



火焰切割机微调装置的研制与应用
来源:《管道保护》2023年第1期 作者:高铁龙 郭依宝 曹延双 蒋云福 时间:2023-3-3 阅读:
高铁龙 郭依宝 曹延双 蒋云福
国家管网集团北京管道维抢修分公司
摘要:大口径管道动火作业斜口切割下料时,火焰切割机调节装置时常出现卡顿现象,切割出来的管口就会豁口或切割不齐,给后续打磨、组对、焊接等环节增加了工作量,并直接影响焊接质量。为此研制了一种能够顺畅切割大口径斜口的火焰切割机微调装置,经过施工现场实践应用,切割质量显著提高,同时降低人工劳动强度,提高了生产效率。
关键词:管道动火连头;火焰切割机;微调装置
火焰切割机具有切割速度快、工作量小、切割坡口效果好等优势,在管道动火作业中得到普遍应用。在管道改造、扩建以及应急抢修过程中,为避免管道强力组对,必要时会采取斜口下料方式。由于火焰切割机的调节轴常常出现卡顿等问题,导致现场作业质量不高、效率较低。通过对火焰切割机调节装置进行研制改造,提升可操作性和切割质量。
1 问题分析
目前普遍应用的火焰切割机的调节装置是利用一个手动齿轮带动伸缩杆上的齿条左右移动,在伸缩杆的一端固定火焰切割机的割枪实现切割斜口的目的。在切割直口时,只需要把切割机轨道调直调正固定好,割枪调整到切割位置,角度调整好,将固定螺丝拧紧就可以了。但是在切割斜口时则差异较大,需要随时转动手轮带动齿条,使割枪沿着事先画好的切割线匀速运动,如果固定螺丝固定过紧,伸缩杆就调节不动,固定过松,伸缩杆在调节时就会来回晃动,割嘴也跟着晃动,从而切割出来的管口就会出现豁口、切割不透、参差不齐等现象,给后续的打磨、组对、焊接造成影响,轻者拖延动火时间,增加施工人员劳动强度,重者造成焊接质量问题。
2 微调装置组成
新研制的火焰切割机微调装置是利用滚珠丝杠滑动导轨改装而成的,主要由底座、螺旋丝杠、滚珠滑块、手轮等组成(图 1)。其工作原理是在丝杠的一端装有一个手轮,手轮带动丝杠转动时滚珠滑块就会沿丝杠的方向来回运动,每转动1/4圈手轮,滑块运动1 mm。滚珠滑块上装有火焰割嘴,可调节割嘴沿着切割线平稳运动。火焰割嘴夹持装置由三个不同方向可以转动的连接轴组成,可以调节任意角度,连接轴上标有刻度,能够快速准确调整到想要的角度,从而切割任意角度的管道外坡口。将割嘴角度调节到管道内壁,还可以进行管道内壁减薄切割。
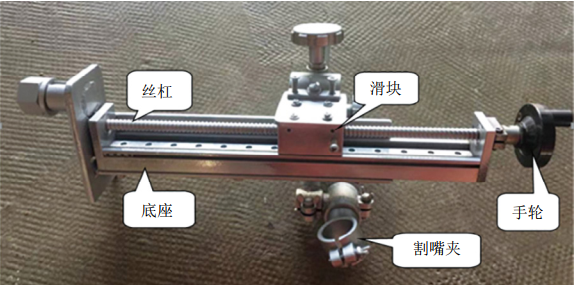
图 1 火焰切割机微调装置
切割斜口时为使切割机的枪嘴随时沿着事先画出的斜口切割线运动,需要随时调整枪嘴位置,避免偏离切口线,且在调节时要特别顺滑不能卡顿,因为滚珠滑块与螺旋丝杠的连接既紧密又顺滑,所以在转动手轮带动滑块运动时,非常稳定,可操作性极强,从而能切割出优质的斜口。
3 现场应用
3.1 弯管更换作业中的应用
某1219 mm管道环焊缝缺陷治理施工中,需要割除上游管线与弯管连接的缺陷焊口,作业难点是更换弯管加短节。
作业过程中需要将新旧弯管角度存在的4°偏差合理分配到将要组对的三道焊口上,才能满足技术规程要求。经过前期测量和计算,将在役管线上游管口做成2°斜口,根据管道中心线走向把新弯管旋转叠加一定角度与之组对、焊接,将弯管固定;接下来重新测量新弯管管口与在役管线下游管口的距离,得出管段短节尺寸,将剩余2°分配在该短节两端管口上,进行斜口下料,完成组对。先将管口四等分,在四等分线上画出相应的点,利用画线圈画出斜口线。安装改造后的火焰切割机,点火调整火焰,手动转动调节手轮,带动割枪沿着斜口线进行切割,每旋转1/4手轮可微调1.0 mm,23 min顺利完成切割,切割后的管口光滑平整,用平口圈检测平直度小于1.5 mm,经20 min平口、磨口后小于1.0 mm,符合组对要求,实现了精准调节目的(图 2)。切割后的管口打磨比以往一道管口至少50 min~60 min节约近40 min,组对后的焊缝间隙均在5 mm~6 mm以内,为后续焊接质量提供了有力保障。

图 2 管口切割现场应用
3.2 管件更换作业中的应用
某压气站因LNG方向球筒阀(DN 1000)1102#内漏及清管三通(DN 1000×DN 700)管材有腐蚀坑缺陷,存在较大安全隐患,需进行更换。阀门和三通拆除后由于沉降造成主管上下偏差120 mm、左右偏差30 mm,三通支路与主管高差105 mm,球筒与阀门壁厚相差6 mm。需要对管道进行斜口下料,对球筒进行内壁减薄处理。
将球筒管口内壁用砂轮机平口,平出6 mm标记,将改造后的火焰切割机轨道安装好,割嘴调整到管道内部且其角度调整到15°,利用微调装置带动割枪沿标记边缘进行管道内壁切割,切割后查看切割表面平整光滑,测量角度一致(图 3)。然后修磨达到焊缝组对要求。切割球筒管道内径用时25 min,打磨用时40 min,相较以往用手把割枪切割管壁表面参差不齐,打磨费时90 min~120 min不等,1道1016 mm管道内壁减薄处理可节约动火时间50 min~80 min。

图 3 火焰切割机微调装置使用现场
4 结论
改造后的火焰切割机微调装置改善了以往火焰切割机在切割斜口时的卡顿现象,切割角度调节顺畅,能够精准地调节割嘴沿着切割线进行切割下料,切割后的管口平整光滑,角度一致,且能进行内口减壁切割。显著节约了管口管壁打磨时间,降低了作业劳动强度,保障了焊接质量。因其具有实用性、可靠性和稳定性,已在动火作业中推广使用。

作者简介:高铁龙,北京管道公司维抢修分公司管工技师,现主要从事长输管道维抢修工作。联系方式:18635699171,yibaoguo11@163.com。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
