



�����ܵ�B����Ͳ���ӷ���
��Դ�����ܵ�������2023���2�� ���ߣ��ΰ�ƽ ���� ʱ�䣺2023-4-14 �Ķ���
�ΰ�ƽ ����
���ҹ������ű����ܵ����ͺ����������ֹ�˾
���������ܵ������й����У�������ȱ�ݡ�ʩ�����˺����ⸯʴ��������ɲ�ͬ�̶ȵ����ơ����ݼ�������ʧ��ȱ�ݣ���Ҫ���Ѵ����������������Ͳ�������ȱ�ݵ�����B����Ͳ�������Ժá��ɿ��Ըߵ��ص㣬�ڹܵ�ȱ������Ӧ�ý϶ࡣͨ������B����Ͳ���������̣��ܽ���ǰ���������ӷ���ѡ��������ʩ����Ҫ�ص��ע�Ŀ��ƻ��ں�ע�����ΪB����Ͳ��������ҵ�ṩ�ο���
1 �����÷�Χ
B����Ͳ��������������ܵ�������ʧ�����Ρ�����ȱ�ݵȷ�й©��ȱ�ݵ������ж����ߡ���������ȴ�ھ��ܵ�Ҳ����B����Ͳ����ȱ�������ڴ�ھ�����ѹ�����߸ּ�����ں�ܵ��Ͻ���B����Ͳ������������ں����������ʱ�䳤�����⣬��Ҫ�ص��ע�����¼����������ʹ��B����Ͳ�������������������ܵ�������ȴ��ڱں��80%�����尼����ȴ��ڹܾ�6%��������ȱ����ȴ��ڱں�80%��
2 ��ǰ������
2.1 �������������
��1��B����Ͳ���»��塣ѡ��B����ͲҪ��ֿ��������ܵ��IJ��ʡ����ѹ�����ܾ����ں��Լ������������ĵ����ȼ���һ��Ҫ����ܵ�������ͬ����������õ���Ͳ������ѹ�������øְ�ͳ���ܵ�ר�ù��߸֣�Lϵ�л�Xϵ�У�����Ͳ���ȡ�150 mm�����»������ߴ���Ը����ֳ�ȱ�ݴ�С������λ��ȷ����
��2���ݺ��챳����塣�κιܵ����ƶ����ܵ�����Ӧ��Ӱ�죬����ʱӦװ�䱳���������Ͳ����ʹ�á��������ѡ���̼�ֲ��ʣ����ȳ���B����Ͳ��������150 mm�����ں���������Ϩ�������Ϊ2.5 mm���ҡ������Ͳ�����üӱ�������ѹ��ƽ��۵ķ���������Ͳ���ܺ�Ȳ�ӦС�ڹܵ��ں��뱳�����ѹ��ƽ������֮�͡�
��3������ѡ����ѡ��Ӧ��ѭ��ǿ�ȡ�ͬ�ɷ֡������ơ������͵ͳɱ�ԭ�����ú����ͺ�Ӧ�������ӹ��չ�����������磬����ԭ�ܵ���L415���ʣ�B����������ҵ��ʹ��ֱ��Ϊ3.2 mm��CHE507GX�������������溸�ӡ�����ǰӦ���ղ�Ʒ˵����Ժ������к�ɴ�����һ������ͺ�������¶�Ϊ350 �桫400 �棬����ʱ��Ϊ1 h��2 h�������ֳ�Ӧ�躸�����¸���Ͳ���¶ȿ�����100 �桫150 �棬������ȡ�������ò���ĺ����ջأ����º�ɺ�ʹ�á����º�ɴ������������Ρ�
2.2 ������
��1�������������������°䲼��GB 30871�D2022��Σ�ջ�ѧƷ��ҵ������ҵ��ȫ�淶���涨��B����Ͳ���ӱ������ؼ�������ҵ��������Ӧ�Ĺܿش�ʩ����������Ҳ�����ϸ���ǰҪ�����ؼ�������ҵ������ר��Ӧ��Ԥ��������ǰͨ�������������Ľ��б�������������붯��λ����ҵ��λҪ�Զ�����̴��ڵķ��տ�չJSA�������ƶ����շ��ش�ʩ��������ҵǰ�����ؼ����𣨷ǹ��ߴ���ҵƱ������ҵ��Ա������ѵ�Ͱ�ȫ�������ף���չ��ȼ�����⣬���������Ҿ�����ҵ���쵼���ɽ��ж�����ҵ��B����Ͳ��װ�ͺ��ӹ����绹�漰����������ҵ�������װ����ʱ�õ����ҵ��ҲӦ������Ӧ����ҵƱ����չ���շ������ƶ����ش�ʩ��
��2��������ĥ��B����Ͳ��װǰҪ���к�����ĥ��ֻ������˻�����λ�ô�ĥ���ɣ����ܵ����洦������Ӧ�ﵽGB/T 8923�D1988��Ϳװǰ�ֲı�����ʴ�ȼ��ͳ���ȼ����涨��ST3��Ҫ���ֶ���ĥ����Sa2.5��������ɰ������������Ӧ������ɶ��ĸ��⣬��������Ĵ�Ӳ�λ��ԭ���������Ӧ���ƽ���������
�����ֳ�װ��������ɶ�װ�����ԭ�ܵ����������ֱ������д�ĥ����ĥǰ��Ӧ�Դ�ĥ����Ĺ��壨�������������ֱ���죩���г�������⣬ȷ����ȱ�ݺ��ɴ�ĥ���������Ϊ2 mm����Բ�����ɡ�
��3���ں������B����Ͳ��ܵ����ӵĻ���Ǻ��캸���������������10 mm�ܵ��ں����ȫλ�ó����������������У���С�ں�ӦС��4.8 mm��
��4������Ԥ�ȡ�����ǰ���û�����Ȼ���Ƶ���ȷ�ʽ�Ժ��ӹܼ�Ԥ�ȣ�Ԥ���¶�Ӧ���Ϻ��ӹ��չ��Ҫ���ӹ����л�Ӧע�����¶ȱ��֣���Сֵ��Ӧ����Ԥ���¶ȵ���Сֵ����������ҵ�ж�ʱ���ٴκ���ǰӦ����Ԥ�ȵ�Ҫ����¶ȡ�
��5����ǰѹ��ȷ�ϡ����йܵ���Ӧ���չ涨��ǰ���ܵ��ڽ���ѹ����ԭ�ܵ����Ӵ�����ѹ����С�ڴ˶ιܵ���������ѹ����0.5������ԭ�ͳ����ܵ�����Ȼ�����Ʒ�ܵ���С��0.4�����ҳ�Ʒ�ܵ�Ӧ������Ʒ��
3 ���ӷ�����ע������
3.1 �ݺ��캸��
���Ⱥ�������˳���������ݺ��죬����ͬʱ���ӡ�������������ʱ��Ӧ��ͼ 1��a����ʾ����˳��ͬʱ���ӡ��Ի��峤�ȡ�700 mm����Ͳ�����ݺ��캸��ʱ��ÿ������Ӧ����2������ͬʱʩ����4����������ʱӦ��ͼ 1��b����ʾ����˳��ͬʱ���ӡ����Ӳ���һֱ���������������۷���������֮һ��ֹ����Ҫ��Ϊ�˼�С����Ӧ������Ρ�

ͼ 1 B����Ͳ�ݺ��캸��˳��
������Ͳ�ݺ��캸��ʱӦ���ûػ���100%������Ӧ�մ�������塣�����ȴ��ڵ���30 mm����Ͳ������ʱӦ�����˻����˻�����亸���30%��50%ʱ���У������¿ڱ�ԵС��2 mm���˻�ѡ��ֱ��3.2 mm�����������ĥ��1 mm���ҡ����溸ʱ���������������ؽ��У����溸�������ٺ�������ͨ���ϣ����Ǻ������˻��ϡ�ע���ں���λ�ú��ӻػ����Ҳ��ú������˻��ϡ��ݺ��캸����ɺ�����ɰ���г��ݺ������˵ı�����塣
B����Ͳ�ݺ���һ����ú����绡�����ӷ���������һ����ò��ԳƽǶȵ�V���¿ڣ�����Ƕ�С��ԼΪ10�����ң������Դ�ԼΪ30�����ҡ�������Щ��ҵ�������¶Գ�V���¿ڣ����¶�ԼΪ20�����ҡ�
3.2 ����Ǻ��캸��
��κ���һ��Ļ���Ǻ��죬��ʱ����һ��Ļ���Ǻ��첻�ý��е㺸�����ຸ����ɺ��ٺ�������һ�ࡣ����Q/GGW BF 0316�D2021�����������ܵ�ʧЧ�������淶���涨����B����Ͳ��ȴ���1.4���ܵ��ں�ʱ������ܵ����ӵĻ���Ǻ���ĺ��Ÿ߶ȺͿ��Ȳ�ӦС��1.4���ܵ��ں�С��1.4���ܵ��ں�ʱ�����Ÿ߶ȺͿ���ӦΪB����Ͳ�ں�����Լ�϶֮�͡�
�ڹܵ��⾶���ڵ���325 mm�Ĺܵ��Ͻ��нǺ��캸��ʱ��ÿ������Ӧ������������ͬʱʩ���������绡��Ӧ�������50 mm����ͼ 2��ʾ��
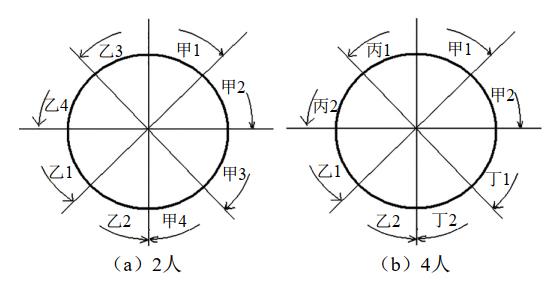
ͼ 2 B����Ͳ����Ǻ��캸��˳��
������Ͳ�ܵ�֮����һ���ľ��룬ֱ�Ӻ�ĩ�˽Ǻ���ʱ��һ�����ѡ����Ե���Ͳ�ܵ���϶����3 mmʱ��Ӧ�ڹܵ����Ⱥ�Ԥ�Ѳ㣬����B����Ͳ���ȷ�����ųߴ硣Ԥ�Ѳ㡢�Ǻ���ĺ�����һ��ĺ���˳��һ����������첻��ͬʱ���ӣ�����һ�ຸ��3���Ժ��ٺ�����һ�ࡣԤ�Ѳ㲻������Ͳ��������������Ӧ�����ѡ�
4 �����ʩ
4.1 ������
B����Ͳ������ɺ����100%��ۼ�顣�����Ϻ���������Ӧ�����ɾ�������������룬�ް��ӡ�������ȱ�ݡ�������������ۿɼ������ơ�δ�ۺϡ����������ס������ۼ����оߺ����ȱ�ݡ�
��ۼ��ϸ�ɽ��������⡣����������ܵ���ȴ���������дŷۼ�⡢������������⣬�����ܵ����ɽ���X����⡣�������24 h����Ժ����ٴο�չ�ŷۼ�⡢������������⣬ȷ�����ӳ����Ƶ�ȱ�ݡ������ⲻ�ϸ�ĺ��ڿɲ�ȡȱ������������Լ���Ч�ĺ����ǿ��ʩ��������
4.2 �����´�ʩ
B����Ͳ������ɺ�Ҫ�����Ժ������ܱ�������м��ȺͰ������£��Լӿ캸���������ɢ��
5 ����
B����Ͳ�������������÷�Χ�㣬��Ч���ã��ɿ��Ըߣ����û���������Ϊ�ܵ�ȱ����������һ�ַ��������������ͺ���ʯ��ԭ�ܵ�ͨ���ڼ�ⷢ�ֽ�����ʧ�����ݺͺ���ȱ�ݵ���ǧ�������ռƻ�ÿ�꿪չB����Ͳ����ʮ���ϰٴ����������ڴ�ѹ�ܵ��Ͻ��е��ؼ�������ҵ��������������Ч��Ӱ��ϴ���һ���İ�ȫ��������ˣ���ҵ������һ��Ҫ���ð�ȫ���������չܿء�����������
����飺�ΰ�ƽ��1990���������ƣ�����ʦ��2013���ҵ���й�ʯ�ʹ�ѧ�����������ִ��������ܵ�ά��������������ϵ��ʽ��18647125993��renap@pipechina.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
