



��ҵ�淶�ͱ��Թܵ�������ǿ��ƥ���Ҫ��
��Դ�����ܵ�������2021���2�� ���ߣ���Ϊ�� ���� ʱ�䣺2021-4-6 �Ķ���
����1,2 ����
1.���ͼ���ʯ�ܹ��̼����о�Ժ�� 2.ʯ�ܲļ�װ�����Ϸ�����Ϊ��ṹ��ȫ�����ص�ʵ����
ժҪ�����ӹ��̵�һ������ԭ���Ǻ���ǿ��Ӧ����������ĸ��ǿ�ȡ���������ܵ������У�������һ����ԭ��û����ʲô���ѡ����Ÿ�ǿ���߸��������ӣ�ʵ�ֺ�����ĸ�ĸ�ǿƥ���ø�����ս�ԣ��ر���ʹ����ά�غ����ĵ绡�������졣��������ҵ�淶�ͱ��Թܵ��������ǿ��ƥ��Ҫ���Լ����ڵ��»�����ʧЧ�����أ������˺��ӹ�������Ҫ���������һ�������ʩ��
�ؼ��ʣ��ܵ��������죻ʧЧ���淶�������������
����������½��ܵ��ڷ���ǰ��ˮ��ѹ�ڼ��Ͷ���÷������������ʧЧ���⣨ͼ 1��������һЩʧЧ�ɹ�����ʩ���������⣬����һЩ���Ǻ���ǿ��ƥ�䲻�����Ӱ������HAZ�������Ľ��������ʧЧ�����춼ʹ���ֹ��绡����SMAW������ά��ҩƤ������AWS EXX10�ͣ����ӡ������ʧЧ������API 5L X70��L485�����߸ֽ���Ĵ�ֱ����762 mm�����ϣ��ܵ�������û��һ�������屣������GMAW���������йء�

ͼ 1 �½��ܵ�ˮѹ����ʱ������ʧЧ
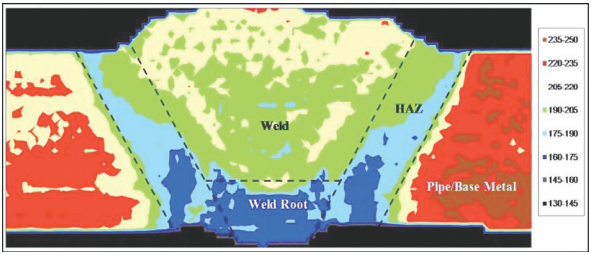
����ȱ�ݶ����µĹܵ��¹ʣ�й©�����ѣ������������ϵ͡�����ѹ��ɵ�����Ӧ������ֱ�ڻ����죩���Ե��ڻ���Ӧ�����깤�Ļ���������¹���������в�������Ӧ�����ڷ�ƽ̹���κ��䴦�����ܵ�������ܹ�������ƥ��ʱ��Ҳ�������������Ӧ�������ܵ����������غ�ʱ�����������ǿ�ȵ���ĸ��ǿ�ȣ�Ӧ���ڵ�ǿ���촦�ۻ�������غɴ���������ܵ�����Ӧ�䣬����ܵ��»����췢�������ƻ���ʧЧ�¹��ۻ�����Ӧ���֤�ݣ����������ںͺ��츽���ľ�����ͼ 2���Լ�������֬����Ϳ���е����ơ�������ǿ�ȸ���ĸ��ǿ��ʱ�������غɵ�Ӧ��ֲ���ĸ���ڡ���ǿƥ�价����ɹ����ڹܲ���������ǿ�ȴ����۷����������ǿ�ȣ�HAZ����Ҳ���ܵ���ǿ�Ȳ�ƥ�䡣

ͼ 2 ����ͺ��츽���ľ���֤��
1 ��������о���չ
1.1 �ܲ�����ǿ��
2009�꣬�������䲿��US DOT���ܵ���Σ��Ʒ��ȫ�����֣�PHMSA��������һ����ѯ���棨ADB�C09�C01�������ѹܵ���Ӫ��ע���ǿ���߸ֵ�����ǿ�ȡ�����ǿ�Ⱥͻ�ѧ�ɷֻ���һ����Χ��������PSL2 X70�ֹ�����ǿ�ȷ�Χ485��635 MPa��ͨ������API 5L���涨����С����ǿ�ȡ��������ڸֹ��������ڿ��ǵ�����ʵ��������������̣�����ѹ�⡢BauschingerЧӦ������Ʒ��õȣ����ڲ�������£��ڱ��涨�ķ�Χ�ھ�����ʹ����ǿ���ڿ�ָ����ߡ����ڴ�ֱ���ܵ���API 5L�Թ���������������û��Ҫ������ǿ����ʱ���ں���ǿ�ȣ�������X70�����캸��ĸ�ĵ�����ǿ�ȸߴ�648 MPa��ʹ����ά�غ��������ܴﵽ��˸ߵ�ǿ�ȡ�
1.2 HAZ����
��ǿ���߸����ڣ�50���ĩX52��60�����X60�����ﵽ����ǿ��ˮƽ���ձ����������ӳ���Ͻ�Ԫ�أ���̼���̣���ʵ����Ԥ��Ч�������Ժ������ܲ����˲���Ӱ�죬HAZ���γɶ��������е�����֯����֮ʹ����ά�غ����ĺ����⺬���ߣ����»��������¿��ѷ�����������
�������ּ����Ľ������ڽ�������10���п����ĸ�ǿ�֣�X65��X70����ʼ�����ϽͲ����Ȼ�е���ƣ�TMCP���������ﵽ�����ǿ��ˮƽ�����������ӳ���Ͻ�Ԫ�أ��Ӷ����������е�̼���������ú������ܵĸ�ǿ���߸֡�
����21���������������Ͻ����ӳɱ����������������̿�ʼ����������TMCP���գ����¹��߸��л�ѧ�ɷֺ������ͣ�����̼��������0.05%���������HAZ���������ѵ����������ᵼ��HAZ������������ǿ��
1.3 ������ǿƥ��
X70�ܵ��������ֹ������������Ǹ���ʹ��E6010���������ຸ��ʹ��E8010������X70���߹ܡ�70����ʾ�������С����ǿ��Ϊ70 ksi��485 MPa����E8010������80����ʾ80 ksi��551 MPa���������С����ǿ�ȣ�����С����ǿ��Ϊ67 ksi��462 MPa������ͳ�۵���Ϊ����������ǿ�ȶԺ��������ǿ��Ӱ�첻����ǿ�Ȳ�ƥ��������Ǹ���ʹ��E6010�������ر��Ǹ���ռ���������ȱ����ϸߵı��ڲ��ϣ�ͼ 3����
ͼ 3 ʹ��E6010/E8010 �������ӵ�X70������Ӳ����ͼ
20����80������ڣ����ô��о�����չ�����о�������֮��E6010�����ڸ�ǿ���߸����е����ձ�ʹ�á���ʱ����ǿ���߸ָߺϽ�����HAZ�ߴ��Ժ�����������������ǿ������ʹ�ýϵ�ǿ�Ⱥ��ģ���Ӧ�䷢����ǿ�Ƚϵͣ����Ը��ߣ��ĺ��촦������HAZ���Ӷ��������������Ʒ��ա�
�ִ���ǿ���߸ֻ�ѧ�ɷֺ������ͣ���HAZ���кܸߵĿ�������������������ǿ��ƥ�亸�����и���������ʱ��
2 ���ӹ�������Ҫ��
����ʹ����ά�غ����ͻ��ڹ���ȱ����������Ĺܵ������������ҵ�淶�ͱ��Ը�ǿƥ��û�����Ҫ����API 1104���ܵ��������ʩ�ĺ��ӡ�����û��Ҫ��ʵ��ǿ�ȴ��ڹܲ�ʵ��ǿ�ȡ��ں��ӹ������������У�ֻҪ��ͷ�������������Ķ���ǿ�ȸ��ڹܲĹ涨����С����ǿ�ȣ��������ں��촦���ѡ����⣬����Թ����ùܽ��к��ӹ������������������飩��ֻ�����ʵ��ּ���ͬһ�ּ���������߸ּ����ֹܽ���������ͬһ�ּ���ͬ�ܲĿ��ܾ��в�ͬ�������ܣ���ȡ���ڹܲ�����ʱ�䡢���췽���������̵ȡ���������Ӧ�ó��ϣ������ƽ̹���ιܵ���������ǿ����������Ŀ�ù�ʵ������ǿ����ƥ��Ϊ�á��������Һ��ӹ淶�ͱ��Դ�Ҫ����API 1104һ�¡�
���ǣ���Щ���˾����ҵ������SHELL��BP��DNV�����̱������������ӹܵ����Թܵ�����������˵�ǿ���ǿƥ�丽��Ҫ��Ҫ����ù����ùܽ��к��ӹ������������ӣ���
��ҵ�淶�ͱ���������ʵ��ǿ��С��ĸ��ʵ��ǿ�ȣ����Ǻõ���������淶�ͱ�������Ҫ��һ�����������Ĺ����ж�������Ҫ���û�����ѡ���ʺ��ض�Ӧ�ó��ϵĹ�������������ܸ������ù淶��������Ҫ��
���ڵ�ǰ��ǿ���߸ֽ���Ĵ�ֱ���ܵ����ر���������ش������ܳ��������������ֺ��ı��ιܵ���Ҫ���ڹ����ùܽ��к��ӹ�����������ͷ���������������������ӦΪʧЧԶ�뺸��ĸ�ġ�����Ҫ��Ӧ������ʩ����ͬ�ļ��С�
3 ��һ����ʩ
3.1 ǿ��ƥ��
����ǿ��ƥ�价����ɷ�ֹ����Ӧ���ں��������ۻ�������������ȻӦ�����������ȹܲĺ�ȱ�ݵļ��ʸ��ߡ�ǿ��ƥ����ζ�ź������������ǿ����ܲĵ�ʵ������ǿ��Ϊ��ǿ���ǿ����û�����Ե�HAZ������
��ȻE8010����������X70�ܲ�����ǿ��ƥ�䣬�����Բ�ȡ�Ľ���ʩ����ʹ��E9010�����ȡ�E9010������Ҫ����Ԥ���¶ȣ��Ա��⳱ʪ���������¿��ѷ��գ�������Ԥ���¶Ȼ�Ӿ�HAZ������
��ǰX70���߲��á���Ϲ��ա��ɹ�ʵ���˸�ǿƥ�价���죬�����ڸ������Ⱥ�ʹ����ά�غ����������ຸ��ʹ�ÿɿ���ĺ��ӷ����ģ��������õ���������������E9045��E10045���绡����SMAW����ҩо��˿�绡����FCAW������SMAW��ȣ�FCAW�����ᵼ�¸����������ʹHAZ��������ˣ����⺸������SMAW�Ƕ���������ǰ;�ĺ�ѡ��������Ӧ�����ڸ�����ʹ��ǿ��ƥ�亸�����ر��Ǹ����ں�����ռ�Ⱥܸߵı��ڲ��ϡ�
3.2 ������ò
API 1104Ŀǰ�Ƽ������ñ�߶�Ϊ1.6 mm��Ӧ���¿��Ǹý��飬��Ϊ���ߺͼӿ���ñ�ɷ�ֹ��ǿ�����촦��Ӧ���ۻ���
3.3 ����Ӧ��
���ֳ������ҵ�����У�����ȷ������������ܹ���������Ӧ��ʹ��ƽ̹���κյ㴦�ܵ��¹�����������Ӧ����
3.4 �ܲ�ǿ�Ⱥͳɷ�
�û������ڸ�ǿ�ֹܲɹ��淶�����Ҫ���Խ��ͻ�����ǿ�Ȳ�ƥ��Ŀ����ԡ���Ҫ��ֹܽ��������������飬������������ǿ�ȣ���ȷ����������ܲĵ�ǿ���ǿƥ�䡣����ͬʱ�涨�����������С����̼�������Է�ֹHAZ�������Ѻ��������ա����Ӧ�������������������Ա���ֹ�������Ϊ������������̲�������������ǿ�Ȳ��Խ���IJ�ȷ���ԣ����ڱ��ɽ��ܷ�Χ������ڿ�ָ���������
4 ����
��1������ʹ����ά�غ����ͻ��ڹ���ȱ����������Ĺܵ���Ŀǰ��ҵ�淶�ͱ�û�жԺ����ǿƥ�����Ҫ��û��Ҫ��Թ����ùܽ��к��ӹ���������ֻҪ������������ǿ�ȸ��ڹܲĹ涨����С����ǿ�ȣ�����95%�����������ں��촦���ѡ�
��2��������������ʧЧ���й۵������ڴӺ��ӹ淶�����ԽǶȿ�����ȫ���Խ��ܵġ�����������������Ǹ������غɺ߹ܲ�ǿ�ȣ��ᵼ�µ�ǿƥ�价���촦��Ӧ���ۻ��������ɳ��ܵ�Ӧ������ʱ�����������ƻ���
��3���Ӻ��ӹ淶�����ԽǶȿ���������ȫ���Խ��ܲ�����ζ�����ʺ�Ԥ�ڷ��������������������Ĺ����ж���ѡ�����ں��ӹ��������IJ��Ϻ��������ض����ϵ�����������������Щ����ܻᳬ�����ù淶��������Ҫ���õ�ǿ���ǿƥ�亸�ӹ��գ���ֹHAZ����������Ч��ֹ����Ӧ���ڵ�ǿ�����촦�ۻ���
��л����������2020���ֹܵ��������ġ�Pipeline Girth Weld Strength Matching Requirements in Industry Codes and Standards����DNV GL��˾��William A. Bruce, P.E., IWE, CWEng ����
��Ŀ֧�֣������ص��з��ƻ����⡰ L485 ��Ӧ�亣��ܵ��������ϼ����ռ�������2018YFC0310305�����й�ʯ�Ϳ�ѧ�о��뼼���������⡰��Ӧ�亣��ܵ��ؼ������������������������о�����2018D-5010-12����

����飺��Ϊ������������ʦ��1965����������Ҫ�����������ܵ������о���������������ϵ��ʽ��18191565092��liweiwei001@cnpc.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
