



��Ȼ���ܵ�������ʧЧ�������ж�������ƸĽ���ʩ
��Դ�����ܵ�������2022���1�� ���ߣ������� ʱ�䣺2022-1-18 �Ķ���
������
�й�ʯ����Ȼ���ܵ���������˾
ժҪ�����ڸ߸ּ��ܵ������Ķ�����ʧЧ�������������ʧЧ����Ҫԭ������������Ե͡������ǿƥ�䡢��������©��ȱ�ݡ�������ͷӦ�������Լ��ⲿ����λ�ƺ��صȡ����ж�������Ȼ���ܵ���ƽ���Ϊ������Ի�����������Χ�Ƶ���ʶ���ء��ܲijɷֿ��ơ����ӹ��ա��ܵ������Լ�������ȷ�����������ԵĸĽ�������ȡ�����Գ�Ч��
�ؼ��ʣ���Ȼ���ܵ���������ʧЧ���أ��ܵ���ƣ��Ľ���ʩ
һ��ʱ�����������ڶ�η�����Ȼ���ܵ�������ʧЧ�¹ʡ��Ӷ���ʧЧ���ؿ���������λ�ƺ����⣬��Ҫ�����������Բ���ꡢ����ȱ�ݺͲ��ȱں�Ӧ�����е����ء������һ���⣬������֯��չ�˴��������������Ľ������������漰��������ơ��ܲĿ��ơ����ӹ��ա���������ֳ��ܿصȶ�����档�й�ʯ����Ȼ���ܵ���������˾��Ϊ��Ƶ�λȫ������˴�����������ɹ���һ��ʵ���ж����ߵ��ڽ���������У����������˹ܵ��ı��ʰ�ȫˮƽ�����ļ�Ҫ������ƸĽ���ʩ�;���������Ϊ�����ܵ������ṩ�����
1 �ܵ�������ʧЧ��������
1.1 ���ݶԱȷ���
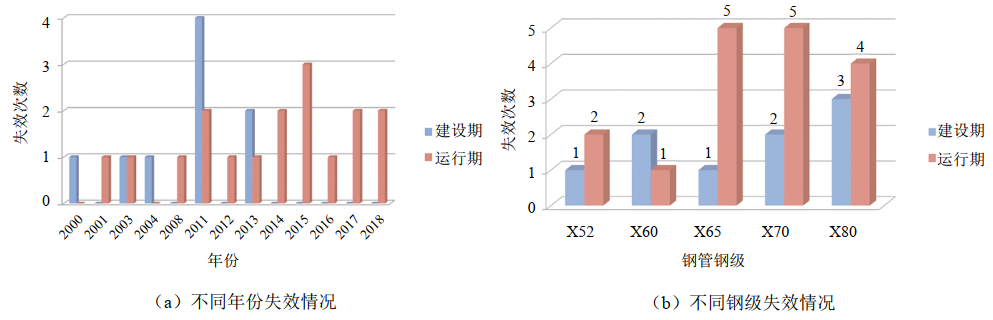
��ȥ20�꣬���ڷ����˶�����Ȼ���ܵ�������ʧЧ�¹ʣ������ں������ھ��У��漰X52��X80�Ȳ�ͬ�ּ��ܵ���������X65��X80�ּ��Ӷ࣬��ͼ 1����ʧЧ����ʱ�俴�� 2011�D2018�귢���϶࣬����Ҫָ�����ʱ��ܵ�������̽ϳ��Ҹ߸ּ��ܵ�ռ��Ҳ�ϸߣ�����ܵ��ڽ����ڻ�Ͷ�����ھͷ����˻�����ʧЧ[1]��
1.2 ʧЧ���ط���
ͨ���Թ���X80�ܵ�ʧЧ�����������Է��֣��������ʧЧ�ܶ������ض��ǵ�һ����Ӱ�졣�����ڷ����Ļ�����ʧЧ����Ҫԭ��Ϊǿ����ԡ����ȱں������Ӧ�����С�����ȱ�ݺͺ������Եͣ������ڷ����Ļ�����ʧЧ����Ҫԭ��Ϊ�����ⲿ����λ�ƺ������á����ȱں����������Ӧ�����кͺ������Ե͵�[2]��
������2008���2009���Ϊ���н����һ���߸ּ��ܵ���ÿ�꽨��Լ6400������ڴ�ѹ�����з����˹ܲĺͻ������������⣬�����ܵ�ѹ�������еĹ��ͱ��Ρ����Ѻͻ�����й©��������۹ܵ�Ҳ�����˻����쿪���¹ʡ���Щ�¹�ԭ����Ҫ�������ߵʹ��ߡ���ں�ʩ���еĵ�װ���¹�����ͷ�ͷ���ʩ��������Ҫ����������ƫ��Լ������غ��ӹ���Ҫ��ȡ�
2 ��ƸĽ���ʩ
2.1 ��ǿ�����ֺ�ʶ��
�ڹܵ��������о��Σ��ܵ����·�ɱ�ѡӦ��ϵ����ֺ�ר�����ۣ���֤���̽�������������ԣ���������ܵ�ͨ������������ڳ�����ƽΣ����ڵ����ֺ�ר������ʶ����ĵ��ֵ㣬��һ����չ������Ƶ����ֺ�ר�������ʶ����ĵ��ֵ���һ�ֳ����ˣ�����ȷ�ϵĵ����ֺ����ȵ�����·�����Ʊܣ������Ʊܵ�Ӧ��ȡ���ô�ʩ����������������������㣻ʩ��ͼ��ƽΣ������·�꿱��������һ��ʶ�����ߵ����ֺ����ص��ʶ��������Ʊܵĵ��ֵ㿪չר��⣬���ݿ���ɹ����е������ۺ�ʩ��ͼ��ƣ������ֳ�ʩ���и���ʵ��������ж�̬���������ơ�
2.2 ���ӹܲ������ܿ�
Ϊ��֤�ܲĵ��ֳ��ɺ��ԡ�ʵ�ֺ��ӽ�ͷ��ǿƥ��ͱ���ʵʩ�Զ�������ȡ��������Ҫ�Ľ���ʩ�����ϸ���ƹܲĻ�ѧ�ɷֺ���������ϵ����Pcm��ֵ���ڹ�����Ƽ������������ݵ��У��Ի�ѧ�ɷֺ�Pcmֵ�������ϸ����ƣ����ж����߹ܵ�Ҫ��C0.07%��Pcm0.22%��ͬʱ����Ҫ�Ͻ�Ԫ�أ�Ҳ�涨�����䷶Χ������խ�ֹ�ǿ�Ȳ������䡣Ϊ����ʵ�ֺ��ӽ�ͷ�ĸ�ǿƥ�䣬���ڹ�����������ˮƽ�����ο�������������Թܲĵ�����ǿ�ȺͿ���ǿ������������ϸ��������ж����߹ܵ����̷ֱ�Ҫ��ܲ�����ǿ��Ϊ555 MPa��675 MPa������ǿ��Ϊ625 MPa��765 MPa����ȹ��ұ������˽ϴ���խ���۽��ܶ���Բ�ȡ�Ϊ�����Զ��������ͽ��ʹ��ߵ��µ�Ӧ�����У������ж����߹�������������ܺ�ֱ�ܵ���Բ�ȷֱ��ϸ����Ϊ0.5%D��0.6%D��
2.3 �ƹ�Ӧ���Զ�������
������ҩо�����������������ȶ��Ժͺ��ӹ����ⲿ�������ֵ����أ��Ա���ҩо��˿���Զ���������������ɢ�Խϸߡ�Ϊ��������������ʩ��Ч�ʣ������Ͷ�ǿ�ȣ����Ź����Զ���װ����������죬���ڹ��ڸ߸ּ���ھ��ܵ���ʹ�����Զ����������ж����߹ܵ�ȫ�߲����Զ�����������������ļ�����ȷ�г��Զ�������Ӧ�þ���Ҫ������ʵ��100%�Զ�����ʩ����ȡ���˾�������[3]��
2.4 ��ʵ�������ǿƥ��
Ŀǰ���������ձ��Ͽɹܵ���������õ�ǿ���ǿƥ��ԭ���ж����߹ܵ���ƻ��ڸ�ǿƥ��ԭ��ѡ�ú��Ӳ��ϣ���ȫ�Զ����������� GB/T 8110 ER50-G��ER55-G�����������ER55-G���Ӳ��ϡ�������ĸ�ǿƥ��ϵ��Ϊ1.02��1.23��ƽ��ֵΪ1.12���Ϻõ���ʵ�˸�ǿƥ�䡣
2.5 �Ż�·��ת��ʽ
������ܱں�һ��Ҫ����ֱ�ܣ�ͬʱ�����ʰ뾶��С�����������Զ������ں���ͨ����Ҫ��Ϊ˳��ʵʩ�Զ�����ˮ��ҵ�����ٶϵ�ͱ�ں�ڣ��ڸ���ɽ�������������õ��Զ�����������չɨ����ƣ�ͬʱ���Ȳ��õ��Է������������ʵ�ִ�Ƕ�ƽ��ת������������������������ͳ�ƣ����깤���ж����߱���ȫ��716 km��ʹ���������Լ80����ƽ��0.12��/km���ж������ж�ȫ��1100 km��ʹ���������Լ140����ƽ��0.13��/km��
2.6 �Ż����ȱں��¿���ʽ
��ͳ����ʽ���ȱں����׳����������⣺�ٺ��ӽṹ�����������ڽϴ��Ӧ�����У��ڸ��������������ƣ����׳��ֺ���ȱ�ݣ������γߴ粻��������������©�����ȱ�ݡ���Ե���ʽ�¿ڴ��ڵIJ��㣬��չ�˲��ȱں��ڶ���ʩ�������о���ͨ���Թܵ��Զ����ں�����Ӧ�����С���������¿ڼӹ���ϵͳ�о���ȷ���������ڿ����¿���ʽ����سߴ��������ȫ���ƹ�Ӧ�õ��ж�������Ȼ���ܵ��������ڽ��߸ּ���ھ��ܵ��У�ȡ��������Ч��[4]��
2.7 �ƽ��������¼���Ӧ��
�������ȫ�Զ���������AUT�������ֵ�ȱ�ݼ���ʲ��ȶ���ȱ�ݳߴ羫�Ȳ�����⣬ͨ��������Ա��ѵ���豸�Ľ�����������������ֳ����������ȹ�����AUT��⼼����������죬�����ж����߹ܵ�������������ߣ�RT������������˴����Աȣ���֤��AUT���Ŀɿ��ԡ����ǵ��ж����߹ܵ�ȫ�Զ�����������ļ�ʱ�Ժ��׳���δ�ۺ�ȱ�ݵ��ص㣬����100%AUT+20%RT���죬 ������ɿ�[5]��
��Դ�ͳ�ֹ���������UT���������Ϊ����Ӱ�������ɿ��Բ�����⣬�������������PAUT���������˴������飬���豸����Ա��ִ�б��Ͻ����˸Ľ������ƣ�����Ҳ�ѳ��죬������SY/T 4109�D2020��ʯ����Ȼ�����ƹܵ������⡷��������Ӧ�����ж����߹ܵ��϶κ����������������������Ҷε��ڽ��ܵ������У�ȫ�������UT���ա�
3 ����
Ϊ������Ȼ���ܵ����������������ж����߹ܵ�Ϊ�����ĸ߸ּ���ھ���Ȼ���ܵ����ӵ��ַ��Ρ��ܲijɷֿ��ơ��Զ�������Ӧ�á�������ǿ��ƥ�䡢�������ʹ�á����ȱں����Լ������⼼���ȸ���������˸Ľ���Ӧ��������ȡ����������Ч������������������������������������������κʹ������Ͷ��ߵȹ���ɽ��ʩ��ռ�Ƚϸߡ���ò���ӣ�Ŀǰ�Զ��������в���������Щ����ɽ�����ֳ�ʩ����Ҫ������ҵ�ڽ�һ����ǿɽ���Զ��������ں��������������¶��Զ���װ�������յ�����о�����ʵ���Զ��������ڸ���ɽ���Ĵ��ģӦ�á�
�ο����ף�
[1]��㣬���ƽ������.�����ܵ�ʧЧƵ�ʼ�ʧЧ��������[J].�����ȴ�����2015(40)��470-474
[2]��Сΰ���ŶԺ죬����.�����ܵ����������ٵ���Ҫ���⼰Ӧ�Դ�ʩ[J].�������ˣ�2021��41(9)��1072-1080.
[3]������.�߸ּ���ھ���Ȼ���ܵ������찲ȫ������ƹؼ�[J]. �������ˣ�2020��37(7)��740-748.
[4]�����������䣬��������.�����߱�ں�ֹܻ��������¿���Ʒ���[J].���ܣ�2021��44(3)��11-16.
[5]������.�ж�����X80�ּ���1422 mm�ܵ�������ƹؼ�����Ӧ��[J].���ܣ�2019��42(7)��1-7.

����飺��������1971���������ڼ��߹���1995���ҵ���й�ʯ�ʹ�ѧ�������������豸������רҵ������Ҫ������������ܵ�������ƺܵ��ɿ��Լ������Եȹ�������ϵ��ʽ��13292615649��cppe_zhangzy@cnpc.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
