



��ھ���Ȼ���ܵ������������Ų����������
��Դ�����ܵ�������2021���2�� ���ߣ����� ������ ������ �ޱ��� ������ ������ Ҧ���� ʱ�䣺2021-4-7 �Ķ���
����1 ������1 ������1 �ޱ���1 ������1 ������2 Ҧ����3
1.���ҹ��������������乫˾�� 2.�人����������̼�������˾�� 3. �й�ʯ�ͻ����������۹�˾
ժҪ�����ӹ��ա��ֳ���ҵ������ʩ������Լ�Ӧ�������仯�ȣ��ͬ�̶�Ӱ��ܵ�������������ͨ����ȡ�����ڵ�Ƭ���ˡ��ڼ�����ݱȶԺ��ֳ�������֤�Ƚ����Ų飬Ϊ���ܵ�����ȱ�ݡ������ܵ�ʧЧ�����ṩ��ѧ���ݡ���ij��˾�������Ƭ����ʱ���ֺ��ڴ�������ȱ��Ϊ����ͨ���ֳ�TOFD��������⣬��Ϊ����չ���յĿ��ܣ�����ȷ������Ӧ�Ĵ�����ʩ��
�ؼ��ʣ������죻������Ӱ����������ȱ�ݣ������⣻�ܵ�ʧЧ������ܵ�
ij����ܵ��ܾ�1219 mm���ܲ�X80��ǿ�֣�һ������ں�18.9 mm������ѹ��8 MPa�����ͽ���Ϊ��Ȼ����2020�꣬�ڻ������������Ƭ����ʱ����1�����ڵ�Ƭ��1#��Ƭ������������Ӱ��������ȱ�ݣ��¿�δ�ۺϣ��������ڶ��ο��ڸ��ģ����������¸��Ľ����2#��Ƭ�������������۵�λ�ֳ�����ר����֤��������ȷ��������ʩ��
1 ����ȱ���������۴�������
�Ժ���1#��Ƭ����ʱ��������������Ϊ������Ӱ�������ƻ��¿�δ�ۺ϶����������˾���������δ��������Ƭ����ȱ�ݣ�����¼����ⱨ�棨TOFD��Ҳδ��ʾ��ȱ�ݣ���˾δ���дŷۼ����������⣻��ϸ��ļ����������ų��ú�����ڲ��ɽ���ȱ�ݣ����ƣ��ĺ������ɣ�ͼ 1����
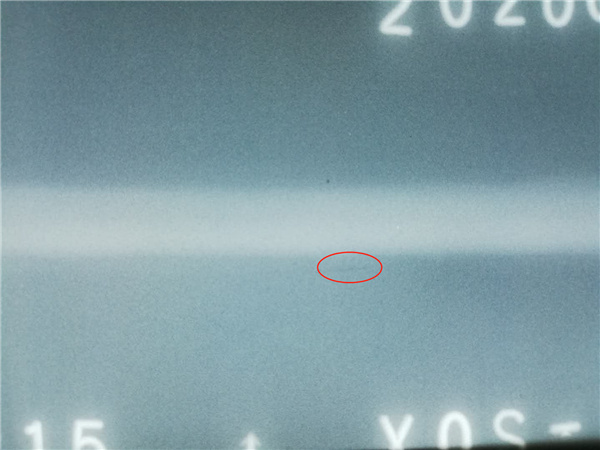

ͼ 1 ����1#��Ƭ����ۼ��
2 ��ط��������
����˾��������������������ʩ����λ����˾��������˾����Ƭ���ֻ���λ����ؼ�����Ա��ͬ���飬ȷ���ֳ�����������������������ݡ�
��1����ص�λδ���ҵ��õ����ڽ����ڵ�Ƭ��
��2��δ�ܲ�ѯ�������ڹܲ������ϸ�֤����
��3���õ�����Ϊ�Զ�����X���ߵ�Ƭ�������ֹ���������ʩ�����������Ͼ�����¼��
��4��ʩ����λ��ȷ�ϸõ���������ĥ���ϱ�Ҫ��
3 ���ο��ڼ�ⷽ��
���ο��ں��ȼ�麸����棬�����߲��ĵ�Ƭ�����������֤�������дŷ۱����⡣
��1����ȷʵ��ʩ����λԭ���ӱ��氼�����⣬�������ȱ�����ͽ��д�����
��2���縴��X�������Ӱ���г��������ʹŷۼ�⡣
��3�����������Ӱ�ŷۼ��û�У�˵��ȱ��ȷʵ���ڣ����һ��ȷ��λȱ�ݵ㣬���³���ⱨ�档
��4������Ϊ�α����ڣ����������������۳������ݻ�����ȱ�����۱���ȷ������������ʩ��
4 ���ο����ֳ��������
��1����˾�Ըú��ڴ��ɲ�λ�������ߵ�Ƭ���ģ�����2#��Ƭ��ʾ������Ӱ����ȱ��Ӱ����Ȼ���ڣ�ͼ 2���������������Ϊ����ȱ�ݣ�ȱ��λ��44 mm��ʼ��54 mm������ȱ�ݳ���10 mm�����������������Ϊ����ȱ�ݣ�ȱ��λ��44 mm��ʼ��54 mm������ȱ�ݳ���10 mm��ȱ�����2.5 mm���ŷۼ��������Ϊ����ȱ�ݣ�ͼ 3����ȱ��λ��44 mm��ʼ��54 mm������ȱ�ݳ���10 mm��ȱ�ݿ���1.0 mm�������δ������ȱ�ݣ�˵��ȱ��Ϊ������ȱ�ݡ�
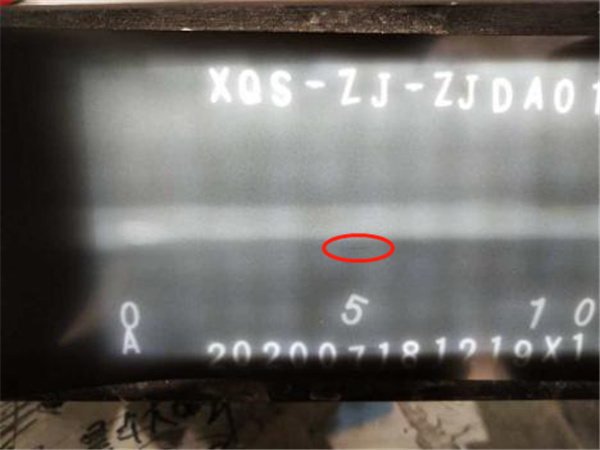
ͼ 2 ����2#��Ƭ

ͼ 3 �ŷۼ�⸴��
��2��������ۼ��ʱ����ȱ��λ�������Դ��ߣ����������ڽ����ڶԿ�����У������ȱ��λ���н����ڷ��ۼ������ӷ���Ϊ�Զ�����ȱ��λ�����ֹ������ۼ��������Ƿ���ȱ��δ�����ɾ������ڸ�λ��Ӧ��������ɷ���ȱ���ӳٿ��ѡ�
��3�����Ըú���ȱ��λ�ý��дŷۼ�⣬֤ʵ����ȱ��ȷʵ���ڡ�
��4�����������۵�λ�Դ˺��ڽ���TOFD��⼰������⣬���Ը�ȱ���������������ۡ�
5 �����
���θ����ȡ4�ּ�ⷽ����2#��Ƭ��������ֱ��ǣ���������Ϊ���ƣ���������������ȱ���������ŷ�����Ϊ���ƣ�������ʾ�����ڸ��Ľ����44 mm������10 mm���ֳ�TOFD��������⸴�˽����
��1�����ƣ�����0:08λ�ã�����10 mm��ȱ�ݸ߶�2 mm����������3.8 mm��
��2����������ƣ�����0:15λ�ã�����10 mm��ȱ�ݸ߶�1.7 mm��
�����߸��췢�ָ�λ�ô���ȱ��Ӱ����������ȱ�����2.5 mm���ŷ۸�����ȱ����ʾ����������û��ȱ����ʾ˵���ǽ�����ȱ�ݣ����������۵�λͨ��TOFD��������⣬���۽��Ϊ������ȱ����ѹ��������С�������������غɣ�������ƶ����غɣ���ǰ���£���ȱ����״���������а�ȫ�����ú��ڴ�������ȱ�ݣ����ǵ������������ܱ����仯������ʳ����ȣ����ú�������ȱ�ݴ�����չ�����²��������а�ȫ�ķ��ա����ǵ����ڴ������ƣ�����չ���գ�����6������B����Ͳ������ע������ȷ��ȱ�ݺ������̼�װB����Ͳ������
6 ԭ��ʩ
ͨ���ֳ���ʵȷ�ϸú���ȱ��λ�������Դ��ߣ������Է��ۼ���Ӧ�ǽ�������Կ�����У��������������ʱȴδ���ַ���¼���õ����ڽ����ڲ����Զ����ӷ�������ȱ��λ�����ֹ���������ӦΪ�����ڷ���ȱ��û�д����ɾ������ڸ�λ��Ӧ��������ɷ���ȱ�ݶ��������ӳٿ��ѡ����ڸú��ڷ�����Ϊû�������ϱ��������̲��ܿأ���ɴ˴�ȱ�ݡ�
�ݴˣ�Ӧ�ڱ���ְҵ���ɻ����ϣ������жϸú������ڹ���������������ܿصķ�����Ϊ��������������ȱ�ݵ��쳣״̬������ȱ�ݵ����͡�λ�á��ֲ�������״̬��Ϣ��ȷ�Ը�����������ɺܴ��Ӱ�죬����©�������������ߣ�������ܴ��ڶ�η��ޣ��������ۺ�����ѧ���������½����������Ըöι���ʩ����λ�������������ϸ�˲飬ȫ��������Թ��߷��ܿط����������η�������Լ�����û�м�¼�ڲ�ķ��ܿ�ʩ����Ϊ���г����Ų顣
7 ��ʾ
�ú�����ο��ڸ������¼�⣬��֤�˸�������̺ͽ��������SY/T4109�D2013 ��ʯ����Ȼ�����ʹܵ������⡷���������Ų鿪�ڸ��IJ�����̡����Ҫ��
Ϊ������������ٴη�����Ҫ������ǿ������ۼ�飬�Կ��ں��ԭʼ�����ʹ�ĥ�������մ浵�����з������Ӱ��λ�ص����ۣ����Ӽ�ⷽʽ��ȷ���������Ի������Ų�����з��ֵ����ѡ������Ƭ��Ӧ��֯ר�һ���ȷ����������ۣ��������©�������������

����飺������ 1982����������ʦ��2004���ҵ�ڽ�����ѧ��ѧ�����빤��רҵ����ְ���ҹ��������������乫˾�人�����ֹ�˾����Ҫ���³��������ܵ���������ʴ���ơ��ܵ���������ȷ���Ĺ�����������ϵ��ʽ��13971236769��30013608@qq.com��
ͨѶ���ߣ������⣬�У�1988����������ʦ��2010���ҵ�ڻ��пƼ���ѧ�Զ���רҵ����ְ���ҹ����������乫˾�人�����ֹ�˾����Ҫ���³��������ܵ��������ܵ�����������Ų�ȷ���Ĺ�������ϵ��ʽ��18986089900��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
