



�����ܵ����������ϲ�����ǿ��Ͳ�о�
��Դ�����ܵ�������2022���1�� ���ߣ�����Ȼ ���� ������ ʱ�䣺2022-2-17 �Ķ���
����Ȼ1 ����1 ������2
1.�й�ʯ����Ȼ���ܵ���ѧ�о�Ժ����˾��2.��������ʯ�ܵ�����˾
ժҪ��������������ܵ�����״�����һ�������ܵ��������ϲ�����ǿ��Ͳ������ʩ�����ռ�������ѡ��E��������ά˫��֯��ͻ�����֬��ɵĸ��ϲ�����Ϊ��ǿ��Ͳ�IJ��ϣ����ڻ�����������Ӧ����Ʒ�����������չ�ע����ʩ��������������Ч�ֲ��˸��ƻ�����Ͳ���ϲ���������Ӧ���еIJ��㣬Ϊ�����ҵ�ṩ�����
�ؼ��ʣ������죻�����ϲ��ϣ���ǿ��Ͳ���ܵ���
�ڹܵ���ͣ������£����û��ܷ�ʽ���д�ھ�����ѹ�������ܵ�ȱ����������ս�ԡ�����ĿǰӦ����������Ͳ����������ά���ϲ�������������ǰ��ʩ�����ӣ����Ӳ����Ѷȴ���ʩ�����շ����������ȶ��ԽϲΪ�˷�ǰ������ʽ�ˣ��������һ�������ϲ�����ǿ��Ͳ�����¼�Ƹ�����Ͳ�����������ܹ���Ч��ʩ�����衢����ʩ���Ѷȡ�����Ĵ����ǡ��������ǵȹ������ⷽ����з�Ӧ���Ѿ�ȡ����һ����չ��
1 ������Ͳѡ�ļ����ܲ���
1.1 ����ɸѡ
������Ͳ���ò�����Ҫ������ǿ��ά����֬���塣��ǿ��ά�в�����ά��̼��ά��������ά�ȣ�������ά���������ľ������ƣ�ȷ������E��������ά˫��֯����Ϊ������Ͳ����ǿ���ϡ���֬���峣�÷�ȩ��֬�������;�����֬�ͻ�����֬��������֬�������죬��ѡ��˫��A�����֬��֬����ష��̻�����ɵĻ�����֬��ϵ��
1.2 ���ܲ���
Ϊ��֤E��������ά˫��֯��ͻ�����֬��ϵ��ɵĸ��ϲ����Ƿ�������������ѡ���IJ��Ͻ����̲����飬�Ʊ�С�����������ά����֬�������ԡ����ϲ��ϵ���ѧ���ܵȽ����˲��ԡ�
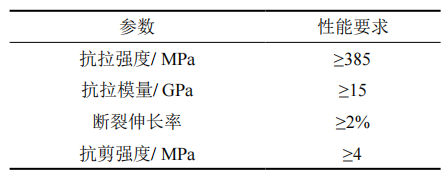
���ݲ������ܲ��Խ�����̲�������ѧ���ܼ����������ȷ���˸�����Ͳ��������ָ�꣬��� 1��ʾ��
�� 1 ������Ͳ��������ָ��
2 ������Ͳ��Ʒ����о�
�о����û�����������Ӧ����Ʒ��������ѡ���ĸ�����Ͳ���ϣ����Ƚ���С�����������ϻ����飬��ò�ͬ�ϻ�ʱ���¶�Ӧ�IJ���ʣ��ǿ�ȡ�ʹ�ü�ʣ��ǿ������Ԥ��ģ�ͣ��Բ�õ�����������������ϣ��õ����ѡ�����ϵ�ʣ��ǿ������Ԥ�ʽ��

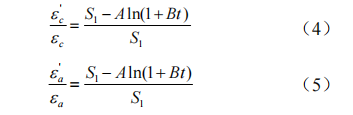
����ASME PCC-2�C2015 (Revision of ASME PCC-2�C2011)�涨��ʹ����ʽ���㸴�ϲ��ϻ�������Ӧ���c ����������Ӧ��Ŧ���

����
�Ը��ϲ��Ͻ���������������Ӧ���'c ����������Ӧ���'���ֱ�Ϊ��
���ڻ���Ӧ������������Ͳ����ƺ��trepair����ʽ���㣺

��������Ӧ������������Ͳ����ƺ��trepair����ʽ���㣺

���ڻ���Ӧ����������Ӧ������������Ͳ��������С����L����ʽ���㣺

ʽ��LΪ������Ͳ������С���ȣ�mm��LdefectΪȱ��������ȣ�mm��LtaperΪ������Ͳ�߽�б�¿��ȣ�mm��LtaperΪ��Сֵ��ȡ5��tΪ�ܵ��ں�mm��
����Ʒ��������˸��ϲ�����ʵ���ϻ������в���������˥�����䱣����Ҳ�ܹ�ȷ��ʵ��ȱ�ݹܵ��IJ�ǿ��Ч����
3 ����Ԫģ�����
�Ը�����Ͳ���ṹ��ģ��������Ԫģ�������ͨ��ģ�����ṹ����ѹ�غɺ������غ��µ����������ʧЧģʽ������������Ͳ�������ܡ��������ùܲ�Ϊ�ܾ�1219 mm��18.4 mm ��X80�ֹܣ��ܳ�12 m���ڹ����Ϲ�����Ӧ�Ľ�����ʧȱ������������Ӧ��Ӧ��ı仯���ɡ�
3.1 ��ѹ�غ�ģ����
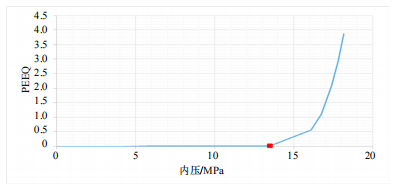
���ڽ�����ѹ�غɵĹܵ���������Ԫ�����йܵ��������ǿ��λ��Լ������ȫ�̶����������ڲ�ʩ��ѹ���߽�������ѹ����Ϊ�������һ���ǹ���ѹ��12 MPa������һ�������ѹֱ�����ƣ��Դ���������������µ�ȱ�ݲ�ǿЧ����Ӧ��Ӧ�������ͼ 1��ͼ 2��
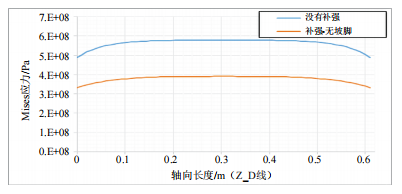
ͼ 1 12 MPa��ѹ�¹ܵ�������Ӧ��Ӧ��Ƚϣ���Ϊ������Ϊ����
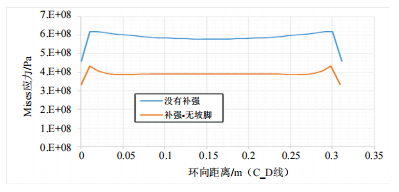
ͼ 2 ����״̬������ǿ�Ĺܵ�����Ӧ���������Ϊ��ǿ����Ϊ�в�ǿ��
��1���ڹܵ����ѹ��12 MPa�£���������ǿ�Ĺܵ���δ����ʧЧ�����Ǹ�����Ͳ���ṹ���Խ����˹ܵ�ȱ�ݴ���Ӧ�������⣬������ӵ������������������Ͳ���ṹ���ڰ�ȫ��Χ�ڣ����Թܵ���������Ч��ǿ��
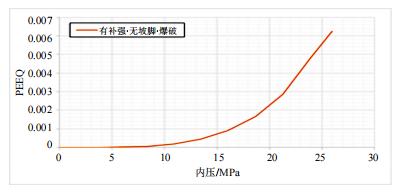
��2���ڱ���ѹ�������У����û�в�ǿ��13.46 MPa��ѹ��ȱ������Ӧ��ͻ�䣬�ܵ����ƣ������ڸ�����Ͳ����ǿ�£�ȱ������Ӧ��ֻ��0.02%���dz���ȫ����ѹ���ﵽ23.84 MPaʱ���ܵ��������屬�ƣ���ȱ���ڲ���Ӧ��ҲԶԶû�дﵽ��������Ӧ�䡣˵��������Ͳ��ȱ�ݸֹ�������Ч�IJ�ǿ���á�
3.2 �����غ�ģ����
�����غ�������Ԫģ�����ṹ����������ʾ��ͬ���ȱ�ݵĸֹ����������Ϊ12.80��106 N��m����ȱ��δ���ֹ����������Ϊ10.84��106 N��m����������Ͳ��������������Ϊ12.34��106 N��m���벻��ȱ�ݸֹܵ���������ػ���һ�£���һ����֤�˸�����Ͳ��ȱ�ݹܵ��������غ���������Ч�IJ�ǿ���á�
����Ԫ�������������������Ͳ��ȱ�ݹܵ��������õĻ���ǿ��������ǿ�����ã���֤�˸�����Ͳ�ò�������ָ���Լ��ṹ��Ʒ�������Ч�ԺͰ�ȫ�ԡ�
4 ������Ͳʩ�������о�
4.1 ʩ����������
���������չ�ע���յĸ�����Ͳ��ʩ�����գ���Ҫʩ�����̣��������������������������洦����ȱ���������Ϳˢ��������ܷ⽺��������ά��/�����ơ��̶�����֬������������ܡ����ܷ�Ĥ������յ�������֬�̻�����⡣ͨ���ܾ�323 mm��508 mm��1219 mm���ֹܵ���ʩ������ģ�����飨ͼ 3����ȷ����ά֯������Ǹ��ϲ�����ǿ��Ͳʩ���Ĺؼ��������ڣ�������Դ�ߴ縴����Ͳ�ṹ����ά���Ʒ�ʽ��Ԥ������Сֱ��Ӱ�츴����Ͳ�ij���������
ͼ 3 ������Ͳ�ֹ���ʩ������ģ������
4.2 ʩ���������ձ�
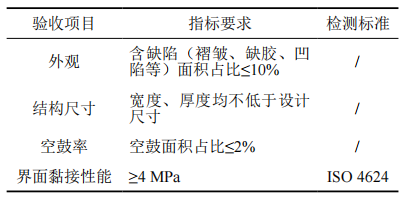
���������Ͳ��ʩ����������ָ�꣬������ۡ��ṹ�ߴ硢�չ��ʼ����������ܣ�����ָ���ֳ�ʩ�����������ṹʩ����������� 2��ʾ��
�� 2 ������Ͳ��ʩ������ָ��
5 ��������
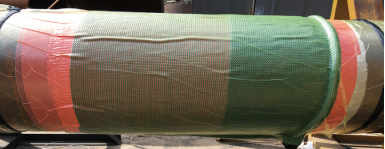
Ϊʵ����֤���ϲ�����ǿ��Ͳ�Ļ��������ܣ�ѡ����Ͳ���ṹ����ˮѹ�������顣�������ùܲ�Ϊ�ܾ�1219 mm��18.4 mm ��X80�����ֹܣ�ȱ�ݳߴ�Ϊ300 mm�����ȣ���50 mm�����ȣ���7.4 mm����ȣ�������ϳ���ӹ���
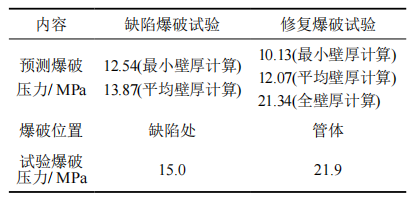
�� 3��ʾΪ�����캬������ʧȱ�ݸֹ���ȱ�����ֹܸ���ȱ�ݳߴ����Ԥ�ⱬ��ѹ�������鱬��ѹ���Աȣ��ɼ������ֹܲ��ʡ����ĺ��ӹ��վ���ͬ������£����ֹܱ���ѹ��Զ����ȱ�ݸֹܣ��ұ���λ��λ�ڹ����ȱ��������ȱ�����Ҳ����δ���ֹܣ�����ȱ������ֹܵij�ѹ����������ߡ�
�� 3 ��ȱ�ݸֹ������ֹܵı���ѹ���Ա�
Ϊ��һ������������Ͳ����Ч��������ȱ�ݲ�λ������λ�õĻ���Ӧ������˶Աȣ������ʾ��������Ͳ��ȱ�ݲ�λ��Ӧ������Ч�����ԣ�����Ͳ�¹��廷��Ӧ��Ҳ����һ���������á�
�ɴ˵ó������ø�����Ͳ�����ȱ�ݹܵ������ѹ���±�ѹδ����й©���ڼ�����ѹ�����������崦���ƣ��������������ָ��˺�ȱ�ݹܵ��ij�ѹ���������⣬Ҳ��֤������ĸ�����Ͳʩ�����պ�����ָ��ɱ�֤�ܵ����ṹ��ʩ��������
6 ����
�о��������ܵ��������ϲ�����ǿ��Ͳ����������ѡ���Ʊ����ϲ�����ǿ��Ͳ�IJ��ϣ������˸��ϲ�����ǿ��Ͳ��Ʒ��������������ܹ�����Ŀǰ���õĻ�����Ͳ����ά���ϲ�����������ʵ�ָ�Ч���ɿ�����ݡ������Թ㷺��ȱ�������ܵ���Ӧ�á�

����飺����Ȼ��1979������˶ʿ�о�����������ʦ��������2007������һֱ���¹ܵ��������������о���������ϵ��ʽ��13832683655��fanyr1226@163.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
