



两项高压封堵技术在西气东输二线中的应用
来源:《管道保护》2022年第1期 作者:程志杰 时间:2022-2-23 阅读:
程志杰
中国石油管道局工程有限公司维抢修分公司
摘要:在天然气管道主线或旁通线上设引压管控制气液联动阀,是管道安全运行的重要保障。介绍了两种高压封堵技术施工工艺,以解决引压管或引压管根部阀门在线更换出现的问题。经过大量现场应用证明效果良好,具有重要的推广意义。
关键词:天然气管道;西气东输二线;引压管;水平封堵;现场应用
随着天然气管道输送压力越来越高,给管道维抢修工作也带来新的挑战。在役管线带压封堵技术是在完全密闭状态下采用物理机械手段将改造管段从管线中隔绝堵断,从而进行任意改造作业,其在处理管道安全隐患方面具有无火焰操作、环保、安全等优点[1-3]。目前国内常规封堵技术应用已经比较成熟,高压水平封堵、小口径非焊接封堵等特殊封堵技术正在探索应用阶段。
1 高压水平封堵技术应用
西气东输二线(西二线)西段在隐患整治中需要对位于新疆霍尔果斯3#阀室与旁通球阀连接的2根变形的引压管进行更换。引压管与主线设计压力同为12 MPa,运行压力为7.2 MPa。经过现场勘查决定采用不停输高压水平封堵技术进行更换。
1.1 高压水平封堵技术
在水平状态下进行封堵三通焊接、开孔封堵等作业。开孔封堵作业过程中需要采取技术措施削减水平状态下重力对主轴的影响,以免造成开孔位置偏离、封堵不严密等现象。其优点是经济损失小,不影响主管线介质输送,安全环保。
1.2 工艺流程
首先采用水平高压封堵方式隔断管径406 mm管道。工艺流程以一侧作业点为例,另一侧作业点与之相同,如图 1所示。
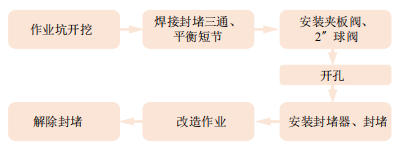
图 1 高压水平封堵工艺流程图
(1)作业坑开挖。为保护阀室地下附属设施,全部采用人工开挖。
(2)焊接封堵三通和平衡短节。测量封堵处管线椭圆度不超过1%;测量管线壁厚,尽量避开变形和严重腐蚀区域;确定焊接点后清洁周围的防腐层,焊接DN400封堵三通及DN50平衡短节。焊接完毕后进行焊道检测,合格后方可进行下一步工序。
(3)安装夹板阀和球阀。将DN400夹板阀安装到封堵三通上、DN50球阀安装到平衡短节上;测量并记录开孔、封堵、下塞堵的相关尺寸。
(4)开孔。组装并调试好开孔机;计算开孔尺寸;将开孔机安装到阀门上;对开孔机、阀门进行整体严密性压力检测,检测压力为管线运行压力;测检合格后进行开孔作业;开孔完毕后回收开孔刀,关闭阀门,通过开孔结合器上的放空阀排空开孔机内的天然气,然后拆除开孔机。
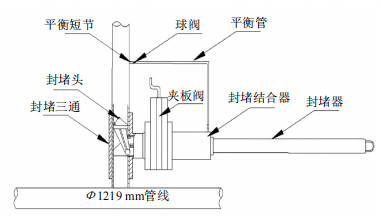
(5)封堵。组装并调试封堵器;计算封堵尺寸;将封堵器安装到封堵夹板阀上,连接平衡管以平衡压力,检查各连接部位无泄漏后封堵;封堵到位后从阀室放空线排空管径406 mm旁通管道内的天然气,并进行氮气置换(图 2)。
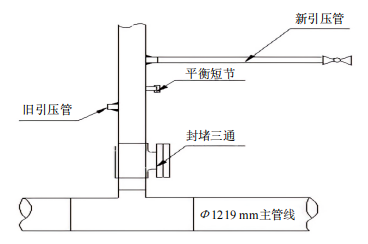
(6)更换作业。采用机械方式切除旧引压管,焊接特制封头将原1#引压管废弃。重新选择合适位置焊接已预制好的新引压管(图 3)。
(7)解除封堵。新线试压合格后,拆除封堵器。安装开孔机下塞柄,加盖盲法兰。
2 小口径非焊接封堵技术应用
西二线霍尔果斯首站、昌吉分输站、36#阀室、48#阀室等需对引压管及引压管根部阀门进行更换,其运行压力都在10 MPa左右。针对阀室站场运行压力高引压管位置不一等特点,考虑到引压管管径小、壁厚薄,焊接操作稍有不当就可能焊穿管壁等难点。管道局维抢修分公司改进了小口径非焊接封堵技术,在不影响主管线介质输送的前提下对存在安全隐患的的引压管及引压管根部阀门进行了在线更换。更换作业期间主管线继续运行(开孔封堵期间压力需降到10 MPa以下),改造完毕后解除封堵,恢复管线正常输送。
2.1 小口径非焊接封堵技术
首先在引压管根部焊接Z型套管,套管上设有凹槽及定位点,用于注胶及开孔定位。然后安装封堵四通,将其底部与主管道焊接,上部通过注入高强度耐磨陶瓷结构胶代替焊道进行密封,实现改造管段与主管道隔绝堵断,然后对管道实施开孔封堵作业,进行引压管更换等。
2.2 工艺流程
小口径非焊接封堵工艺流程如下。
(1)前期准备。施工前将引压管所连的气液联动阀休眠,防止引压管封堵时气液联动阀自动关闭。
(2)焊接套管。首先确定焊接点,清洁焊接点周围防腐层。采用氩弧焊将套管焊接在引压管根部位置。
(3)焊接封堵四通。将四通焊接安装到主管线上,四通本体间、四通与套管、四通与厚壁主管道间均采用焊接方式固定。针对水平位置的引压管,应使用腔体加大的四通,因为四通横向摆放时腔体若无法容纳太多的铁屑造成堆积,会在下封堵过程中被封堵头顶块推进四通后腔,使顶块与四通后腔壁之间有缝隙,在压缩时产生倾斜,从而影响封堵效果,并可能造成机器损坏。
(4)注胶。四通与引压管间靠密封圈、压紧环、高强度耐磨陶瓷结构胶进行黏接固定。
(5)安装防脱卡具。安装防脱卡具防止开孔后引压管飞出,保障施工安全。
(6)开孔。安装阀门到封堵四通上,组装调试好开孔机并安装到阀门。对封堵四通、阀门、开孔机进行整体严密性压力检测,检测合格后通过四通密闭腔体对管道进行开孔作业,开孔完毕后收回主轴、关闭阀门,此时四通内部和开孔机隔断,排空开孔机内的天然气,拆卸开孔机。
(7)封堵。组装调试好封堵器并安装到阀门,下封堵至预先计算好的位置,继续下移主轴对封堵头密封套进行压缩,保证密封效果(图 4)。排空阀门气液联动执行机构和管线内的天然气,进行封堵效果验证。封堵成功后,采用机械方式断管,断管位置在四通非焊接端靠近四通处。将预制好的新引压管与四通经焊接连接,无损检测合格后提出封堵头,关闭阀门,排空封堵器内的天然气,拆除封堵器。此时,引压管即可开始正常运行。

图 4 封堵作业
(7)下塞堵。组装好塞堵到开孔机;安装开孔机到阀门,用氮气置换掉结合器内的空气;压力平衡后打开阀门,伸出主轴,将塞堵送到预定位置,拆卸阀门及开孔机。拧好盲盖,完成换管(图 5)。

3 结语
水平高压封堵技术的成功应用,保证了工程建设顺利推进和下游正常供气,降低了工程造价,节约了生产成本。小口径非焊接封堵技术在西一线引压管改造中普遍推行,并应用于西二线高运行压力、高钢级开孔作业、高要求焊接工艺(四通与管径1219 mm、X80管道焊接)。这两项技术为解决管道引压管不停输改造提供了新思路。
参考文献:
[1]张仕民,梅旭涛,王国超,李亨涛,王宏生.油气管道维抢修方法及技术进展[J].油气储运,2014,33(11):1180-1186.
[2]张大勇,姚佳林.油气管道维抢修技术进展[J].化工设计通讯,2018,44(05):55.
[3]杨春龙. 油气管道封堵抢修技术发展现状与展望[J]. 冶金丛刊,2018(08):59-60.
[4]彭忍社,王龙帅.在线封堵技术在西气东输引压管改造的应用[J].油气储运,2009,28(8):2.

作者简介:程志杰,1982年生,工程师,毕业于大庆石油学院,主要从事维抢修工程项目管理工作。联系方式: 0316-5295863,261450069@qq.com。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
