



特高压交流线路与长输管道交叉防护施工
来源:《管道保护》2022年第5期 作者:杜世聪 于晶晶 祖占久 赵嘉程 温涛 时间:2022-9-20 阅读:
杜世聪 于晶晶 祖占久 赵嘉程 温涛
北京管道石家庄输油气分公司
摘要:特高压交流输电线与钢质管道平行铺设会在钢质管道上感应出交流电压和电流,加速绝缘层的剥离和管道的腐蚀,影响管道运行安全。以张北―雄安特高压交流输电线路与陕京管道交叉为例,归纳总结了管道防护工程施工作业关键点,提出作业过程中的铝热焊接注意事项,为开展特高压输电线路与长输管道的交叉防护工程施工提供借鉴。
关键词:长输管道;特高压交流输电线路;防护施工;铝热焊接
随着我国经济建设的快速发展,管道与高压输电线并行交叉现象越来越普遍,高压电流会对附近的埋地管道产生交流杂散电流干扰[1]。当管道防腐涂层存在缺陷时,干扰电流从缺陷处流入或者流出,将产生交流干扰腐蚀,使得管道服役寿命缩短[2]。我国对交流干扰的研究始于20世纪70年代,李广泽[3]等通过CDEGS(电磁干扰分析软件)研究了交流干扰防护措施,惠海军[4]等通过现场数据探究了固态去耦合器在交流干扰防护中的应用。本文以张北―雄安1000 kV特高压交流输电线路与陕京管道交叉防护工程为例,介绍采取的干扰防护措施,总结施工要点,为开展相关工程提供借鉴。
1 干扰防护工程施工
干扰防护常用排流措施,接地方式有直接接地、负电位接地以及固态去耦合器接地。本案例中,针对管道交流腐蚀超标不严重的区域采用锌带+固态去耦合器方式,对交流腐蚀超标比较严重的区域采用集中接地网+固态去耦合器方式。施工分为锌带和接地网埋设以及去耦合器安装两类作业,去耦合器安装采用铝热焊接方式。
1.1 锌带和接地网埋设
(1)施工作业带宽度按照11 m考虑,在人口稠密区、林区、山区等特殊地带,在满足现场施工需要的前提下,应尽量减小施工作业带宽度。每处作业带范围向锌带两端各延长5 m。
(2)每隔10 m间距开挖一个探坑,确定管道埋设位置;开挖深度1.2 m,且与管道相距2 m~5 m,挖出的土石方堆放处距管沟边缘的距离应大于1 m。
(3)锌带沿管道一侧敷设,优先在特高压交流线路与陕京管道之间采用填包料(包覆厚度100 mm)包覆,锌带与锌带用铜管钳接。接地网及水平接地线采用镀锌扁钢(50 mm×5 mm),埋深0.8 m,接地网优先设在特高压交流线路与陕京管道之间并靠近管道一侧。若受地形影响,接地网可酌情选择在较远处埋设,但应保证与管道的连接点不变,接地电阻满足要求,接地网扁钢引线间距不小于1 m。
(4)锌带和接地网埋设完毕,回填作业坑、管沟。为避免造成损伤,锌带上部0.2 m以内的覆土必须是细土,细土通过筛土方式获得。施工完毕恢复地面,回填土的沟顶部分高出原地面0.3 m,呈梯形或弧形,其宽度为沟上开口宽度,并做好排水,严防地表水在附近汇集,严禁采用“二次回填”(即先松散回填,自重下沉后再进行二次补填)的方式。
1.2 去耦合器安装
(1)采用人工方式开挖作业坑,开挖深度1.9 m~2.2 m,坑底尺寸2 m×2 m,放坡比1∶0.75,同时挖设逃生通道。如图 1所示。
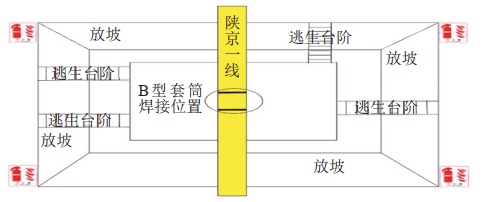

图 1 作业坑开挖平面、剖面示意图
(2)防腐专业人员使用刮刀去除管道表面防腐层,使用角磨机和砂纸将管道打磨出金属光泽。通过铝热焊接方式将固态去耦合器内管道线在管道上方12点钟方向进行点焊。
(3)使用黏弹体缠绕管道裸露处进行保护,使用冷缠带覆盖在黏弹体上方,用喷灯加热烘烤使其与黏弹体黏结牢固。
(4)将固态去耦合器的负极与管道线连接,正极与接地网、锌带连接,并将接线处压紧固定,采用热收缩套进行保护。
(5)素土回填作业坑,将固态去耦合器立在管道正上方,用水泥浇筑基础墩,用地脚螺栓固定。
2 铝热焊接作业要点
铝热焊接作业是固态去耦合器安装的关键步骤,其质量直接影响防护工程施工效果。在焊接完成后应对焊点外观、接头强度和接头电阻进行验收测试,保证焊点无缺损,接头完整,人工揪拉时接头无松动无损坏,能正常测量管地电位且测量值误差在允许范围内。焊接注意事项有以下几个方面。
(1)焊剂储存环境干燥、通风、室温不高于50℃,远离明火和高温热源。操作环境要通风良好,周边5 m范围内没有易燃易爆物品。
(2)防止或驱除模具、焊粉及被焊管道表面水汽是重要步骤。被焊管道表面尘土、氧化物或其他附着物必须清除,否则焊接后的焊点导电性能与机械性能将受到影响。管道表面清理干净后,应用超声波测量管壁厚度,如果壁厚小于公称壁厚的90%或存在夹层、点蚀坑时,不能进行铝热焊作业。
(3)管道壁厚小于3.0 mm,应用夹具或钎焊进行导线连接;管道有内衬,或带压管道壁厚小于3.18 mm时,不能使用铝热焊连接导线。
(4)焊接位置距离环焊缝间距大于200 mm,距离纵焊缝间距大于4 mm,避免在三通或弯头处进行焊接。两个焊点之间的间距应大于100 mm。同一位置只能焊接一次,如果第一次焊接失败,应将焊接材料全部清理干净后换一个位置再进行第二次焊接。
(5)实施铝热焊时,管内允许压力按式(1)计算。
Pp=2S(T-1.59)×0.5/D (1)
式中Pp焊接时允许的管内压力,MPa;S管材最小屈服应力,MPa;D管道公称外径,mm;T管道公称壁厚,mm。
3 结语
为验证防护工程效果,现场在受影响管段安装了19个智能测试桩以监测相关数据,智能测试桩运行记录显示交流干扰电压在4 V以内,符合国标规范。由于现场很难对管道遭受强电冲击和故障电流的情形进行模拟,防护工程对此是否有效,需要以后进一步验证。
参考文献:
[1]胡先茂. 交流电气化铁路对埋地油气管道的电磁干扰与防护[J]. 科技创业月刊,2015,28(24):126-127.
[2]付龙海,李业旭. 高压输电线路共用走廊的电磁干扰及防护分析[J]. 电气应用,2010(13):72-76.
[3]李广泽,刘加滨,张书丽,等. 某输气管道交流干扰规律及排流治理方案研究[J]. 材料保护,2020(4):168-172.

作者简介:杜世聪,1994年生,硕士,助理工程师,分公司管道工程师,主要从事管道管理工作。联系方式:13393283662,1148952816@qq.com。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
