



基于脉冲涡流原理的双金属复合管道检测技术研究
来源:《管道保护》2022年第1期 作者:李振北 刘争 宫彦双 安超 程汉华 李卫全 时间:2022-2-23 阅读:
李振北1 刘争1 宫彦双2 安超2 程汉华1 李卫全1
1.中油管道检测技术有限责任公司;2.中国石油塔里木油田公司油气工程研究院
摘要:针对双金属复合钢管在使用过程中出现的内衬层腐蚀穿孔等缺陷问题,开展了基于脉冲涡流原理的双金属复合管道检测技术研究。研制了适用于双金属复合管道的专项复合检测器,可基于脉冲涡流原理对管道进行金属损失检测。介绍了检测器详细设计方案及各项性能指标参数,并进行了关键部件的性能测试和整机牵引测试。测试结果表明,检测器能够对普通钢制管道和内衬不锈钢双金属复合管道上存在的金属损失缺陷进行有效识别和准确量化。专项检测器具有广泛的推广应用前景。
关键词:双金属复合管道;内检测器;脉冲涡流原理;多功能检测
塔里木油田在国内最早将内衬不锈钢复合管应用于集输管线。内衬不锈钢复合管道在投运过程中出现了管体腐蚀穿孔、环焊缝开裂、环焊缝腐蚀,以及与外基管剥离塌陷产生夹层、褶皱变形等问题[1]。受双金属复合管特殊的构造和材料属性影响,现有无损检测方法对于检测评估复合管损伤均存在一定盲区。而基于脉冲涡流原理的双金属复合管道专项内检测器可以有效解决这一问题。
1 脉冲涡流检测的原理及特性
1.1 基本原理
涡流检测源于被检测导体试件所处空间的磁场变化,在激励线圈中通过的电流变化会使线圈周围产生变化的磁场,从而在被检测导体试件中耦合出涡流场[2]。当被检测导体试件的几何特性、材质属性发生变化时,感应出来的涡流场被迫发生变化,以此来探知被检测试件存在的缺陷[3]。如图 1所示。
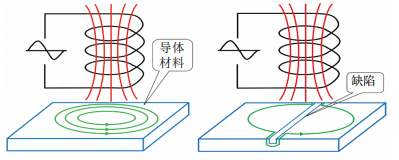
图 1 涡流检测的基本原理
由于脉冲涡流的激励信号是具有可调占空比的方波信号,因此需要脉冲涡流的信号具有很宽的频谱[4]。采用重复的宽频脉冲激励线圈,激励线圈发出持续衰减的磁场信号,磁场信号在导体中感应出向导体内部传播的持续衰减的涡流信号,涡流信号产生的涡流磁场作用在检测线圈上,检测线圈产生随时间变化的瞬态电压信号[5]。如图 2所示。

图 2 脉冲涡流无损检测基本原理
1.2 脉冲涡流检测的趋肤深度
趋肤深度就是电流渗入导体内的深度[6],由于脉冲涡流的信号是方波信号,所以标准趋肤深度取基频分量下的深度δ1为:

式中,Δ为激励信号的脉宽,s;σ为被测金属的电导率,s/m;μ为被测金属的磁导率,H/m;ω1为基波角频率,Hz。
由式(1)可知,如果想检测深层缺陷就需要提高脉冲涡流的趋肤深度,增大激励信号的脉宽和减小基波角频率,可提高脉冲涡流检测过程中的灵敏度。
1.3 剩余壁厚检测
检测线圈中产生随时间变化的瞬态电压信号,但峰值、峰值时间等早期电压信号特征量容易受“振铃效应”的影响。因此,可选用电压信号晚期段斜率作为剩余壁厚检测的特征量[7]。
2 检测器设计
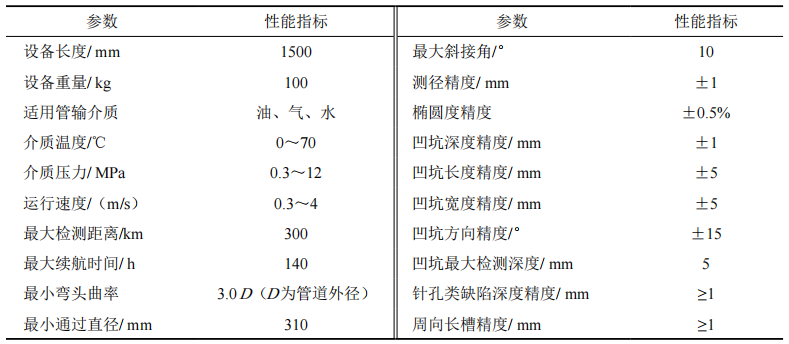
根据需求,基于脉冲涡流原理对管道进行金属损失检测,同时集几何测径和管道中心线测绘功能于一体,研制一套适用于管径406 mm双金属管道的专项复合检测器(以下简称专项检测器)。通过高密度涡流传感器和高采样率对内衬管腐蚀情况进行准确检测和尺寸确定,用几何测径传感器进行高精度几何测径和凹痕尺寸检测。最终确定检测器的总体设计方案和各项参数性能指标(表 1)。
表 1 检测器性能指标参数
2.1 结构设计
专项检测器主体结构按功能划分为驱动节和检测节,两节之间由万向节串联连接。驱动节前、后共装有4个碟形驱动皮碗,最大皮碗间距为1.6 D(为管道外径),驱动皮碗过盈量4.7 %用以密封管输介质,提供驱动力和支撑整节结构重量。驱动节的耐压舱体内装有锂电池供电系统提供电能。检测节主要由两个交错安装的检测皮碗、里程轮总成、环焊缝识别轮总成、支撑轮总成、超低频电磁波发射机等组成。检测节的耐压舱体内装有电子系统和管道中心线测绘单元,如图 3所示。
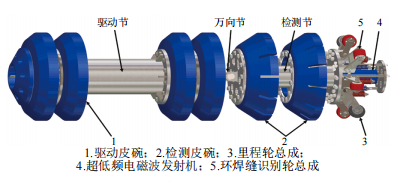
图 3 专项检测器结构
检测皮碗采用深碟花瓣形结构型式,材质为邵氏硬度60 HA的聚氨酯材料,在其制造阶段将涡流检测探头嵌入并浇注在皮碗的花瓣体内[8-9],安装后每个花瓣体下装有一个角度式几何测径探头,用以检测与花瓣体接触的管道几何尺寸变化。另外采用两个检测皮碗前后交错布置方式可保证所有探头对管道的周向全覆盖,防止漏检[10-11],如图 4所示。
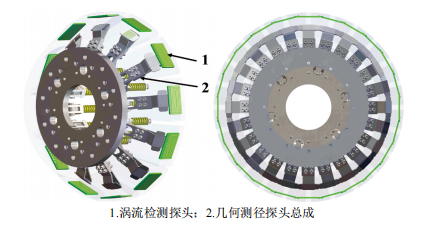
图 4 涡流检测探头结构(左)及周向覆盖情况(右)
专项检测器里程轮总成通过信息传感器采集走过的里程信息,并按设定的采样间距发送指令,触发涡流探头和几何测径探头采集和存储检测数据,如图 5(a)所示。环焊缝识别轮总成通过轮臂底端转轴处的角度传感器记录数值变化,进行环焊缝焊缝余高测量并采集检测器经过的环焊缝数量,对于后期数据分析和缺陷位置确定起到一定的辅助作用,如图 5(b)所示。超低频电磁波发射机可向外发射20 Hz~22 Hz的超低频信号,帮助检测人员定点跟踪和设标定位检测器所在位置。另外,检测器内置集成管道中心线测绘单元完成管道中心线的测绘。

图 5 里程轮总成和环焊缝识别轮总成
检测过程中,检测皮碗内的涡流探头能够拾取正常管道的壁厚信息和金属损失情况,当遇到打孔盗油气点,内衬层腐蚀穿孔、与外基管剥离产生夹层、褶皱和凹陷变形等工况时,涡流探头同样能够拾取到相关缺陷的信息。当遇到内衬层凹陷和褶皱等管道几何尺寸变化的工况时,由聚氨酯材料浇注而成的检测皮碗可发生弹性形变以适应管道工况,在此过程中皮碗内侧的几何测径探头可检测到皮碗的弹性形变,进而间接获得管道几何尺寸的变化情况。
2.2 电子系统设计
检测器电子系统采用模块化设计[12],按照功能划分为控制模块、激励信号发生模块、激励信号放大模块、舱门接口模块、数据处理和存储模块等[13],内部还集成了压力、温度和管道中心线测绘单元。涡流探头与测径探头等通过舱门结构模块与电子系统相连,如图 6所示。
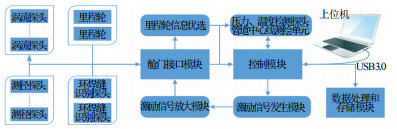
图 6 检测器电子系统结构示意图
控制模块根据里程脉冲信号控制激励信号发生模块产生可调幅值、频率及占空比的脉冲电压作为激励信号[14]。经激励信号放大模块放大后,通过舱门结构模块输出,作用于涡流探头内的激励线圈。激励线圈在被检测管道表面激励出感应涡流,感应涡流的分布会因管体缺陷而产生变化,涡流探头中的检测元件拾取含有缺陷信息的感应涡流信号,并将该信号经舱门接口模块发送至数据采集和存储模块进行处理和保存[15-16]。
3 检测器性能测试
3.1 皮碗耐磨性能测试
在运行过程中,皮碗受到管道内壁的作用会产生一定的磨损。因此,在检测器研制阶段有必要开展皮碗用聚氨酯材料的耐磨性能测试,验证其耐磨性能是否符合制作和使用要求。
依据GB/T 9867―2008《硫化橡胶或热塑性橡胶耐磨性能的测定(旋转辊筒式磨耗机法)》,采用油气管道输送安全国家工程实验室的HM-8580型DIN磨耗试验机对皮碗用聚氨酯材料标准试样进行了耐磨性能的标定测试。试样共计10件,采用模具浇注成圆柱形,直径为16.0 mm±0.2 mm,高度为12.0 mm±0.1 mm。将试样用10.0 N±0.2 N的垂直作用力压紧在磨耗试验机的辊筒上,每件试样共进行3次磨耗测试,磨耗行程达到40 m时自动停机,每次磨耗测试完成后用精度为±0.1 mg的电子秤称量试样质量并记录。
通过对30组试验数据的处理及取平均值计算,测试结果表明:皮碗用聚氨酯材料相对体积磨耗量的平均值为36 mm3,满足Q/SY 05262―2019 《机械清管器技术条件》中关于皮碗DIN 磨耗≤55 mm3的使用要求。
3.2 检测器牵引测试
为验证专项检测器的各项性能指标是否满足设计要求,开展了专项检测器在缺陷管道内的牵引测试。缺陷管道由多根管径为406 mm的管道组成,一部分为常规壁厚的普通钢制管道,一部分为包含内衬不锈钢的双金属复合管道组成。每种管道上均包含缩径、打孔盗点、凹陷变形和坑状金属损失等人工缺陷,另外双金属复合管内还存在部分内衬层与外基管剥离塌陷、褶皱变形类的人工缺陷,如图 7所示。
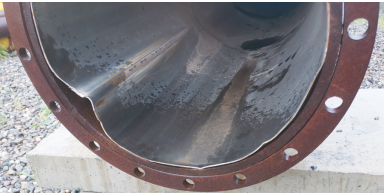
图 7 内衬层与外基管剥离塌陷、褶皱变形类缺陷
牵引测试方案是将钢丝绳穿过缺陷管道,两端分别与检测器和叉车相连;通过上位机联调控制检测器进入检测状态;然后让叉车分别以0.5 m/s、1.0 m/s、2.0 m/s、3.0 m/s和4 .0 m/s的牵引速度牵引检测器通过缺陷管道;验证不同速度条件下专项检测器对缺陷的检测能力(图 8)。牵引测试过程中,管外的声波接收定位仪能够接收到检测器上超低频声波发射机发射的超低频声波信号,并记录检测器的通过信息。
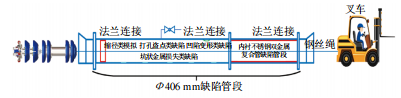
图 8 Φ406 mm专项检测器的牵引测试示意图
测试结果表明,在0.5 m/s~4.0 m/s牵引速度条件下,专项检测器能够准确识别普通钢制和内衬不锈钢双金属复合管道内存在的坑状金属损失、几何缩径、打孔盗点、凹陷变形、复合管内衬层塌陷和褶皱、内表面坑状金属损失等缺陷,对缺陷尺寸进行精确量化,并与里程信息准确对应。说明专项检测器各项性能指标满足设计要求,具备工业现场应用的条件。
4 结语
基于对脉冲涡流原理的技术研究,研制了适用于管径406 mm双金属复合管道的专项内检测器,集涡流检测、几何测径检测、管道中心线测绘等功能于一体,能有效识别和量化管道缺陷。对于解决内衬不锈钢双金属复合管道检测难题,提升油田管网事故预防和灾害控制技术水平,保障油田集输管道的安全平稳运行,具有重要的现实意义。
受限于脉冲涡流原理,检测精度对传感器与被检管壁之间的提离较为敏感,在应用过程中提离大小受传感器支撑结构,检测器在役运行速度的平稳性,管道内的清洁度及凹陷变形和褶皱区的大小等多种因素的影响。需要在今后的研究中结合测试和工程实践不断进行改进完善和优化,保证传感器提离的一致性。
参考文献:
[1]吴长春,左丽丽.关于中国智慧管道发展的认识与思考[J].油气储运,2020,39(4):0361-0370.
[2]朱红运,王长龙,江涛,王建斌,陈海龙.激励电流对脉冲涡流检测的影响研究[J].仪器仪表学报,2016,37(1):1-8.
[3]赵莹,解社娟,张东亮,等.脉冲涡流激励信号参数对检测能力的影响[J].无损检测,2016,38(10):14-17.
[4]戴光,李鹏,李良,鲁鑫,郑克耀.基于脉冲涡流检测的管道腐蚀仿真与实验研究[J].化工设备与管道,2016,53(02):63-66,75.
[5]赵番,汤晓英,王继锋,浦哲.金属管道内外壁缺陷的脉冲涡流检测系统[J].无损检测,2020,42(06):58-62.
[6]解社娟,田明明,陈振茂.铁磁性管道磁饱和脉冲涡流检测方法研究[C].2018远东无损检测新技术论坛论文集,2018:767-773.
[7]郝宪锋,宫昊,孙国健,王安泉,戴永寿.基于支持向量机的带包覆层油气管道剩余壁厚反演研究[J].油气储运,2021,40(01):15-20.
[8]姚子麟,涂庆,季寿宏.管道内检测器皮碗过盈量对其力学行为的影响[J].油气储运,2019,38(7):0793-0797,0815.
[9]李振北,白港生,党娜,杨静,于超.可变径管道检测器皮碗结构设计及密封性能[J].油气储运,2020,39(5):0576-0581.
[10]李睿,郑健峰,富宽,贾光明,于智博,潘飞.大口径管道投产前聚氨酯测径内检测器研制与应用[J].油气储运,2020,39(6):0638-0644.
[11]陈朋超,李睿,邱红辉,等.基于永磁扰动原理的管道支管专项内检测器研制与应用[J].油气储运,2020,39(12):1357-1361.
[12]TIAN F, Li B, Zhou W M. Ultrasonic Interface Wave for Interlaminar Crack Detection in Steel-Titanium Composite Pipe[J]. Journal of Pressure Vessel Technology, 2019, 141(4):32-40.
[13]王宝超.基于电涡流传感技术的管道变形检测方法研究与设备研制[D].北京:机械科学研究总院,2020:20-24.
[14]陈韦帆.双金属复合管管壁分层及衬管厚度脉冲涡流检测研究[D].湘潭:湘潭大学,2020:19-20.
[15]FU A Q,KUANG X R,HAN Y,LU C H,BAI Z Q,et al. Failure analysis of girth weld cracking of mechanically lined pipe used in gas field gathering system[J]. Engineering Failure Analysis,2016,68:64-75.
[16]李春雨,马义来,张莉莉,何仁洋.基于脉冲涡流的管道内检测系统设计[J].无损检测,2018,40(7):64-68.

作者简介:李振北,1986年生,高级工程师,2017年博士毕业于机械科学研究总院机械设计及理论专业,现主要从事管道内检测技术与设备的研发工作。联系方式:0316-2074813转8005,lizhenbei1986@126.com。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
