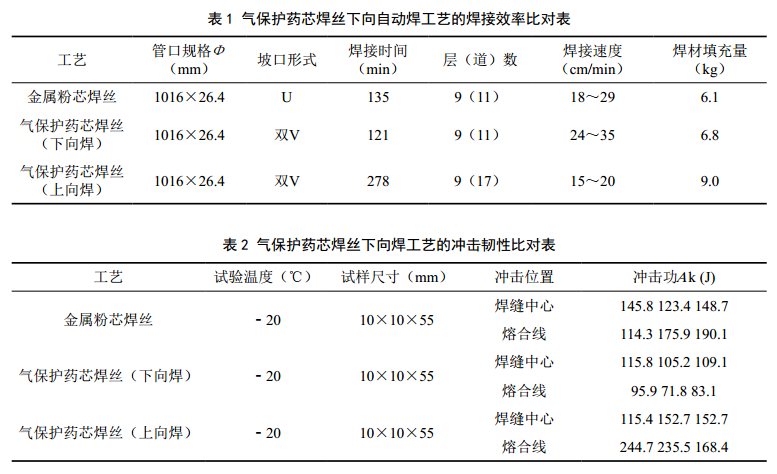
���¶ȹܵ����ں���ͷ�ڵĺ��������ں��ӹ���̨���С��¶�45�㣬���õ������⺸�����溸˫����͵ĸ����������������⺸��������ҩо��˿������䡢���溸����������Ч�������ڳ��������á�������Ժã�����Ч�ʸߣ��� 1���� 2���� 3��������25�����µij������飬��֤�˲��ܻ������ӹ��̳�����е���������ܡ�
3 ����
ͨ������Ʒ�����װ���з������ӹ��ա�ʩ���������о���ʵ����ɽ���ܵ�ȫλ���Զ����������ڹܵ��¶�25�㼰���µĺ���ʵ���ں���+˫�����⺸���Զ���������ˮ��ҵ���ڹܵ��¶ȴ���25�����ͷ�Լ�����ضεĺ���ʵ�ֵ������⺸���Զ�����ҵ����ȫʵ��ɽ���ܵ����к���ȫ�Զ����ӡ�

����飺�����ҹ����������Ϲܵ���˾����ר�ң�������ʦ��1985���ҵ�ڻ���ʯ��ѧԺ����רҵ����ѧ���ơ���ҵ����¹ܵ�������ƹ���27�꣬��ɴ���ع�������漯�乤�̵�40����ٻ�2004����ҹ�����ƽȶ������2012��������Ϲܵ���˾��������������ܵ����̽����ܣ�����Ҫ���ι��̼��������Ϳ��й�������ϵ��ʽ��18085810801��1581362180@qq.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
