



�����ܵ�ͣ�䶯����ͷʩ����ҵ�������ƹ���
��Դ�����ܵ�������2021���2�� ���ߣ��θ� ������ ����� ʱ�䣺2021-4-7 �Ķ���
�θ� ������ �����
������Ȼ���ܵ�����˾ά��������
ժҪ�������ܵ�ͣ�䶯����ͷ��ҵ�����ͻ������������µĹܵ�ʩ����ҵ�������ϡ���Լ����������зdz���Ҫ�Ļ��ڣ�ֱ�Ӿ�������ҵ�ɰܣ���������ҵ�������������ƴ�ʩ�������˹������顣
�ؼ��ʣ������ܵ���������ͷ�����϶Կڣ����ӣ���������
�����ܵ�ͣ�䶯����ͷ��ҵ�����¼�ƶ�����ͷ�� ����Ȼ���ܵ�����Ȼ��վ�����ͻ�������������������ʱ���õ���ά����ҵ��ʽ������ʩ���Ѷȴ�е���̶ȵ͡�ʩ��ʱ������ص㣬����ҵ�����������ƹ�����Ϊ��Ҫ��
1 ������ͷ����
������ͷ����Ϊ���ܵ�ͣ��D��Ȼ���ſըD�����û��D��ȼ������D�ܵ��и�D���ҷ�¨D�ܿڴ�ĥ�D���������ϨD��װ�¹��D�����ͷ�D���ڼ��ȨD���ӨD������D�������ڵȡ�
�������ʩ���������Ƽ���������ҵ����ʶ���ų��������豸���ֳ���������ҵ�ӵĿ��ڼ�������֧�����������з��¡�����������ͨ���ȡ�
2 ������ͷ��ҵ�����ܿ�
2.1 �ܹ���ҵҪ��
ͣ����ͷһ��Ҫ��24Сʱ��������ҵ��ʱ������Ͷ�ǿ�ȴ���ҵ��ԱҪ��ϸߡ�
��1���ܹ�����ǰ��Ϥ��ҵ����������ǰ���ֳ����켰���������Լ��ֳ������ߵĺ����ڷš�
��2���̽ڡ��ܼ������ŵ����ϰ������Ҫ�����ǰ�ڵĺ˶����գ���ɶ����ܵ���֧��������
��3���̽ڡ��ܼ��������ʱ�����뽫�¿ڱ��桢��Ե���ڲ������⡢ë��ʹ���ֳ�ɰ�ֻ������ɾ���
��4���ܵ���Թ����г���ƫ����ڡ���϶�����ʱ����ǿ����ԣ����б�Ҫ����ĥ��������
��5���̽����ϡ����ǰ������ȷ���¾ɹܶεĺ���������ܳ����غ�����
��6����װ��ҵ����ָ��ר��ָ�ӣ��������ָ����ɵ�װʧ���¼���
2.2 Ӧ����λӦ��
ԭ�ܵ��ڶϿ���˲��ܵ�Ӧ���õ��ͷţ����ܿ�֮��ᷢ������Ԥ֪���ϡ��¡����ҷ���λ�ƻ���������Ա�ڹܵ��и��������������Ӧ�İ�ȫ��ʩ������λ�ƻ�Ӱ��������ȣ���ɹܱڴ������ϴԿڼ�϶�����ȵ��������ȡ���´�ʩ��
��1�����뿼�Dz����ߴ�ƫ�ʩ���ֳ��¶ȱ仯�������������ε����أ������ߴ���㲹����Ҫ�����������ҵIJ����������Ƕȡ�
��2��Ϊ��֤���ϳߴ羫���������²�����У� ���г���Ҫ�����Ĺܵ����ڹܵ���ѡ��һ���и��һ�����ڣ�������̶��ܵ������ߣ����ֳ��ĵȷݡ��ڹܶ��⾶�ܳ��ϣ��ֱ������������������ߣ��и����ֱ����Ϊ�����ӳ��ܶζ��������ߣ��������ܶεĸ߶�ƫ��ӳ��ܶε����������ߣ��������ܶε�����ƫ�ȡ�ܿڵ��ϡ��¡������ĵ�������ܶ�֮�����Ӧ�Ľṹ�ߴ�ͶԽ��߳ߴ磻�����Ϲܵ���ͬ���ֳ����������ĵȷݣ���������Ӧ�Ľṹ�ߴ粢���������ӽǶȡ�ͨ�����Ӧ��λ�ã���������õ�ʵ�ʳ��ȣ���ȥһ���¿ڳ��ȣ��ټ��ϡ�4 mm��϶��ͨ�����������ĵ㳤�ȳߴ���л��ߣ���������ֵ����и���ȷ���ߴ羫�ȣ������ϹܶεĶ̽�����ȷA��B���˲���������ߣ���Ȧ��Ȧ����Ҫȥ�����и���Ȼ������и��ĥ����ԡ�
2.3 �����������ܱڴų�Ӧ��
�ܵ��ڲ���������ҹ�²�仯Ӱ�졢�ſչܳ��������Ʒ��Źرղ��ϵ����أ��γ��������ź�����ҵ��Ӧ��ȡ���´�ʩ��
��1���ܵ������ڲ��������ҡ�����ǽ��¡�
��2��Խ�����ӷ��ʱ����������Խ�����ַ�Ҫ�á��ٶ�Ҫ�졣
��3����ѡ����ͷ�Կ��豸��ʹ�豸��ѹ������ѹ��һ�£���֤���ӳ��͡�
��4������ܵ�һ�㶼����©�����ܼ�⣬ͣ����ͷʱ�����ӹ��̽��ܵ��ܱڴų�Ӱ�죬ʹ�ùܵ����Ż������ܵ����˴������ٺ��ӡ�
2.4 ���ӹ��յ���
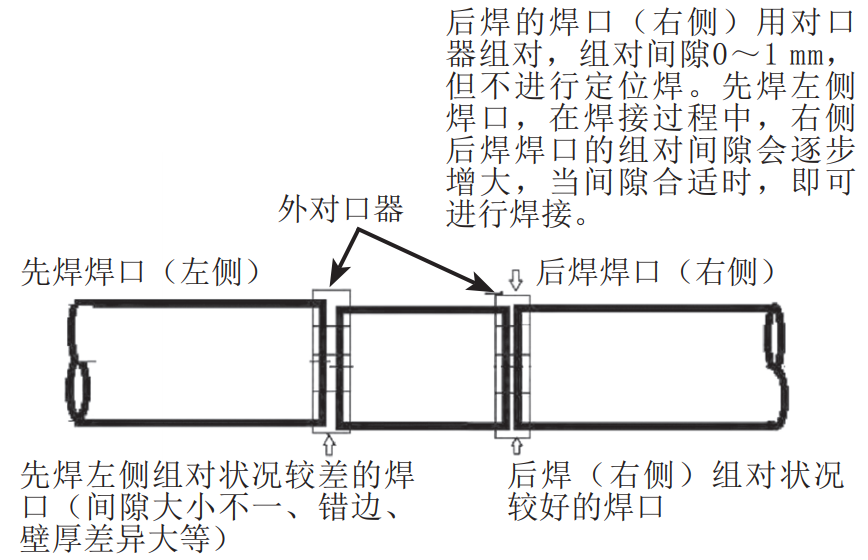
�ں��ӹ��չ�����ɷ�Χ�ڣ��ɸ��ݺ��ڵ����״�������������ܿڴų������صı仯���ʵ��������ӹ������̡��磺L245����273 mm��12 mm �Ĺܵ���ͷʱ�������������������ھ߱���ά�غ����������ӹ��չ������£��ɽ��ټ�벻����������ո�Ϊ��ά�غ����������գ��Լ�������ȱ�ݲ�����������ͷ����ĺ���˳���ƺ���Ӧ���������Ȼ�������ֲ����ߣ������������ơ�����Ӧ����������ĸ�ǿ�ֹܵ�������Ӧ����������״̬�°�����˳�ӣ�ͼ 1��ͼ 2 ���������ǿ�ֹܵ�ͣ����ͷ�����������ơ�
ͼ 1 ͣ����ͷ��ҵ�ĺ�������˳��

ͼ 2 �ܵ������ֳ�
2.5 ��ֹ����������
���ӹ����к��ڲ��������ƣ�Ӧ�Դ�ʩ���¡�
��1����ǿ���ӽ�ͷ�ĺ�ǰԤ�ȹ�����Ԥ�ȷ�Χ�������ڷ�����һ������Ҳ����Ԥ�������ĺ��ӽ�ͷ��λ�����⺸������Ӧ�������¶Ȳ�ͬ�Է�����ͷ��Ӱ�졣
��2��ȷ������Ԥ���¶��Խ��ͺ�����ȴ�ٶȣ���ʹ����״Ӻ����۳����������ɢ�����ٺ�������ɢ�⺬����
��3��ѡ���ʵ������¶Ⱥ�ʱ�䡣����ú����¶�δ����ʱ�������к��ȣ�ʹ��ɢ���г�ֵ�ʱ�������ͬʱ���ͺ����еIJ���Ӧ�������������Ʋ������ʡ�
��4��������ֹǿ����ԣ���ͷλ�ò�����������������Գƣ�Ӧ���ڳ�һ������ܵ������Թ����µ���������ǿ����Խ�ʹ��������ں���ǰ�ʹ���ǿ��ĸ�����Ӧ����������Ӧ���ں���Ҳ��������ȫ�������������Կ������ں��ӽ�ͷδ��ȫ��ȴǰ����Ҫ���Կ��豸�����
��5�����⺸�ӹ���ȱ�ݲ�������ҧ�ߡ�δ��������״�����ȹ���ȱ�ݲ�λ��Ӧ�������������ײ��������ơ�
2.6 ������ʩ
�ϸ�ִ�к��ӹ淶��ȷ����������������Ҫ���֤�ϸ�,���μӹ���Ӧ��Ӧ����������ѵ�������õ�ְҵ���º�Ӳ���������ʡ��ɸ��ݺ��������ص���Ը�˼��״���Ⱥ������������ҵС�顣
����ǰ�ڽ��������滮�����豸�İڷż����ԡ�ȷ��������ͷ���õĺ��ӹ��չ�̣��������ֳ�����Ա��Ϥ���ӹ��չ�̺ͼ�������������ݣ�����ĸ�ĺͺ��ӺIJĽ��и��飬����ͺš���������Ϻ��ӹ��չ��Ҫ���纸���ͺ�˿�����⡢ҩƤ���䡢Υ��濾����������������������������ǰ�ڲ���ȷ�����崿�ȡ����ö�㺸��ʱ������ɾ������������ۼ��ϸ�������һ�����ӡ�������ɺ�������Ӧ�ı��´�ʩ��ʩ�����������к��ӷ����Ҫ����ع涨���մ����������������Ͼ������塱��
������ͷ��ҵ��ɺ�����ҵ���̲������ݣ��������Ҳ���֮�����ܽ�ʩ����ҵ���飬�����������ƴ�ʩ��ָ���淶����������ͷ��ҵ��

����飺�θգ���������ʦ��1968������2008���ҵ�ںӱ�ʯ��ְҵ����ѧԺ�������˹���רҵ�����ƣ�������Ȼ���ܵ�����˾ά�����������Ӷӳ�������Ҫ������Ȼ���ܵ�ά����������ϵ��ʽ��18635699152��qiangxiuzhongxin@163.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
