



�ֹ��ټ�벻����������ܵ�������ͷ�����е�Ӧ��
��Դ�����ܵ�������2021���5�� ���ߣ���ѧ�� ��� ������ ���� ��С�� ������ ʱ�䣺2021-10-12 �Ķ���
��ѧ�� ��� ������ ���� ��С�� ������
���ҹ������������ܵ��½��������ֹ�˾۷��ά��������
ժҪ�������ܵ���������ͷ��ҵ�У������Ƿdz��ؼ��ĺ��ӹ��������ֹ��ټ�벻������ص㣬������Ӱ�������������Ҫ���أ��ܽ��˸����������ɼ�����ȱ�ݿ��ƴ�ʩ��������������������ϸ���������ߣ����췵���ʽ��͡�
�ؼ��ʣ������ܵ���������ͷ��벻�������������ȱ��
�ֹ��ټ�벻����������ɵ绡�ȶ���ͦ�ȸߡ����Ժõĺ������ܣ�����������α��������������ı�����ͣ������ٶȿ죬Ч�ʸߣ������ã����躸���豸�����ڰ��ˣ��ر�������Ұ����������ͷ��ҵ�������ǹܵ����ӵ��ײ㺸�죬�ǹܵ���������ͷ��������Ϊ�ؼ����Ѷ�����һ�㺸�������ֹ��ټ�벻���Ӧ�õ�������ͷ�����У�����֤�亸��Ч����
1 Ӱ���������Ҫ����
1.1 �ܲ�
�¾ɹܵ��ĹܲĹ���ͺ�ƫ�����ɹܱڴ������ϴԿڼ�϶�����ȵ������ڸ����������ײ���δ����δ�ۺϡ����ƵȺ���ȱ�ݡ�
1.2 ����
����������Ӱ��ϴ�ԭ�ܵ�����Ȼ�����û�������������ܶȲ�һ����ͬ�ι��߶ദʩ������Ը߶Ȳ�ϴ��Լ��жϷ��رղ��ϣ�����λ�û�����ѹ��ѹ״������������������Ӱ��绡������ȼ�ա�����ʱ�����ڲ�����Ȼ������ȫ�ſգ�����������������Ӷ����º������ѣ��ײ������ס������Ⱥ���ȱ�ݡ�
1.3 �ų�
����ܵ�������©�����ܼ����������ص����������Ż�������ʱ���ֵ�Ż�ƫ��ʹ���ӵ绡ƫб���ܵ������ɵ��¿ڸ����γ��۳أ��ײ���δ�ۺϡ����ס������Ⱥ���ȱ��
1.4 ���ڱڸ�ʴ
�ܵ�������H2S��ʴ���ֹ�����ɢ���������Dz����ӳ��ѷ����Ҫ����֮һ���Һ����ײ�������״���ܼ�С���ף�����ʱ���¸�����������ᾧ���ƺ���ȱ�ݡ�
2 �������ӹ���
2.1 ��ǰ��
��1��������벻������͡��⡢ˮ�ر����У����ײ������ף���ĸ�ĵı�������Ҫ��ϸߡ���ǰ���뽫�ܵ������¿ڱ�Ե����20 mm��25 mm��Χ�ڵ����ﳹ������ɾ����ý���ɰ�ֻ���ĥ���������������¿����������������20 mm���ϡ���˿�������֬��������ɰֽ��ĥֱ��¶����������ԭ�ܵ��ڱ����и�ʴ��λһ������ͪ��ϴ����ĥ������ȥ�⣬���ٺ���������ơ���������
��2��ѡ�æ�8 mm��10 mmԲ���Ρ��������մ����졣
��3��ѡ�æ�2.5 mm�����ټ��������ͷĥ��30��D40������ʹ�绡�ȶ���
��4��������ȴ��� 99.96%���ɺ��ӣ���������ѹ������1.5 MPaʱ�������
��5����������ʱ������ٴ���2 m/sӦ���÷����
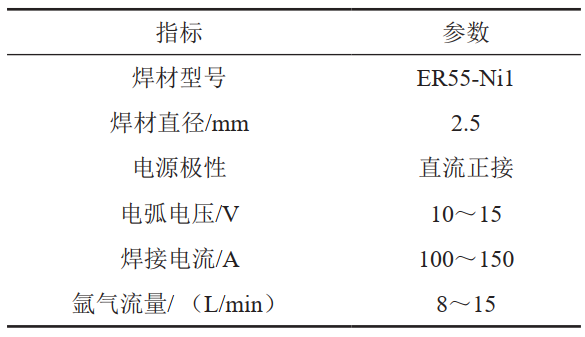
2.2 ���ӹ��ղ���
�Ԧ�1219 mm��18.4 mm�ܵ�Ϊ����벻���ѡ�ô�����CHG-55C1��ER55-Ni1��˿�����ӹ��ղ������� 1��
�� 1 �������ӹ��ղ�����
2.3 ���Ӳ�������
��1������Ҫ�㡣����ǰ�������ϸ���Ҫ�����100 �桫150 ��ĺ���Ԥ�ȣ����㺸��������λ�ô�ĥ�ɻ�����״��ͼ 1������֤���������Լ��ں����á����ں����������ε��¼�϶С��3 mmʱӦ��ʱͣ���ý���ĥ�������϶����3 mm���ɼ������ӣ�����ҡ�Ѳ�������λ����ʱ���ù�����˿�����绡���ȱ����� 2 mm��4 mm֮�䣬�����뺸��������70�㡫85��֮�䣬��˿�뺸���ļн�Ϊ10�㡫15�㡣
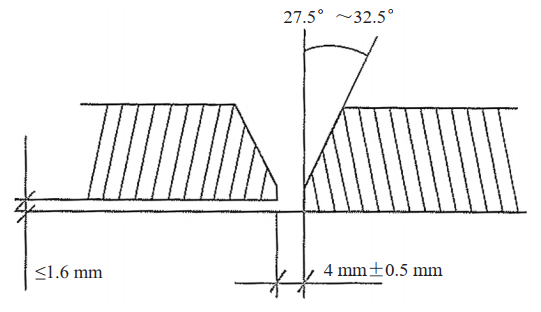
ͼ 1 �¿ڼ�������
��2��ҡ�Ѻ����ַ�����ǹǹ��ֱ��ѹ���¿��ڰڶ�,ǹ����Һ̬�۳صľ���Ͻ�,����ʹ���������ֱ����۳ء������ڶ�·�߸���װ���϶���¿���״,���ӹ�������ʹ֮���Ⱦ��ȡ����ݹܲĺ�Ⱥ��¿ڽǶȣ�ѡ����ʵĴ�����ټ�����ij��ȣ�����ǹ�ŵ��¿��ڣ�������ѹ�������¿ڱ��档Ҫע����ѹ����һζ��ǰ�����������ô����빤���ĽӴ������������ڶ�����Z�Ͱڶ���Ҳ����ֱ�ӻ�Բ�����������������첻Ҫ�뿪�¿ھ��Ȱڶ�����ǹ���ֿ����뺸����
��3�����ӡ������������ϲ�����ǰ��Բ��6����λ��ǰ��5 mm��10 mm��������12����λ���ջ������ӹ����в��ϵ�����ǹ���Ա�֤�ټ���ֱ�ں����������߳�90�㡣������ǰ��������������Ҫ�죬��ֹ�����ټ���ͷ���������١����ö�·�Ӵ����������ټ��˲������¿�Լ1 mm��2 mm�����ú�˿������ȼ�绡���绡�������λ�ã���ĸ�ļ��ȣ��γ��ܳغ�������Ӻ�˿���ջ�ʱ��ֹͣ��˿���ʵ��ӿ캸���ٶȣ����绡�����¿�һ�ߣ�����Ϩ��������������Ӻ����ס�
��4����˿Ҫ�㡣�����ֽ���˿�����ͽ��۳أ���˿����Ҫ�ᣬ���ý�����������㡣��˿��ͨ���۳ص����߳�10�㡫15��ʱ������ؽ���˿���¿��Ϸ��ͽ��۳��ʹ�ۻ������ﵽ�¿ڸ�����5���ӨD7���ӷ���Ӧ��������˿�������ڰ���δ����
��˿�����۳غ��ټ������¿�һ��ʱ����Ҫ��ͣ����ֱ�����ڽ������¿������ۺϣ����ܰ�����һ�ࣻ�ܶ���ʼ������������졣����϶��С���۳��ܹ����¿������ۺ�ʱҲ���Բ��ڶ��ټ�����˿λ�ø��ݺ����϶�Ͷ۱ߴ�С�ʵ����������Ʊ��߶Ȳ��ܹ��ߣ�һ����ڸ������ɡ�
��5�����ں��ӡ����˽�ԽӼ�϶���۱��Լ����������������������������ʱ���ټ��ͼ�˿λ�����¿ڸ���������ʱ������˿���鿴��״�����Ա����б���̶ȡ��ټ����˿λ�������Զ���ȡ�
2.4 ����ȱ�ݼ����ƴ�ʩ
��1��δ�ۺϼ�δ�������ƴ�ʩ:�ٹܵ��¿ڼӹ�������Ϲ淶Ҫ��ǰҪ�ϸ����ĸ�ĺͺ���������������ʣ���ѡ�����˵ĺ��ӵ����ͺ����ٶȣ��ϸ�ִ�к��ӹ����������ӣ��۲�����ȷ�ĺ�ǹ�����Ƕȣ���֤������������ۻ�������ã��ܿ��ƴ�������
��2�����ס����ƴ�ʩ���ٽ�ĸ�ĺͺ��ı�����������������ɾ�����ɺ�������ѡ������ĺ����ٶȺͺ��ӵ�����������һ��ܿ�ʹ�������ܷ�£���Ч�����뺸������ͨ���纸�ӹܶγ��ȣ�ʹ�ܶ����������ٽ�����ͣ��ܺ���ʱ�����ܱ����¶Ȳ�����������Ƶ������Ԥ�ȹܿڣ������ܵ�����ѹ���2��ͬʱʩ��ʱ��ʱ���ѶԷ�ע�⣬�����ĥ�����в�������м�����۳ز������ȡ�һ����Ժã�������һ���Զ�ʱ���ں��꣬�����п����ڹܵ�����������±�˺�ѡ�
��3���������������г�����3���ӡ�9����λ�ã�����϶����4 mmʱӦ����������˿����������˿����ͬʱ�ʵ���С���ӵ�����
��4����˿�����⺸˿������ڹ��ౣ֤ÿһ����˿���ܽ���˿�˲��ۻ���
��5�����١����ӹ����б��⺸˿���ټ��Ӵ��������ټ�����ʱӦ��ʱͣ�����д�ĥ����������������������ɼ��١�
��6���ڰ���ʩ�������к�ǹ�ڶ����Ȳ��ܹ���ʹ�绡���������ڸ���������������溸������Լ��ڱ���İ��ݡ�
3 �����������
�ֳ����ӹ����У���ʹ�����Ż����ź�ܱ���Ȼ�����š��¿ڼ�϶��۱߲�һ�£�����ѡ���϶���ʡ���������λ���Ⱥ��ӣ���ϸ�۲�绡�ڹܵ��¿�������ȼ��״����ͨ��������ǹ��ܵ��ļн��Լ����ֶ̻����ӣ�����ʹ�绡�������¿ڶ۱ߡ�������Ӱ��ʱ��Ӧ�ʵ��Ӵ��������������ѹ�͵绡�����������β���ӶΣ�����ڶΣ�����ѹѡ����������ƽ��λ�ã���ѹѡ��������λ�á�
4 ����
�ֹ��ټ�벻�����������ǿ���ֵ�Ͳͨ�������϶ֱ�ӹ۲��ڲ��������������ʵ�á�������������������ϸ���������ߣ����췵���ʽ��͡�������۷��ά������������������ͷ��ҵ�ж��ʹ���ֹ��ټ�벻���������ȡ�������õ�Ч��������˺��������������ƹ�Ӧ�á�

����飺��ѧ�䣬1985��������������ʦ�������ܵ��½��������ֹ�˾۷��ά�������ĺ�������Ҫ�����������ܵ�ά����������ϵ��ʽ��18209656864��584888447@qq.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
