



�ߺ�����ܵ�ȱ�������ձ�ѡ
��Դ�����ܵ�������2021���3�� ���ߣ�Ԭ���� ʱ�䣺2021-6-9 �Ķ���
Ԭ����
���ҹ������ţ�������Ӧ��ά���������ι�˾
ժҪ���ߺ������ȫ�����ǹܵ������Թ���������֮�ء������˸ߺ�����ܵ�ȱ������״���Աȸ���ȱ����������ȱ�㣬��Ϲܵ����Խ��������ձ�ѡ���Ӽ����;��ýǶ��Ƽ����ȱ�������գ������ܵ���ȫ����������������ܵ����ʰ�ȫ��
�ؼ��ʣ��ߺ������ȱ�������գ� ��ʴȱ�ݣ�����ȱ�ݣ�����ȱ�ݣ�����
��ͳ�ƣ��ܵ��ߺ����������ȫ�����У��ܵ�����ȱ�ݼ�����й©�ͱ�ը�¹ʷ���������Ա�ܼ��ߺ���������ܵ�һ������й©��ը�¹ʣ�������ɽϴ����Ա�����ͲƲ���ʧ�������������Ȼ��������ߺ�������ܵ�����й©�¹ʣ�������ɽϴ��ˮ����Ⱦ�ͲƲ���ʧ�ȡ���ˣ���ѡ�ܵ�ȱ�������գ���ʱ�����ܵ�����������ȫ�������DZ��Ϲܵ���ȫ���е���Ч�ֶΡ�
1 �ܵ�ȱ�������ݵı��淶
���ʹܵ��о�ίԱ�ᣨPRCI�����������ܵ��¹�����ͳ�Ʒ������ѷ��ֵ��¹ܵ��¹ʵ�21��Σ��[1]�����йܵ�����ȱ����Σ����Ҫ�Ǹ�ʴ�������쳣������ȱ�ݺͰ������֡�
�ܵ�ȱ�����йصı��淶���࣬��GB 32167�D2015���������ܵ������Թ����淶����GB/T 36701�D2018����ظ��ʹܵ�����ȱ����ָ�ϡ���SY/T 6621�D2016�������ܵ�ϵͳ�����Թ����淶����SY/T 6648�D2016 �����ܵ������Թ����淶����SY/T 6649�D2018�������ܵ�����ȱ���������淶���ȣ�����Щ����ȱ�������յĹ涨����һ���IJ��졣���磬������ȴ���0.8 t���ⲿ��ʴ��GB 32167����B����Ͳ����˨���̼оߺʹ�ѹ�����3�������գ���GB/T 36701��SY/T 6649���ɲ�������3�������գ���������GB 32167����ȷ�涨�����õIJ��������ա�
����ߺ�����ܵ�ȱ��������ѡ�������������Դ�˷ѡ���������������й©�����⣬Ӧͳ�����˿ڳ��ܡ��������С�������С�����ڽ��š��ɱ��ϸ������տɿ��Ե����أ�ѡ����������ա�
2 ����������
��1����ĥ����ʹ��ר�ù���ȥ��ȱ�ݽ��������������С��0.1 t��������Ӧ�����еı��港ʴȱ�ݣ���ҪĿ������ֹȱ�ݼ�����չ������ȱ���������ޣ�ʩ���ɱ�����Ҷ��ܱ���Ӱ����С��
��2��B������Ͳ�������ݹ���ȱ�ݴ�����ѹ�����µľ���Ӧ���������þ����ո�����Ͳ�ָ��ܵ�ȱ�ݴ��ij�ѹǿ�ȣ�ʹ�䲻����ﵽ���Ա��μ������ѵ�һ�ֹ��ա�B����Ͳ��ĩ����ܵ�������л���Ǻ��캸�ӣ���ͬʱ�ָ��ܵ�ȱ�ݴ��ľ��������ij�ѹǿ�ȣ������ڶ��ֹܵ�ȱ�ݣ��������ܻᷢչ��й©��ȱ�ݣ�������
��3�����ϲ�����Ͳ������ǿ���ϡ���Ե𤽺�����ά��ǿ�㣨̼��ά��������ά����������ά�ȣ��ڹܵ�ȱ��λ�ø��ϳɲ�ǿ��Ͳ��һ�������գ����в�������ʱ��̡����õ͵��ŵ㡣����̼��ά����һ���ĵ����ԡ�������ά���ϻ��ԽϲԤ������Ͳ��ʩ����Ӧ�Խϲ��ĿǰӦ�����ĸ��ϲ�����ͲΪʪ���ƿ�������ά��Ͳ��
��4�����������Ͳ��������˨���̵ķ�ʽ�������»����γ���Ͳ�����ù̻���������Ͳ�������ö����ܷ⣬Ȼ����ó���յķ�������Ͳ�ܵ�֮��ע�뻷����֬���Ӷ����ù̻�����֬��ȱ�ݲ�λ��Ӧ�����ݵ��ⲿ�ĸ�����Ͳ�ϡ��ù��վ������÷�Χ�㡢��Ч���á����������ص㣬��ת���ѶȽϴ��ýϸߡ�
��5�����ܡ������������йܵ�ȱ�ݵ���������ʩ�������ɷ�Ϊͣ�任�ܺͲ�ͣ�任�����֣��������豸�϶࣬���ø߰��������ӣ����ڽϳ����ر���ͣ�任�ܶ�������Ӫ��Ӱ��ϴ�
3 ȱ�������ձ�ѡ
��1����ѡԭ������Ӧ�����ڼ�ⱨ�棬��ȱ�����͡�ȱ��λ�á�ȱ�ݲ������и��ˣ�Ȼ����ݸߺ����ʵ���������������ȫ����Ч�桢ʩ�����ؼ��ܱ������ʩ������Ҫ��ʩ�����óɱ���˳������������ۺϱ�ѡ���Ƽ���������ա�
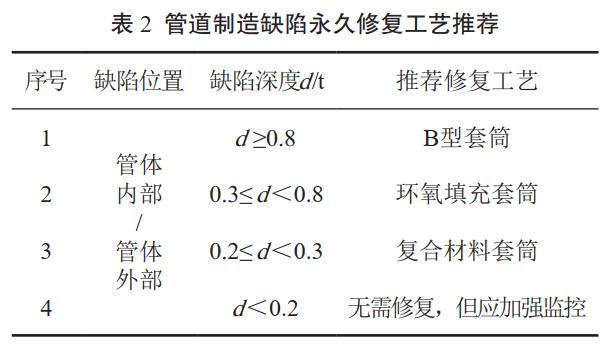
��2����ʴȱ��������ȷ����ʴȱ�ݵ�λ�ú���ز������ٽ�ϸߺ����ʵ��������з����ͱȶԡ���ij�ܵ��ڲ���ʴȱ����ȴ���0.8 t���Ҵ���ʩ��������С����Ա�ܼ��ߺ������Ϊ��֤����ܵ�����������ȫ������ȼ��ٶԹܵ��ܱ߹��ڵ�Ӱ�죬����������Ƽ�B����Ͳ������� 1��

��3������ȱ����������ȱ��һ�㶼�����ƹܹ����в����ģ��ȶ��Խ�ǿ���ڱ�֤�ܵ���ȫ������ǰ���£�����ѡ��ʩ���ɱ��͡����ڶ̡�ռ�����Ҷ��������ܱ�Ӱ�춼��С�������ա�����ȱ���������Ƽ������ 2��
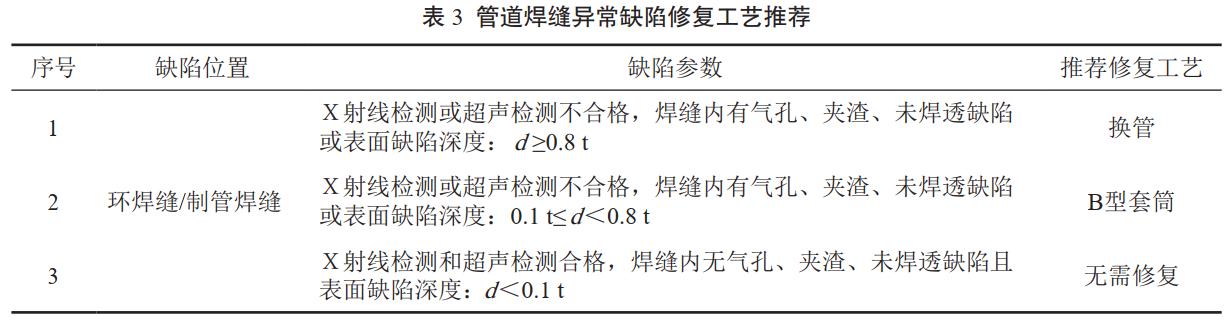
��4�������쳣ȱ����������ȱ�ݷ��սϴ�ȱ������Ĺܵ���ȫ�����������ձ�ѡ������֮�أ���ѡ�ܻ�B�����������գ������ 3��
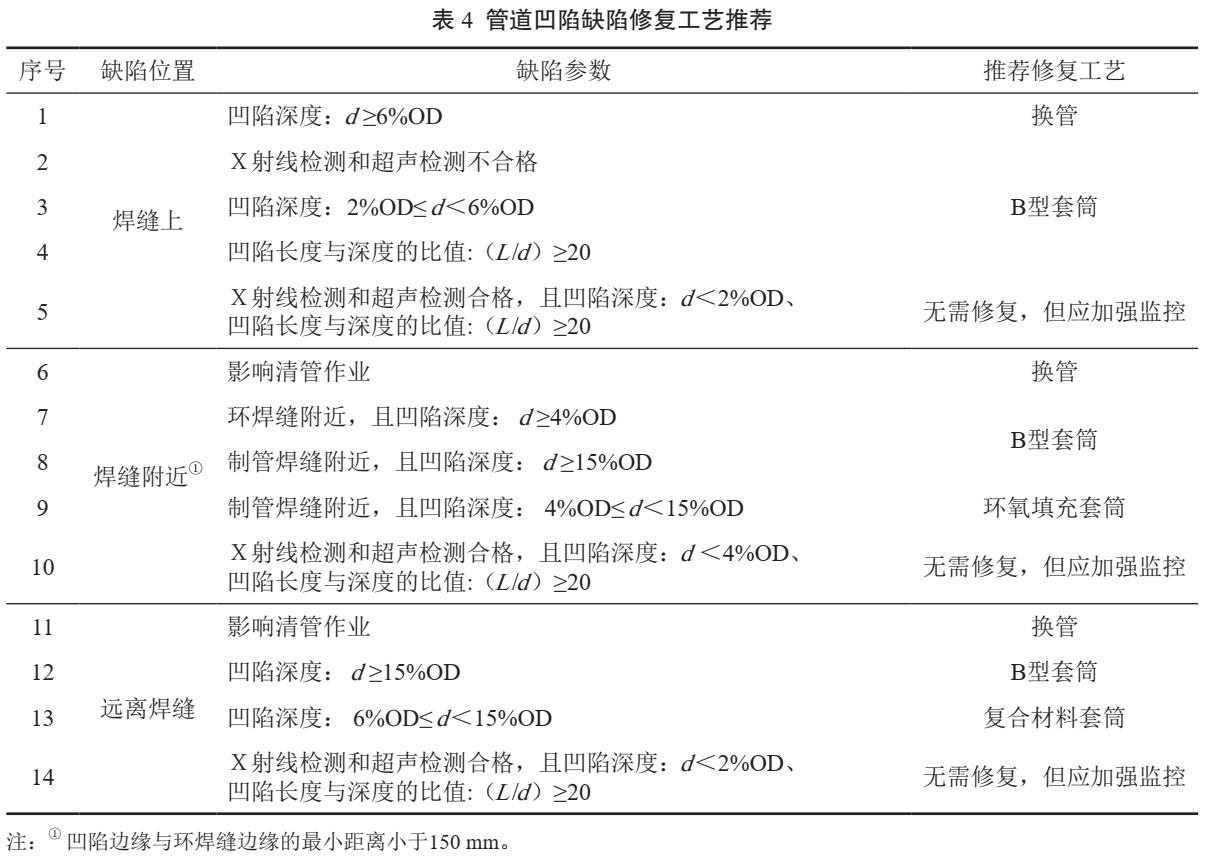
��5������ȱ����������ȱ�ݵ��ȶ��Խ�������ȱ�ݺͺ���ȱ��֮�䣬����Ҫͨ�����ڲ�����������ȷ��ȱ�ݵ�λ�ú���ز��������ݲ����ͼ����ȷ�������գ�����ȱ���������Ƽ������ 4��
4 ����
�ܵ���Ӫ��ҵ�ڸߺ�����ܵ�ȱ��������ʱ��Ҫ��ʱ���ڼ���г��ֵĸ�ʴ�������쳣������ȱ�ݡ���������ȱ�ݽ��з��������ۣ������ոߺ�����Ҹ߷��ա��ߺ����߷��ա��Ǹߺ�����ҷǸ߷��յ�˳���������Ӧ���Ӷ���߹ܵ����尲ȫϵ�������ܵ������¹ʵĸ��ʣ����ٶԹܵ��ܱ߹��ںͻ�����ɲ���Ӱ�졣
����飺Ԭ���ۣ�1985��������е����ʦ����ҵ���й�ʯ�ʹ�ѧ������������Ҫ���������ܵ���ά��������ϵ��ʽ��1379967152��yuanxiaoxiong309@163.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
