



补板修复焊接技术应用探讨
来源:《管道保护》2023年第4期 作者:陈学武 欧毅 朱文学 时间:2023-8-8 阅读:
陈学武 欧毅 朱文学
国家管网集西部管道新疆输油气分公司
摘要:补板修复是油气管道管体补强修复、局部腐蚀或泄漏事故后应急抢修时常用的焊接方式。本文详细介绍了补板修复的适用范围、焊材选择、焊接前的准备、焊接方法,并针对仰位焊接铁水下坠等补板焊接时常遇问题,结合实践经验,提出解决之策,可供参考借鉴。
关键词:补板修复;仰位焊接;冲击韧性;焊道;规程
输油管道根据不同要求和地质条件,一般埋设在1.2 m~2.5 m地下。长期处于潮湿的环境中,再加上阴极保护不足、防腐层脱落、外力破坏等原因,会导致管道表面局部腐蚀和穿孔等失效事故。在这种情况下,补板修复就是一种比较合适的快速应急抢修方法。
1 补板修复适用范围
补板修复主要适用于设计压力不高于6.4 MPa或管材钢级低于X60的管道母材局部修复,主要针对因氧化腐蚀导致的管道母材局部腐蚀后的焊接修复、直径小于8 mm的腐蚀孔、长度小于管道周长1/6的裂纹、其他不能进行换管的管体缺陷和打孔盗油等应急情况下的修复。根据腐蚀面积的大小,补板应预制成圆形,材料等级与被修复管道的材料等级相匹配。补板修复管道缺陷存在氢脆、管道裂纹、管壁烧穿或爆裂等焊接风险,故进行补板修复时要严格执行相关工艺规程,在保证安全可靠的条件下进行焊接操作。焊缝区域缺陷不应使用补板焊接修复,严禁在违反焊接工艺规程、违反安全操作规程的情况下进行补板修复。
2 补板修复焊材选择
CHE507RH(E5015-N1P)是高韧性超低氢钠型的低合金钢焊条,具有优良的塑性、低温韧性和抗裂性能,工艺性能较好,可用于冲击韧性有更高要求的压力容器强度型低合金钢与耐热型、低温型低合金钢之间的焊接,力学性能见表 1。采用直流反接,可进行全位置焊接,焊接工艺参数见表 2。
表 1 熔敷金属力学性能( 620℃× 1 h回火)

表 2 焊接工艺参数

3 补板修复焊接前准备
要全面了解漏点抢修作业地点工况,对漏点大小、位置、形状、漏点及漏点附近管壁厚度进行准确的测量。对修复点附近的可能存在的危害因素进行识别和排除安全隐患,尤其是有毒有害、易燃易爆、高空坠物、狭小空间和触电等危险因素,要重点管控。焊接前要认真清理修复部位管体表面杂质,并用测厚仪测量各个点位的管道壁厚,避免焊接时烧穿等风险。CHE507RH是碱性焊条,使用前烘干至350℃~400℃,保温1~2小时,存放在焊条保温桶随用随取。要提前准备好合适的堵漏材料进行堵漏作业。根据泄漏孔的大小选择合适的木楔子,用防爆手锤将木楔子钉进泄漏孔内,用钢锯将外面剩余部分锯掉,将胶皮用铸工胶粘在焊接补板上,焊接补板贴在泄漏部位并用手拉葫芦固定,便于焊接。
4 补板焊接操作方法
(1)根部焊道
打底焊道,观察补板A点处、B点处分别与主体管道之间是否贴合紧密。如果A点间隙较大、B点处贴合紧密,那么宜从A点起弧,沿补板角焊缝向右侧顺时针方向进行焊接(图 1);如果B点间隙较大,那么宜从B点开始焊接。这样能够减少焊接过程中,因A点起弧处的反向收缩力较大,造成B点处补板翘起,导致间隙过大,从而影响焊接质量。焊接时,焊条角度与补板角焊缝呈45°,与焊接方向前倾夹角80°方向,采用一字往复的运条方法短弧焊接。
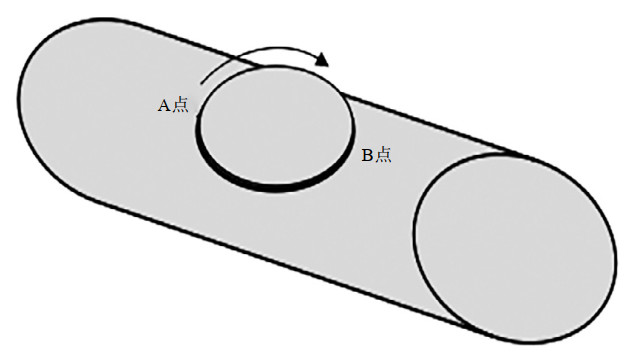
图 1 补板示意图
(2)填充焊道
用砂轮机清理打底焊道表面的接头部位,去除表面气孔、夹渣、焊瘤等缺陷,不要破坏主体管道表面。根据补板厚度采用多层多道排焊。第一道填充焊道起弧位置宜在补板打底起弧焊接,位置错开20 mm~30 mm。引燃电弧,待熔池温度升高、电弧稳定后压低电弧,熔池宽度达到填充焊缝宽度的2/3时开始运条焊接。形成的焊接熔池厚度不要太厚,避免熔池金属下坠。第二道填充焊道起弧位置与上一层及上一道焊道起弧点错开20 mm~30 mm。以后的焊道照此类推,避免接头位置的焊接应力和缺陷叠加在一起,影响补板修复的焊接质量。
(3)盖面焊接
盖面焊接采用水平一字形往复摆动运条方法。焊缝的中部焊道采用近似于水平横向斜拉微量摆动小锯齿形运条方法。采用两种运条方法进行组合焊接,目的是利用各自运条方法的焊接优点,使焊缝两侧焊道薄,中部焊道厚,从而使表面成型能够达到圆滑过渡的效果。
5 仰位焊接铁水下坠解决措施
仰位焊接时,焊接熔池在自身的重力影响下会产生下坠和熔滴过度,形成焊缝偏向补板一侧的现象,造成焊接缺陷和焊缝熔合不良。为避免这些问题,焊接时焊条与补板一侧宜成30°夹角,采用一字往复的运条方法。此焊法的优点是每道焊道成型窄,焊接熔池小,焊条在单位时间内完成的焊道长,熔池温度由高温向低温转变速度快,焊接熔池形成的表面张力控制优于其他焊接方法,能够有效的防止焊接熔池在自身重力影响下产生下坠,也可减少其他焊缝缺陷。

作者简介:陈学武,1985年生,助理工程师,新疆输油气分公司鄯善维抢修中心焊工,主要从事输油气管道维抢修工作。联系方式:18209656864,584888447@qq.com。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
