



帕累托图法在管道焊接工程质量管控中的应用
来源:《管道保护》2023年第2期 作者:师海斌 徐洪敏 王大磊 时间:2023-4-18 阅读:
师海斌 徐洪敏 王大磊
国家管网集团西南管道贵阳输油气分公司
摘要:管道运营单位作为新建管道的业主单位,对做好质量管控负有重要责任。将帕累托图法用于天然气管道焊接工程质量管理,可快速分析造成质量问题的主次因素,从而针对主要影响因素重点管控。结果表明,采用该方法可在不增加现有人员定额情况下,有效提高质量管控水平,有较大应用价值。
关键词:油气管道;建管融合模式;焊接工程质量管理;帕累托图
“建管融合”模式下,属地管道运营单位作为项目业主一方,与项目建设单位联合组成项目部,共同把好工程质量关。运营单位在保障在役管道安全运行的同时,参与新建管道工程质量管理工作,任务重、压力大。本文提出将帕累托图法应用于天然气管道建设项目焊接工程质量管理,可不增加现有人员定额,快速发现存在的质量问题,提高工作效率,保证焊接工程质量。
1 帕累托图法概述
1.1 帕累托图构成
帕累托图(Pareto Diagram)又称主次因素排列,由一个双直角坐标系和一个横坐标构成。左纵坐标为频数,表示某个影响因素发生的次数;右纵坐标为频率,表示各个影响因素发生的累计频率;横坐标为影响因素,按照其影响程度大小从左到右依次排列。通常,将累计频率曲线的累计百分比分为三个等级,0~80%为主要影响因素(A类因素),80%~90%为次要影响因素(B类因素), 90%~100%为一般因素(C类因素)。
1.2 帕累托图绘制方法
(1)按照影响程度大小将影响因素从左向右依次排列,并以直方柱的高度表示各个因素出现的频数。
(2)计算各因素的频率,即各因素出现的频数与总频数的比值 (百分比)。
(3)将各因素的频率依次累加,求得各因素的累计频率。
(4)将上述步骤求得的数据绘制成帕累托图。
2 焊接工程质量管理应用
2.1 焊接质量问题统计及分析
某天然气管道建设项目位于贵州黔南地区,全长约60 km,管径610 mm,设计压力10 MPa。采用典型的“建管融合”管理模式,建设单位仅有数人负责项目工程质量、安全施工、工程进度等管理和协调工作。该项目第一次焊接质量检查问题项218个,如表 1所示,绘制帕累托图如图 1所示。
表 1 第一次焊接质量检查问题项统计表

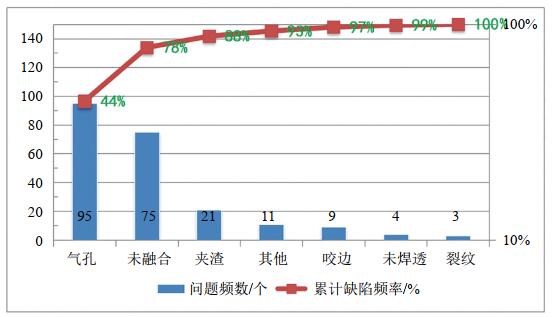
图 1 第一次焊接质量检查问题项帕累托图
由图 1不难发现,影响焊接工程质量的主要因素(A类因素)是气孔和未融合,次要因素(B类因素)是夹渣,其余为一般因素(C类因素)。
(1)气孔质量问题。气孔使焊缝的有效截面减小,从而破坏焊缝金属的致密性,导致焊接质量隐患。分析其主要成因有:黔南州雨季长,环境湿度大,焊工在施工过程中未对坡口边缘进行清洁,残留水分导致;个别焊工未按焊接工艺规程和管理规范要求烘烤焊条,雨天室外焊接作业时未采取遮挡措施。
(2)未熔合质量问题。未熔合会使焊缝出现间断或突变,导致焊缝强度大大降低。主要成因有:在管口组对质量不符合要求情况下作业,造成管道组对间隙不均匀、坡口角度大或错边量大;焊接作业时,焊工使用焊条与焊接方向夹角不当,焊接电弧偏弧造成一侧金属产生未熔合;个别焊工施焊速度过快,焊件坡口表面氧化膜等没有清除干净,或熔渣妨碍了金属间的熔合。
2.2 焊接质量控制措施及实施效果
(1)气孔质量问题的控制措施。焊接前烘干焊条,并在现场设置环境湿度监测装置,一旦监测到环境湿度达到焊接规程下限值,立即停止焊接作业。焊接作业时要清除坡口处的氧化皮和油污,并为每个焊接机组配置防风防雨棚。
(2)未融合质量问题的控制措施。将管道垫平,仔细调节对口间隙,检查对口间隙与坡口打磨尺寸,提高管口打磨、坡口加工、管道组对的质量;严格按焊接工艺规程规定的焊接速度作业,运条摆动要适当,密切注意坡口两侧的熔合情况;采取视频监控手段和监理人员旁站监控等措施,监控主要焊接作业工序,对违章行为立查纠正。
(3)管控成效。应用帕累托图法对影响焊接质量的主要因素进行重点管控,经第七次焊接质量检查,累计问题项已降低至55个,如图 2所示。建设单位在未增加管理人员情况下,焊接质量问题总体呈下降趋势,如图 3所示。
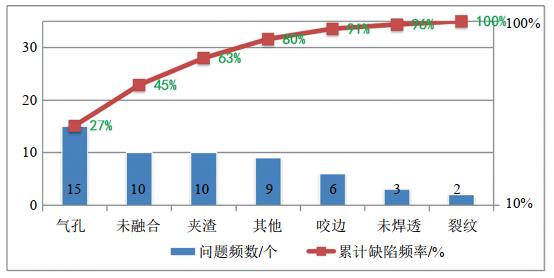
图 2 第七次焊接质量检查问题项帕累托图

图 3 采用帕累托图法管控前后焊接质量问题项统计
3 结论
实践表明,应用帕累托图法开展天然气管道焊接质量缺陷分析,简洁方便,可以快速发现影响焊接工程质量的主要因素,便于采取针对性措施重点管控。应用过程中,主要影响因素并非一成不变,要进行动态分析。该方法也适用于其他施工作业情景下的质量问题分析。

作者:师海斌,1986年生,硕士,工程师,主要从事管道工程管理等工作。联系方式:13639078607 13639078607@163.com。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
