



陕京管道环焊缝风险排查浅析
来源:《管道保护》2022年第5期 作者:徐俊杰 雷宏峰 霍晓彤 时间:2022-9-20 阅读:
北京管道公司
徐俊杰 雷宏峰 霍晓彤
摘要:从竣工资料排查、底片复核、内检测数据对齐、内检测数据复核、现场开挖复检等方面,梳理总结了陕京管道系统近4年来的环焊缝排查成果,分析环焊缝缺陷焊口性质与规律,提出下一步环焊缝排查应努力做到开挖选点精细化,结合内检测等新技术、新方法,提高缺陷发现准确率,降低管道环焊缝隐患风险。
关键词:环焊缝;风险排查;陕京管道
北京管道公司自2017年8月开始对所辖陕京三线、永唐秦管线、唐山LNG外输管线、大唐煤制气干线、港清三线、宝香西管线、采通线、靖边联络线、陕京二线9条管线共计2790多公里管道(表 1)、24.4万多道焊口进行环焊缝质量风险排查。通过选择性开挖验证,无损检测再次检验,经风险评价对有缺陷的环焊缝采取补强或换管处理,降低管道安全隐患,为管道安全平稳运行打下坚实基础。
表 1 北京管道9条管线基本情况

1 排查内容和流程
环焊缝质量风险排查包括建设期底片排查、疑似黑口排查、内检测信号复核及高后果区特殊焊口抽查四大类。排查流程为:竣工资料排查→内检测数据对齐→建设期底片复核→现场开挖→底片复拍→底片第三方复核→安全评价与处置建议→修复处置等[1-2]。其中开挖复检流程为:定位开挖点→开挖→环焊缝处防腐层外观检查与清除→表面缺陷测量和无损检测及报告→防腐层修复→作业坑回填→环焊缝缺陷开挖复检报告→开挖复检成果数字化。
2 排查完成情况
(1)资料排查。对北京管道9条管线竣工资料排查,共计排查里程2790.19公里,焊口244879道,发现无检测报告14626道,逻辑关系错误12362道。
(2)底片复核。对陕京三线等7条管线(陕京二线、采通线底片已被检测单位销毁)底片复核,共计复核焊口147834道,发现底片存疑230道,其中建议返修、复拍95道(剩余3道原底片黑度不足无法复评未开挖),建议质量关注94道(已全部开挖或经定量风险评价),组对不规范41道(无需处理)。
(3)数据对齐。对陕京二线等8条管线焊口开展数据对齐工作(靖边联络线未设置收发球筒不具备内检测条件,不能通过内检测数据进行数据对齐),共计对齐里程2789.39公里,确定需开挖疑似黑口85道。
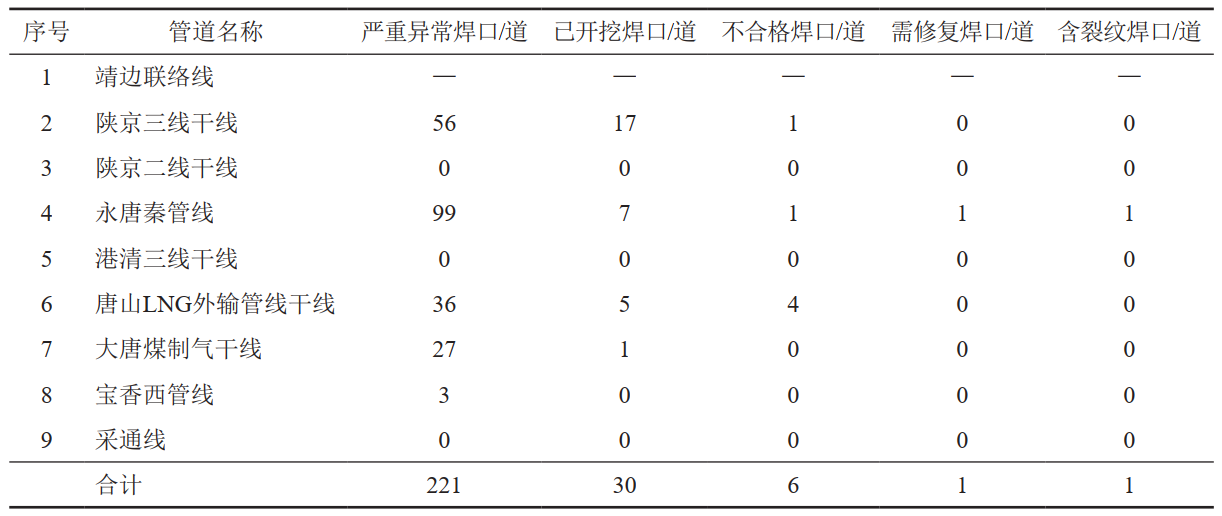
(4)信号复核。对内检测信号复核2412.48公里(陕京二线剩余约370公里未复核),共计发现严重异常焊口221道,较严重异常焊口929道。各管线严重异常焊口及开挖情况见表 2。
表 2 各管线内检测严重异常焊口开挖情况统计表
(5)焊口开挖。截至2021年底,累计开挖复拍焊口1434道,发现不合格焊口202道,不合格比例14.09%,需修复焊口42道,需修复比例2.93%,其中,含裂纹焊口8道,占比0.56%。焊口需修复比例及裂纹比例均低于集团公司平均统计水平。
3 排查结果分析
根据数理统计学中最少样本大于30法则,累计开挖复拍焊口1434道,需修复焊口42道。按照焊口类型、所属管线、施工单位、检测单位、裂纹口等指标进行分析,截至2021年底情况如下。
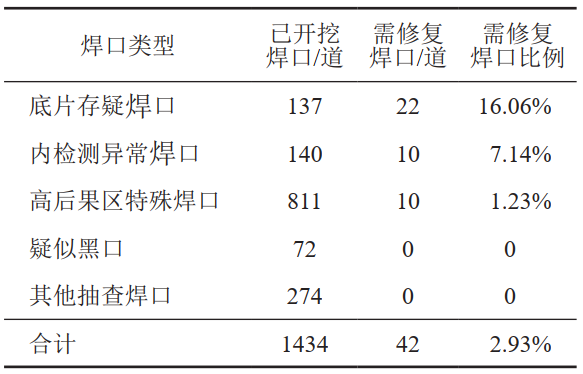
(1)按焊口类型分析,底片存疑焊口、内检测异常焊口需修复比例最高,分别为16.06%和7.14%,见表 3。
表 3 按焊口类型分析修复焊口统计表
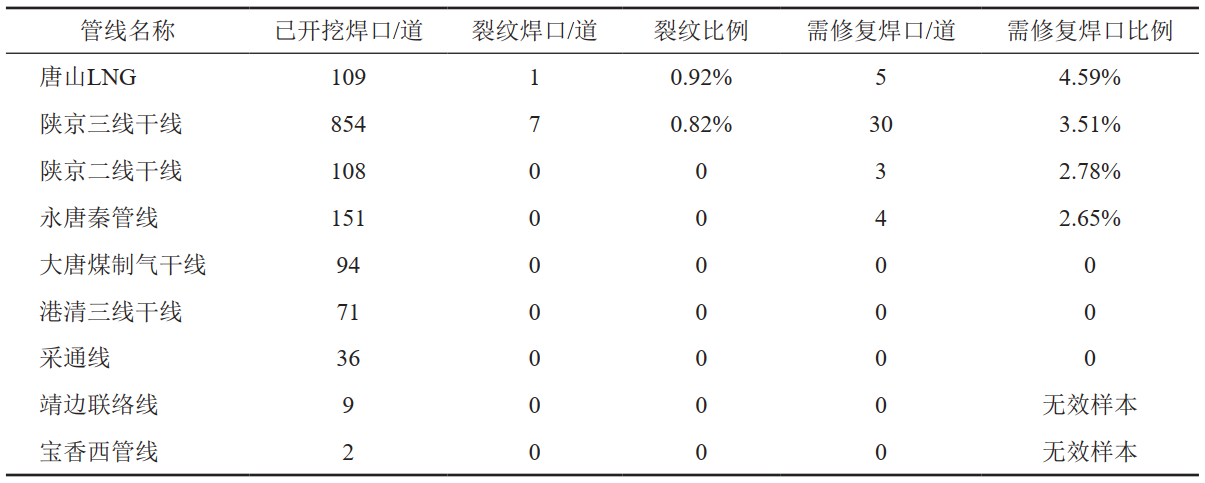
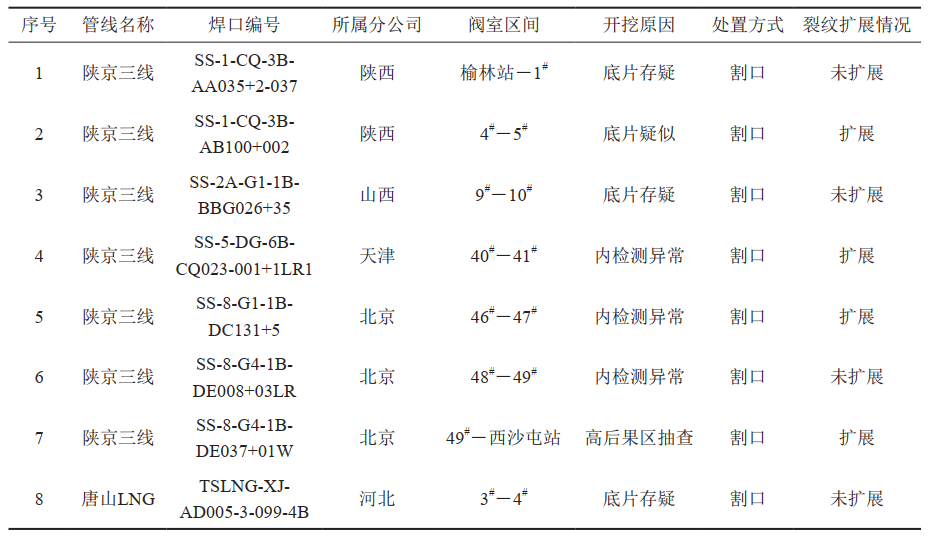
(2)按所属管道线路分析,陕京三线裂纹焊口及需修复焊口最多,唐山LNG管线需修复焊口比例最高,见表 4。
表 4 按管道线路分析修复焊口统计表
(3)按建设施工单位分析,A公司、B公司、C公司施工的焊口需修复比例最高,均占5%左右,见表 5。
表 5 按施工单位分析修复焊口统计表

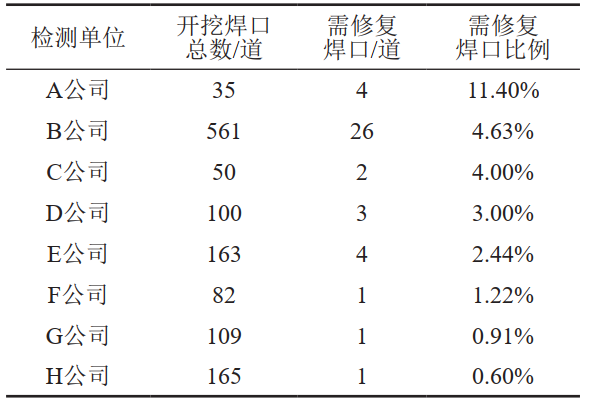
(4)按检测单位分析,A公司、B公司的焊口需修复比例最高,分别为11.4%、4.63%,见表 6。
表 6 按检测单位分析修复焊口统计表
(5)按裂纹口分析,8道中有7道分布在陕京三线且3道集中在良西段(另有3道根部缺陷加B型套筒修复口也集中在该段),1道在唐山LNG。所有裂纹均为根部裂纹(图 1),其中发生裂缝扩展的4道。根据焊口失效分析,产生上述裂纹主要原因有根部未融合、夹渣、焊瘤、内凹、返修工艺错误等[3],见表 7。
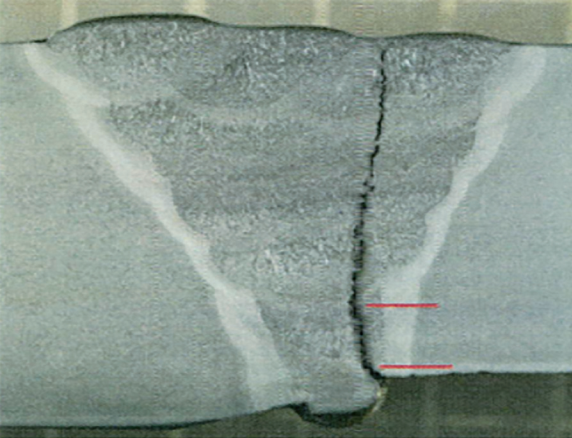
图 1 裂纹口断面图
表 7 按裂纹口分析修复焊口统计表
4 排查取得成果
(1)完善了陕京管道基础资料。24.4万多道焊口施工及检测信息全部录入平台,完成15万道焊口建设期底片的回收、整理与归档。
(2)消除了陕京管道系统部分管道安全隐患。目前发现裂纹缺陷焊口8处,修复管道各类缺陷焊口隐患42处,其中换管10处,B型套筒修复12处,及时发现和消除了陕京三线49#阀室附近一处贯穿性裂纹焊口的重大隐患。
(3)摸清了部分管道的施工质量。港清三线、大唐煤制气、采通线发现问题较少,施工质量较好,且无裂纹焊口。陕京三线、唐山LNG、永唐秦管线发现问题焊口较多。宝香西、陕京二线目前开挖比例和数量不够,尚不能判定施工质量。
(4)采用超高清漏磁技术检测环焊缝缺陷[4]。2021年陕京三线良西段选取16处缺陷焊口进行开挖射线复拍,发现不合格焊口10道,包括裂纹口2道,经评价需修复焊口4道,表明超高清漏磁检测缺陷发现率比普通漏磁高出2倍以上。
(5)规范了B型套筒修复方式。2021年以前公司干线管道缺陷基本采用换管方式治理,对管道运行连续性、成本和环境影响较大。2021年在环焊缝缺陷焊口修复中成功实施了5处B型套筒带压修复,施焊压力突破了0.4倍设计压力局限,共节约天然气放空350万立方米以上,节约施工、氮气费用280万元以上。根据这一成果,进一步完善了公司管道本体完整性管理体系文件,规范了B型套筒修复适用范围及带压施焊压力计算方法,明确了干线管道除裂纹以外的缺陷均可采用B型套筒修复[5-6]。
5 结语
陕京管道系统环焊缝底片存疑口和内检测异常口需修复比例较高,因底片存疑口全部开挖复验完成,内检测异常口将为下一步环焊缝排查重点。陕京三线、永唐秦、唐山LNG管道需修复焊口数量、比例较高,今后将主要对这3条管线内检测严重异常口重点开挖排查复验。
陕京管道环缝缝质量风险排查尽管取得了一些进展,消除了发现的管道安全隐患,但受限于检测、评价等技术瓶颈以及对环焊缝失效机理的认知局限,管道环焊缝失效风险依然存在,环焊缝缺陷仍处于“不可全知、很难全控”的状态。下一步将探索新的技术手段,推广应用超高清漏磁检测等技术,提高环焊缝缺陷检测的准确率。
参考文献:
[1]王正卿,耿立平,刘小峰,等.长输管道可疑环焊缝的排查方法[J].焊接质量控制与管理,2021,50(11) :91-94.
[2]狄彦,帅健,王晓霖,等.油气管道事故原因分析及分类方法研究[J].中国安全科学学报,2013,23(7) :109-115.
[3]朱增玉.油气管道环焊缝失效分析及预防措施[J].中国石油和化工标准及质量,2018,38(11):41-42.
[4]王婷,杨辉,冯庆善,等.油气管道环焊缝缺陷内检测技术现状与展望[J].油气储运,2015,34(7) :694-698.
[5]冼国栋,吕游.油气管道环焊缝缺陷排查及处置措施研究[J].石油管材与仪器,2020,6(2) :42-45.
[6]燕冰川.高强钢管道环焊缝风险排查技术浅析[J].石油管材与仪器,2020,6(2) :46-52.

作者简介:徐俊杰,1983年生,硕士,高级工程师,2009年毕业于中国石油大学(北京)油气田开发工程专业,现从事长输天然气管道环焊缝排查整治工作。联系方式:13810738977,xujj06@pipechina.com.cn。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
