



��������DR��⼼�����ж������е�Ӧ��
��Դ�����ܵ�������2022���1�� ���ߣ��ӹ��� �� ʱ�䣺2022-2-17 �Ķ���
�ӹ��� ��
�й�ʯ����Ȼ���ܵ���������˾
ժҪ�������˴�ͳ�Ľ�Ƭʽ����RT��ȱ�㣬��������������DR��⼼��ԭ������չ���̡����ڴ�ͳRT���ص㣬�Աȷ��������ж����߹�ģ��Ӧ�ù����еļ�Ч������������ȱ�ݼ���ʡ������õȡ�ָ����������DR�����Ȼ�����������ƣ�����Ҫ��������װ�豸���ص����⡣Ϊ���������ܵ�ȫ���ƹ�Ӧ��DR��⼼���ṩ�����
�ؼ��ʣ�����ܵ��� ��������DR���ж����ߣ� ��ģ��Ӧ��
Ŀǰ��������ܵ��������У�����̽�˲��ô�ͳ�Ľ�Ƭʽ����RTռ�кܴ��������Ȼ��ȷ�Ըߣ�����Ҫ����֮����а���ϴƬ��Ч�ʵ͡����ڳ���������ʵʱ���ۣ�������ȫ�Զ����Ӽ�����ƥ�䡣��ɹ��Խ�Ƭ��ʽ���������ñ��棬ʵ�����ֻ��洢�������ܴ�������ܻ���Ӱ�������αȱ�ݡ�ϸȱ����©������⣬��������������ܵ���������ͨ�����ж�����������������DR�����⼼������������ڵ����ƺͲ��㣬Ϊ��һ���ƹ���һ�����ṩ�����
1 DR���ԭ��
DR��Digital Radiography��������봫ͳX�����ԭ����ͬ�������������ڽ����д���ʱ��˥�����ԣ�����ȱ���뱻���������϶����ߵ�˥�����Բ�ͬ����¼��ֱ�ӹ۲�������������������ǿ�ȣ������жϱ����������ڲ��Ƿ����ȱ�ݡ�Ψһ��������ƽ��̽���������ͳ��Ƭ��ΪX���߽���ת��װ�ã� X���������칤����˥����̽�������Ƚ�����X���߹���ת��Ϊ��ɣ�Ȼ�����ÿ����Ԫ�������źţ�������Ԫ�������ź����һ����������ͼ��ͨ��ͼ���������ڼ�����Ͻ�����ʾ�����ͼ 1��
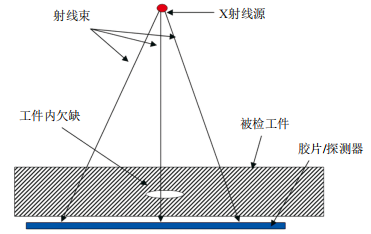
ͼ 1 �����ԭ��ʾ��ͼ
DR���ϵͳ���IJ�����ɣ���ƵX����������̽��������װϵͳ�Լ����������վ������ϵͳ�������ͼ 2������̽��������Ϊ�ؼ����豸��Ŀǰ��Ҫ�����зǾ���̽������CMOS̽���������õ����سߴ�Ϊ127��m�� 143��m��200��m�ȣ���A/Dת��Ϊ����һ�㶼�ɴﵽ12bit/14bit/16bit��
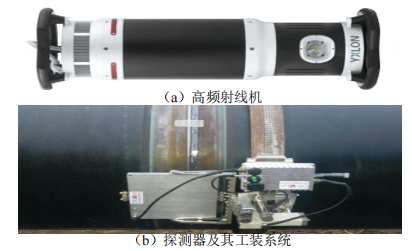
ͼ 2 DR�����Ҫ�豸
2 DR��⼼������
DR�������̽������Ϊ����ת���豸���õ��Գ�����洫ͳ�Ľ�Ƭ��������˼���ʱЧ�ԡ������RT����������¡�
��1��������������ñ��棬Ϊ�ܵ��������Թ����ṩ�˻�������֧�š�
��2��ʵ���Զ����������ֻ��������Զ�������ʵʱƥ�䡣
��3�����õ���ͼ��Աȶȵ�ͼ������������Ч��������Ա��ȱ�ݵĹ۲����������Թ۲쵽ȱ�ݸ�С��ϸ�ڣ���������������������
��4�������������ͣ��Բ�����Ա��ȫ�Ը��ߣ�������Ҫ����ϴƬ����Ƭ��ϴƬҺ�ȺIJģ����ӻ�����
��5���ܹ��ڸ��̵�ʱ���ڡ�������Ĺ�������������ͷ���ڵļ�⡣���̴�ھ���ںڵļ��ʱ�䣬�����ͳRT������ھ���ںڵ����⣬�������̼�����ڡ�
3 DR��⼼��Ӧ��
DR����ڳ���ܵ���ҵ��Ӧ����һ�����������Ĺ��̣������˳�ʼ������Ӧ�á�С��ģ������Ӧ���Լ���ģ��Ӧ����֤�����Σ���չ���̼�ͼ 3��
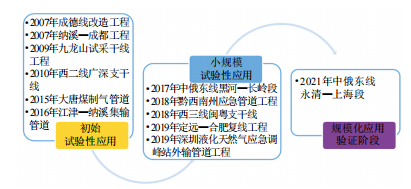
ͼ 3 DR���Ӧ�÷�չ����
����Ӧ�÷�չ����������2007��2016����ҪΪ��ʼӦ���ڡ��ý�DR����Ӧ�ý�Ϊ��ɢ����Ҫ�ǽ���Ӧ�öԱȣ�����֤���յĿ����ԣ�����һЩ�����н����˹�ҵ�����ά����С��ģӦ�á����ڵľֲ������ά������Ŀ�У�������Ŀ����������Ҫʵʱ��⣬��DR����һЩ���RT��Ӧ�á�
2016�������ж����߱��ο�ʼ���裬Ϊ���������ֻ��ܵ���ȫ�����������ݿ⽨����Ҫ���½��ܵ�����չ��С��ģ��������Ӧ�ã���Ҫ��������DR�豸�ȶ��Լ���Ա���������̶��Լ������ܿغ�����Ҫ�����̽�����ۼ���6��������Ŀ�п�չ��С��ΧӦ�á�
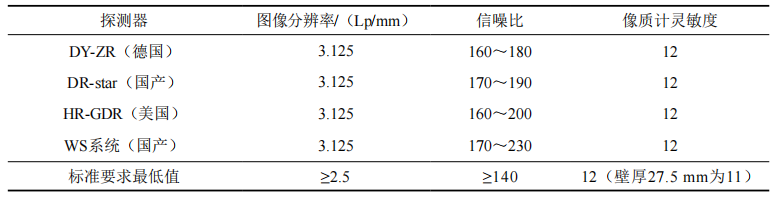
�ж�������Ȼ���ܵ����̣����塪�Ϻ�������Σ�ͨ��ǰ��Ӧ�ã�DR���豸�ɿ����Լ���Աˮƽ�������ܿش�ʩ�Ⱦ����˴���ȵ�������DR��⼼���Ѿ��߱��˹�ģ��Ӧ�õ��������������DR��⼼������Ӧ�õ������Լ�����ָ��ȷ�����������ж��������塪�Ϻ�����Թܾ�1219 mm��22 mm���ֹܣ�ѡȡ��2����ι�45 km�����ܶο�չDR��⼼����ģ��Ӧ����֤��ͼ 4�����Խ�һ������DR�ڳ���ܵ���������Ӧ�õij�����Լ�����DR����ģ��Ӧ�������µ�ʵ�ʹ�Ч��Ϊ�ƶ�DR������ṩ���ݡ�

ͼ 4 �ж�����DR��ģ��Ӧ���ֳ�ͼ
4 ��ģ��Ӧ��Ч������������
��1����Ч���ڹ������������豸�ȶ�������£�DR��ⵥ�տ���ɳ���20�����ڣ���߿ɴﵽ30�������Զ����ĺ����ٶȽӽ���������һ����·�εĹ�Ч�봫ͳRT���Ŀǰ�����������ƣ���Ҫԭ���ڼ�����������DR�Ĺ�װĿǰ������Щ���أ������Ա����ʱ��Ч�½����ԣ���Ҫ�豸���̴Ӳ��ϡ��ṹ�Ͻ�һ���Ż������Ӽ��ɶȣ����������豸����������� ����˫�ڵ�Ӱ���ڵļ���У�����ͷ�ڣ���Ч���������ԣ�������ɼ�⺸������ԼΪ��ͳRT��2.5����
��2��ͼ���������ֳ��ֱ����2�������̽������2����̽������4���ϵͳ��ͼ������������SY/T 4109�D2020��ʯ����Ȼ�����ʹܵ������� ����Ҫ��ͼ����Ҫ����ָ����� 1��ʾ��
�� 1 ��ͬDR̽��������Ҫָ��
ͨ���Գ�Ʒͼ��Աȿ�֪������DR���˺�ˮ����αȱǷ��ͼ��ĸ��ţ����������ҪԶ���ڴ�ͳRT��Ƭ�������ɼ���ȱ�����С������DRͼ�������ǿ������СȱǷ�Ŀ�ʶ���Ҳ����RT��Ƭ�� �����γɵ�ͼ��Աȼ�ͼ 5��
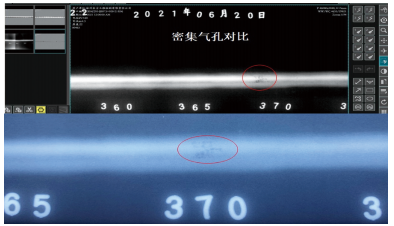
ͼ 5 DRͼ���ϣ���RTͼ���£��Ա�
��3��ȱ�ݼ���ʡ���DR���ڼ������RT����������˶Աȣ������Զ������Ӳ�������ҪȱǷ��δ�ۺϺ����ף���ȱǷ�������ȱǷ���Ժ�ȱǷ�ߴ���������һ���Էdz��ߡ�DR��������Ը���RT������ 2���С�
�� 2 ������ݶԱ�ͳ��

��ȱǷ�ߴ���췽�棬��״ȱǷ����������Ϊ5 mm��������4.7%������ȱǷ���ȵIJ����������1 mm���ڡ�����Բ��ֱ�����ƫ��0.4 mm��
��4�����ɱ���DR���豸Ͷ���ά�ޱ���Ҫ����RT����Ŀǰ�书Чȴ�Ե���RT���Թܾ�1219 mm��22 mm���ֹ�Ϊ�����䵥�ڼ�����ԼΪ��ͳRT��1.9����
5 ����
��������DR������ⷢչ�ı�Ȼ���ơ��ӳ���������ȱ�ݼ���ʡ������Ǹ�ϸСȱ�ݵļ�����������������߾������Ե����ơ��ӹ�ģ��Ӧ��Ч��������Ŀǰ���۹����豸���ǽ����豸���⾫�Ⱦ��������Ҫ�����Աˮƽ�Լ������ܿس���������ơ���Ȼ�ܹ���ȫ�Զ�������ȫƥ�䣬�������豸��װ�����أ�������·�ļ�Ч�����Ե��ڴ�ͳRT������Ŀǰ�豸��λӦ�����ֽ�������⡣��������ɱ�Ҫ���ڴ�ͳRT�������ڹ��̽���Ͷ����Ӧ�����ֿ��ǡ�

����飺�ӹ��㣬1978������˶ʿ��������ʦ��2005���ҵ������ʯ�ʹ�ѧ���ִ��³���ܵ����Ӽ��������Ƽ��о���������ϵ��ʽ��15133667332��312177775@qq.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
