



�����ܵ�B����Ͳ�������ķ�չ��Ӧ��
��Դ�����ܵ�������2022���5�� ���ߣ���� ʱ�䣺2022-9-20 �Ķ���
���
�����ܵ���˾�ܵ���
ժҪ�������ܵ���ʴ��Ӧ���仯��ȱ����չ��ԭ��ᵼ�·���й©����ѣ�����Σ�����а�ȫ�������Ǹ����ܵ���������Ҫ�ֶΣ�����Ҫͣ��Ӱ�������û���ͬʱ��Ȼ���ܵ�����ʱ��ſջ�����ȶ�����̼��ǿ������ЧӦ����B����Ͳ��Ϊһ����������������Ȼ�������������������ơ�������B����Ͳ���ʡ��մ��ں�ʩ������ѹ�������ӹ��ա�������ȼ����ķ�չ�Լ�����е�������Ӧ�÷�Χ��
�ؼ��ʣ��մ���ʩ������ѹ�������Ӽ�����PAUT��⣻B ����Ͳ
B����Ͳ�����������������ɸְ��Ƴɵİ�Բ����Ǹ����ڹ���ȱ���⣬ͨ����캸��������һ�𣬲������ĩ�˲��ýǺ��ķ�ʽ�̶��ڹܵ��ϡ���Ͳ�ɱ��ֹܵ���ѹ��Ҳ�ܳ�����ܵ��ܵ������غɶ�����������Ӧ��������SY/T 6649�D2018�������ܵ�����ȱ���������淶����GB/T 36701�D2018����ظ��ƹܵ�����ȱ����ָ�ϡ�����ع淶��B����Ͳ��Ϊ����������ʽ�������ڰ���й©������ȱ�����ڵĶ��ֹ���ͻ�����ȱ������
1 B����Ͳ��������չ
1.1 ��Ͳ����
���ڸ߸ּ�����ܵ�ȱ���������ڹܵ���ҵ�ձ���øּ��ϵ͵�Q345R B����Ͳ��Ϊ�˱��������ǿ�ȣ���Ͳ��ȿɴ�60 mm������0.6 t���ֳ����ӹ���������ҵ��Ա�Ͷ�ǿ�ȸߡ��׳��ֺ���ȱ�ݵȣ�ͬʱ�����Ͳ����������ܵ����أ�����Ӱ��ܵ����ʰ�ȫ�������й�ʯ�ͼ��Ź��̲����о�Ժ����˾�ȿ��е�λ��չ��X65�� X70 B����Ͳ�������������й��أ��ɹ��з��������������X65/X70�߸ּ�B����Ͳ�����γ������ĺ��ӡ������ȴ����Լ�������ȹؼ��������߸ּ�B����Ͳ��Ƚϴ�ͳ��Ͳ����19%��30%���ֳ���װ�����ӹ���������Լ20%����Ч�����˹ܵ���������ʱ���Ա��Ϲ�����ȫ����Ч��ƽ���������Ż�����Ҫ�����塣
1.2 �մ��ں�
B����Ͳ���ۺ����������У����ܵ�ȫ�ں�����ۻ������Ϊ�մ������ܱ�δ�ۻ�������ʣ��ǿ�Ȳ����Եֿ��ܵ��ڽ���ѹ��������ֹܵ����Ա��������߾�����������ذ�ȫ�¹ʡ�Ϊ�˱��Ϲܵ������̰�ȫ���ͱ����ֹ�ܵ�������������������մ���������������¹涨����гɹ���
��1�����ձ�API 1104���ܵ��������ʩ�ĺ��ӡ��涨����ʹ�õ��⺸�������溸�ӹ���ʱ��ֻ���ڱں�С��6.4 mmʱ���Żῼ���մ������Ŀ��ܡ�
��2��SY/T 6554�D2019��ʯ��ҵ��ѹ������ҵ��ȫ��̡���Ϊ���ں����12.7 mmʱ�����ؿ��ǹܵ������մ��ķ���������ں�С��6.4 mm����Ҫ�ر�ע���մ����գ��ں���6.4��12.7 mmʱ���������մ����ա�
��3���й���ѧԺ�����о������о��ɹ���������������Ϊ1.2 kJ/mmʱ��ֻ�бں����7 mmʱ�����ܱ����մ�������
��4�����������������о�Ժ��EWI�����о������ʾ��������ֱ��Ϊ3.2 mm������Ϊ110 A��������0.9 kJ/mmʱ�����ᷢ���մ��İ�ȫ�ں�Ϊ4 mm��
2022�꣬�����ܵ���˾ά��������������¾�һ�߶ദ�ܵ��ں�Ϊ7.1 mm��B����Ͳ��ѹ�������˽����������ҵʵʩ5 mm�ܵ���B����Ͳ��ѹ����
1.3 ʩ������ѹ��
B����Ͳ��ѹ��ѹ���Թܵ����м�ʩ����ȫ�����ش�Ӱ�졣GB/T 28055�D2011�����ʹܵ���ѹ��¼����淶����GB/T 36701�D2018����ظ��ƹܵ�����ȱ����ָ�ϡ���SY/T 6649�D2018 �������ܵ�����ȱ���������淶���ȹ涨�������е���Ȼ�����Ʒ�ܵ��Ϻ���ʱ����ʩ������ѹ����Ӧ����0.4���������������ѹ���������ͽ��ʳ����ܵ��������ڹ涨������ѹ���ϵͣ�Ӱ���˹ܵ��������У���˹ܵ���ҵ��B����Ͳ��ʱʩ��ѹ����δ���øù涨�����Dz�������������б��й��ڳ���0.4�������������ѹ����ļ��㷽�����Լ��ٶԹܵ�����Ӱ�켰��Ȼ���ſ�����
��1�������б��Ƽ�ѹ�����㷽����GB/T 28055�D2011�ȹ����б�涨���������ʩ������ѹ������0.4�������������ѹ��ʱ���ܵ������Ĵ�ѹʩ�������ѹ����ִ�й�ʽ��1����

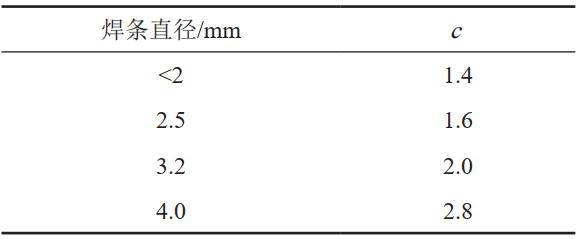
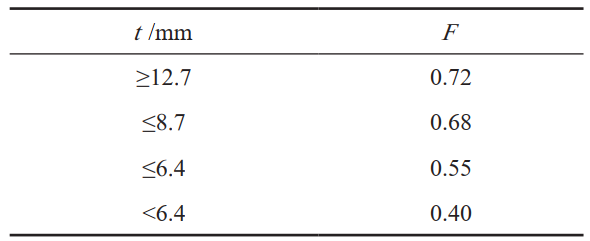
ʽ�У�PΪ�ܵ�������ѹʩ����ѹ����MPa����sΪ�ܲĵ���С�������ޣ�MPa��tΪ���Ӵ��ܵ�ʵ�ʱں�mm��cΪ������ıں���������ȡֵ���� 1��mm��DΪ�ܵ��⾶��mm ��FΪ��ȫϵ����ȡֵ���� 2��
�� 1 �����б��Ƽ��ں�������
�� 2 �����б��Ƽ���ȫϵ��
��2�����Ź�˾�Ƽ�ѹ�����㷽���������ҹ������Ŷ�����ҵ��������ϸ�����۹ܵ����������������Ų���������ָ�ϡ�����ѹ������ִ�й�ʽ��1�����㷽����������c��F��ȡֵ��ͬ������cȡ3.5 mm��Fȡ0.5��0.6��ԭ�͡���Ʒ�ܵ�ȡ 0.6����Ȼ����ú���ܵ�ȡ0.5����
1.4 ���Ӽ���
��1��Ŀǰ�߸ּ��ܵ���B����Ͳ�����ӹ��չ���ж������˻ػ����˻�����Ƶ���Ⱥ�������ȼ����ֶΣ���ϸ�����ӽ�ͷ����������Ӧ���뽵��Ӳ�ȣ����ƺ�����֯����ѧ���ܣ����ٺ����������ɢ�ݳ������ͺ������Ӱ�����е��⺬������ֹ���������ơ�
��2����ȻB����Ͳ�øߵȼ������Q345�ֺ��亸�ӹ������������٣����ԱȻ��ܵĺ��ӹ������߳��������Ͷ�ǿ�ȴ���ʱ�䳤�����������ܺ�������Ӱ���Ϊ����������⣬��������ȹܵ���˾2019��������չ��B����Ͳ�Զ����о���B����Ͳ�Զ����������б�����ͺá����������ߡ������Ͷ�ǿ�ȡ���ʡ������ʱ������ŵ㡣Ŀǰ�ü����Ѵ��ģӦ���ڸ�ѹ�����߸ּ�����ھ�������Ȼ���ܵ���ȱ����[1]�������۹ܵ����������������Ų���������ָ�ϡ�����ȷ�涨B����Ͳ��ʱ�Զ�������������10%��
1.5 �����⼼��
B����Ͳ�Ǻ�������ֻ���ôŷۻ���ɫ̽�˼�����ͽ�����ȱ�ݣ�����������ڲ����ơ����ס����ӵȺ����ڲ�ȱ�ݡ������������������⼼����PAUT���ķ�չ����ͨ�����������ļ����������Ӧ�Ǻ����⣬ʵ��ȫ����[2]��Ŀǰ���ڶ���о���λ����B����Ͳ������ص㣬���������PAUT���ղ������ӹ�ר�õĶԱ��Կ飬ͨ����������������У��ͼ�����֤���Ǻ����ڲ�ȱ�ݻ������ܼ�⡣Ϊ�˱�֤��Ч����ӳ����ƣ��ں�����ȴ��24Сʱ��48Сʱ������ͬʱ���дŷۡ�������������⣬��һ��ȷ������������

2 B����Ͳ����������
�������������ܱ���Ϊ�����ܵ�ȱ����ķ�ʽ������B����Ͳ�������ķ�չ�ͽ������������뻻�����Խ�����ԣ�һ���ڻ���ʩ����������ɹܵ��������ڽϴ�ĺ��ڴ�λ��ǿ��������Զž���ʹ�ñ����Ļ���������ܽ��ʵ�����ѹ�������ܶ���İ�װӦ�������ǻ����������˺������������������������ܵ�ϵͳ�ı�����ͷ��յ㣬��һ�ι��൱�ڸ��ܵ�ϵͳ��������һ�����յ㣻���ǻ������ĺ��ں�������ѹ���൱���½��ܵ��ġ���ڡ���������Լ�϶���¿ڳߴ�Ȳ������Ա�֤�������Ѷȴ����������ױ�֤�����ǻ�����ȫ�ֹܶ�ͣ�䣬�Թܵ������û�Ӱ��ϴ���Ӱ������������ǻ����������һ�����ҹܶ��ڵ���Ȼ��ȫ���ſգ���ھ��ܵ�����һ����Ȼ���ſ����ɴ�������������ϣ��о�������Ȼ����������ЧӦ�������Ƕ�����̼��20�����ϣ�����˫̼Ŀ��ʵʩ����Ȼ���ŷſ���Խ��Խ�ϡ�2021��ij�ܵ���ҵ�ڻ�������ҵʱ��Ȼ���ſձ���������ң��������˹�������ע��
ʵ�����������Ͳ�Ǻ������ܳ��ܵļ������ԼΪ�ܵ�ĸ�ĵ�69.4%[3]���ڷ��÷��棬�Թܾ�1016 mm�ܵ�Ϊ��������B����Ͳ������������ȱ�ݵķ���Լ30��40��Ԫ�������ܷ���Լ��200��300��Ԫ����������ʽ����������⡣
3 ����
��2017����ڹܵ���ҵ��չ���ģ�Ļ��������������Ų��������ܵ�ȱ������������B����Ͳ������Ӧ�ð����ɱ�������ʵ��֤����B ����Ͳ��Ϊһ�ֹܵ�ȱ����������ʽ����������ȱ�����ͽ�Ϊ�㷺�������ܵ��ĸ�ʴ�����ơ���е���ˡ�����ȱ�ݡ����廮�ˡ�������ʧ��̼�����ˡ�������ֲ㡢�����Լ�й©��ȱ�ݣ����ɱ��ͣ��ɿ��Ըߡ�����B����Ͳ�IJ���������������������������Ƚ�һ����ߣ����ڳ���ܵ�ȱ�����е�Ӧ�û�Խ��Խ�㡣
�ο����ף�
[1]�¾꣬�ν������ã���.���ʹܵ�B����Ͳ�Զ����Ӽ�������Ӧ��[J/OL].�������ˣ�2021����������ַ��ttps://kns.cnki.net/kems/detail/13.1093.TE.20210527.1509.002.html.
[2]���ڣ����������꽭����.B����Ͳ��Ӻ��������������[J].�����⣬2021��43(5)��49-53.
[3]��־ǿ�����ϣ��ν�ΰ����. B����Ͳ�Ǻ�����ѧ����ģ��ʵ��[J].����ʯ�ʹ�ѧѧ��(��Ȼ��ѧ��)��2021��43(6)��111-118.

����飺��壬1971������˶ʿ��������ʦ����ҵ���й�ʯ�ʹ�ѧ�����������ִ��¹ܵ����������������������Ų�ȹ�������ϵ��ʽ��01084884298��leihf01@pipechina.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
