



�����ܵ����̺����������������ʵ��
��Դ�����ܵ�������2023���5�� ���ߣ������� ʱ�䣺2023-9-25 �Ķ���
������
�й�ʯ����Ȼ���ܵ���ѧ�о�Ժ����˾
ժҪ��������������Ӱ��ܵ����а�ȫ����Ҫ���ء�������������ܵ����̺���ʩ���Ļ����������������⣬Χ�ƺ��ӹ��չ��ִ�й����е������ܿص㣬����Ա���豸�����ϡ����պͻ����ȷ�����һ���в������������������Ӽ�����Ա�ͺ��ӻ���Ĺ��������ӵ�Դ�����ԡ��Զ���װ�����豸���������ú��Ӳ������͡��������Ϲ��������ӹ���ִ�й��̼������ܿص㣬���ӻ���Ҫ�������ܿصȣ�����������ܵ������������ܿصĴ�ʩ�뷽������Щ�����ʩ�������Ͻ���ʵ�ʹ��̽��������������������ĺ���������
�ؼ��ʣ������ܵ��������죻����������ʩ������
��ֹ2022��ף��ҹ��ѽ����˳��ȳ���18��104 km�������ܵ����ж��ܵ�������ܵ������ǹܵ��Լ�������ͨ�ȶ���ص��������̽��蹹���ˡ����������������ϡ����ϡ��Ĵ�����ս��ͨ�����γ��ˡ��������䡢���Ͷ��͡��������ˡ�������½��������������֣������ƶ��˹�����������ҵ����Ƚ���չ��δ��һ��ʱ�ڣ��й�����������������ǿ�����ر�����Ȼ���ܵ����������������ʽ��ﵽ9.8%����ھ����߸ּ�����ѹ�������ܵ����߽���������Ȼ���أ��⽫�Ժ���ʩ�������ܵ���������������˸��ߵ�Ҫ��
�����������Ľ������ͨ�������ļ�顢������ֶεõ���������ֵ���֤����ߵģ���Ҫ�Ժ��ӹ��̽������ܵIJ����������źͼ�ء����̺���ǰ��ʩ�����̽��еIJ������Ĺ��̳�Ϊ���ӹ������������̺��ӹ����ж�ʩ�����̽��м�顢��صĹ��̳�Ϊ���������ܿأ���ִ�к��ӹ��չ�̵Ĺ��̡������ص���ܺ��ӹ��չ��ִ�й����е������ܿص㡣
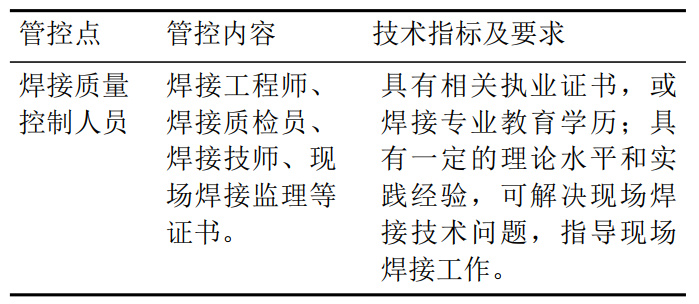
1 ������Ա
������Ա��Ҫ�����������������������ͺ�������������Ա�������ʼ�Ա����
1.1 ����
����Ӧ������Ч���ڵġ������豸��ȫ��������ҵ��Ա֤���͡�������ҵ����֤�������ʸ���Ŀ���Ϲܵ����̺���Ҫ�� 1�������⣬���������ܵ�������Ŀ�ĺ��Ӿ���һ���������ԣ��������������豸���Ӳ�����Ա�ʸ�֤����������ȫ���㹤����Ŀ�ĺ�����ҵ�������Ϲ��̵ľ��庸�ӹ��ա����Ӳ��ϵIJ�������Ҫ��ͨ���ϸڿ��ԡ�
�� 1 ���������������ؼ���
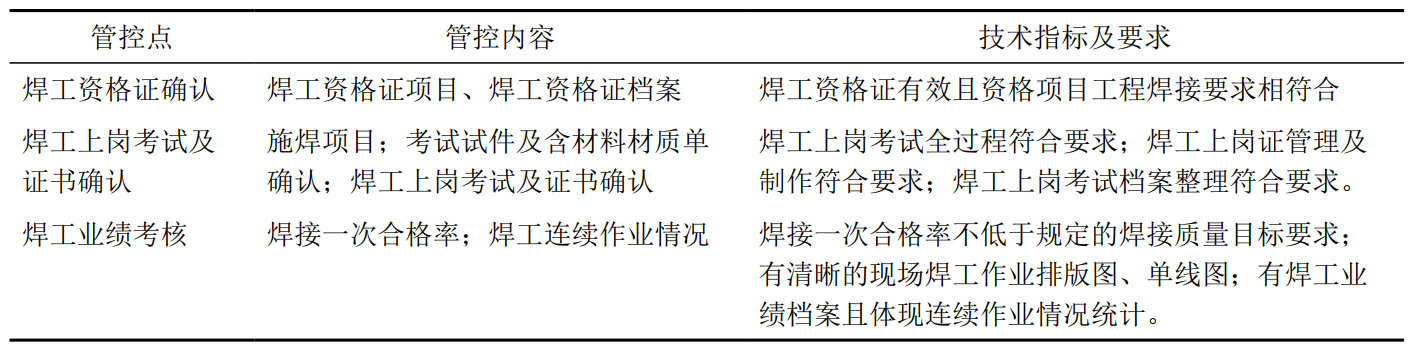
1.2 ��������������Ա
��������������Ա��ָ��ʩ�������н��������������صĺ����ʼ�Ա�����Ӽ�ʦ�ӹ���ʦ�ȣ��ɼ�ʱָ���ֳ����ӹ���������ֳ����Ӽ������⡣��������������Աͨ��������ѵ�����ջ�������ۼ�飬�˽�������Ƭ��AUT��PAUT���ͼ��ȱ�����й��̣�����һ���ĺ���ȱ���뺸�ӹ�������Է�����֪ʶ���� 2����
�� 2 ��������������Ա�������ؼ���
1.3 ���ӻ���
���̺��ӻ�����ԱӦ��Թ̶���ʩ����ͬ��ӦԼ�����ӻ��鲻���滻��Ա�嵥��������ĺ����滻���������ķ�֮һʱ�����°��»�����к��������������ء�
�����ֺ������ʸ���ʸ���ʩ����Ŀ����������δ����������ֳ������ⲻ���������⡢˽��˽�ġ�˽�Է��ޣ����Ӳ����������뺸�ӹ��չ�̲��������ʱ�����ӻ��鳤����Ҫ���ν���ֱ�����ˡ�
�����ӻ��鳤δ���п�������ȷ�Ϻ�ȫ����ල��飬�ʼ�Աδ����ȫ�����������ȷ������̼ල������λ����δ����Чִ�й��ռ���Ҫ����߹�����ɺ����Լ죬�ӻ�������ͣʩ���������ġ�
2 �����豸
2.1 ���ӹ����뺸�ӵ�Դ������
�����绡�����ټ�벻������ն����ö��������Ե�Դ���豸ͨ����Ϊ���������㣬����ά�ޡ��ù��չ����У�Ӧע���غ��ӵ����ķ�Χ�Ƿ��ں��ӹ��չ�̹涨�ķ�Χ�ڡ�
�ۻ������屣���������Ա���ҩо��˿���Զ��������ղ���ƽ�����Ե�Դ������ʵ���Զ���������Ч�ʸߡ���CO2��ʱ�ɽ�����ǿ���ײ������ס�δ�ۺϵ�ȱ�ݡ��ù��չ����У�Ӧע���ص绡��ѹ����˿�ٶȵķ�Χ�Ƿ��ں��ӹ��չ�̹涨�ķ�Χ�ڡ�
����ʽ�ۻ���������������STT��RMD�����ղ��������Դ�����ԣ��绡����С�ҿ��ƾ�ȷ�����ڵ��溸˫����ͣ�������������ʱ���ڸ�������δ�ۺ�ȱǷ���ù��չ����У�Ӧע���غ��ӵ������绡��ѹ�������������ķ�Χ�Ƿ��ڹ涨�ķ�Χ�ڡ�
2.2 �ܵ��Զ�����װ��
��1���й�ʯ����Ȼ���ܵ���ѧ�о�Ժ����˾��1998���з���Ӧ���˵�һ��PAWϵ�йܵ��Զ���������2020���з�Ӧ���˵�����CPP900ϵ�йܵ�����ר��������ȫ���ֻ�����ϵͳ��ʵ����������ӵ�Դ������ںϺ͵绡���ټ����ľ�ϸ�����������ж����ߡ���ɽLNG��Ŀ������ú�����ܵ���Ŀ������֧���ߡ������������ߵȹ����еõ��˹㷺��Ӧ�á�
��2���ɶ��ܹȼ�����������˾��2009���з���Ӧ���˵�һ��XG-Aϵ�йܵ��Զ�������2016�����Ƴ��ڶ���XG-Aϵ�йܵ��Զ���װ��,��ʼ���ж�ԭ�Ͷ��ڹܵ����̡��ж����߱�����Ȼ���ܵ������й㷺Ӧ�ã�����WIFI��ɨ�����ӿڡ��Զ��绡���ٹ��ܣ����ṩԶ�̼��������������ƶ˴��䣬���㺸�ӹ���������ʵʱ��غ�����
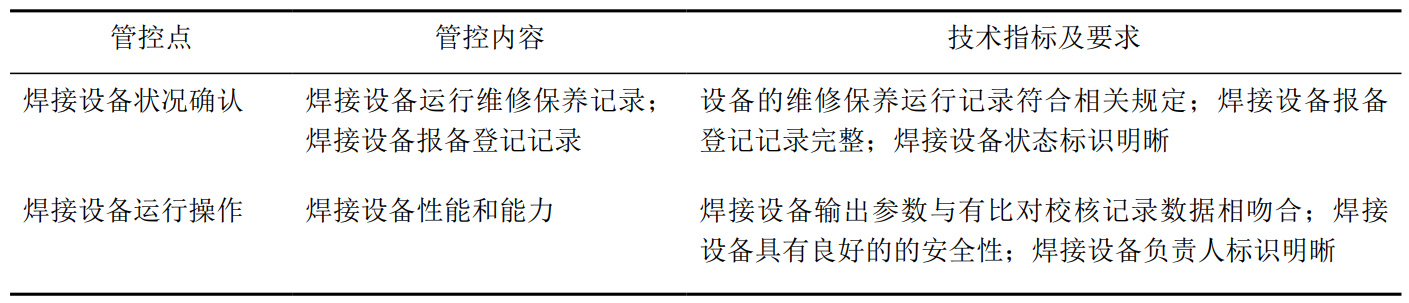
2.3 �����豸����Ҫ��
����ǰ��Ӧ�Ժ����豸���м����ȷ���豸�������á���ȫ�Ĺ���״̬�����ӵ�Դ�������ԡ������Է��Ϻ��ӹ���Ҫ���Զ����ú��ӻ��ߡ��豸�뺸�ӹ��չ�̹涨�IJ�Ʒ��������ϡ������豸�ĵ�������ѹ����˿�ٶȵ���ʾ�����бȶ�У�˼�¼���������Ǻϡ������ݴ���Ҫ��ʱ�������豸Ӧ����ʵʱ�����ɼ�������Զ�̴��������������豸��ά�ޱ������м�¼����״̬��ʶ�������� 3����
�� 3 �����豸�������ؼ���
3 ���Ӳ���
3.1 �����ܵ����ú��Ӳ���
�����ܵ������г��õĺ��Ӳ���������ͼ 1��ʾ��������ά�غ��������⺸����ʵ�ĺ�˿��������о��˿��������ҩо��˿�ȡ�

ͼ 1 �����ܵ��ú��Ӳ���
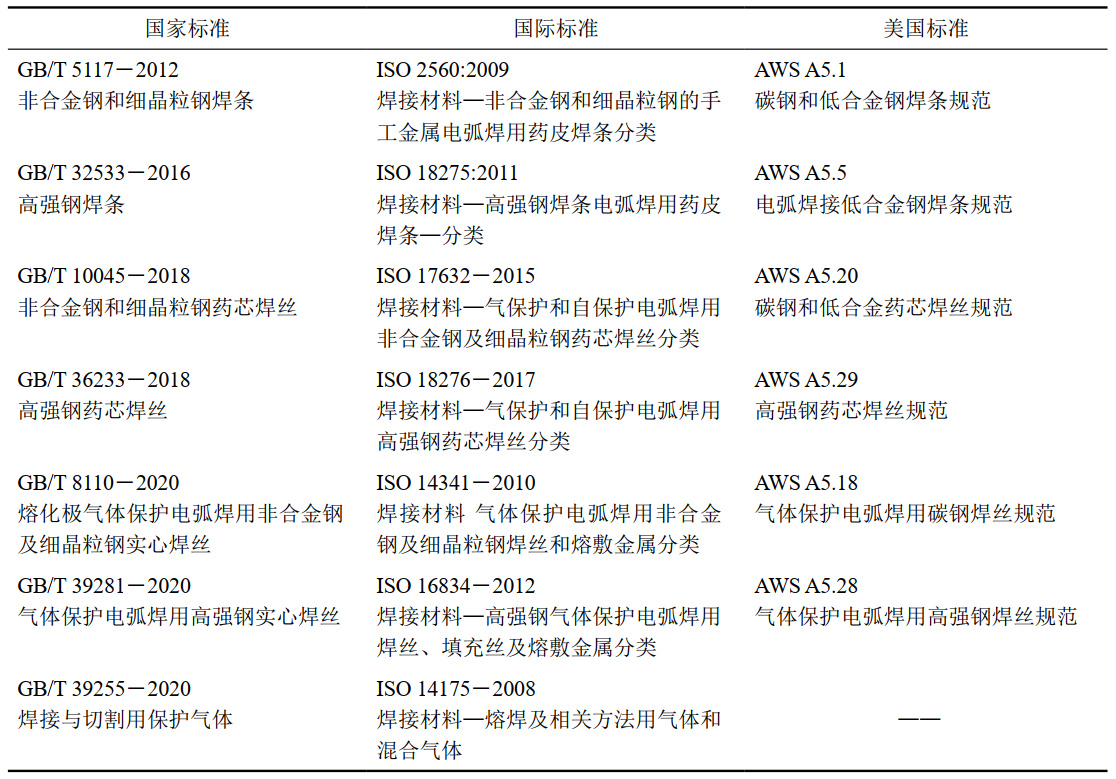
3.2 ���Ӳ��ϱ�
��2012�꿪ʼ���ҹ���ʼ�Ա���Ӧ�Ĺ��ʱ��������Ӳ��Ϲ��ұ�����ת�������У������ܵ�������صij��ú��Ӳ��Ϲ��ұ�������� 4��ʾ��
�� 4 ���Ӳ��ϵĹ���������ձ�
3.3 ���Ӳ��ϵı�����ʹ��
��1�����������ʩ���ֳ�Ӧ���ú��Ŀ⣬���Ŀ�Ӧ���ͨ�硢��ʴ�ԣ��ɲ����ƶ�ʽ��װ��ṹ��������Ҫ�ɽ����Ŀ⻮��Ϊ���������ϸ����������������û��ܡ����÷�������ȥʪ���ȡ����Ŀ���Ӧװ���¶ȼƺ�ʪ�ȼƣ������¶�Ӧ������5�棬���ʪ��ӦС��60%���ﲻ�����������ĺ��Ŀ�Ӧ����ȥʪ�������豸��
��2�����ܡ�Ӧ�к��Ӳ��Ϲ�����Ա�����Ӳ��ϵĺ�ɡ����ܡ����ż����գ�Ӧ�������ij����Ǽ�̨�ʡ�Ӧÿ�찴�涨��¼�����¶Ⱥ�ʪ�ȡ��緢�ֺ��ı��治�������ֿ���Ӱ�캸������������ʱ��Ӧ��ʱ�ϱ������д�����
��3�����⡣���Ӳ��ϵķ���Ӧ�������ȳ���ԭ����У������泬��������IJ�������������쾡���ܲ�Ҫ����������ˣ��������ʱ���Ϸ��겼��
�����ܳ������ʵĺ��Ӳ��ϣ�Ӧ�ɼ��鵥λ���б�Ҫ�ļ��飬����������ʹ�ûϵĴ�������֮���������⡣�������ຸ�Ӳ��ϵ�ȥ������ϸ���ơ�
��4��ʹ�á��������õ��������ܷ��װ������Ӧ����ʹ�ã������ܳ���δ����ĺ��ı�����õ��ⷿ�У��ٴ�ʹ��ʱӦ���û��յĺ��ġ��Ѻ�ɵĵ��⺸��Ӧ�����ڱ���Ͱ�ڣ�������ȡ���������º�ɴ�����Ӧ����2�Ρ���������Ĵ��ȡ���Ⱥͺ�ˮ�ʵ�Ӧ����Ҫ��
ʹ�ó�����������2���������ʱӦί�о���CMA��CNAS���ʵļ��������е������������ۡ�����ϸ��ĺ��Ӳ���Ӧ��6������ʹ�á�
4 ���ӹ���
4.1 �����¿ڼ��ܿ����
�ֹ����Ͱ��Զ������¿�һ�����ڹܳ��ӹ�Ԥ�Ƶġ���ͷ���������⺸�ڿɲ��û����и��������и�ȷ������ֳ������и�ӹ��������¿���ĥ���ȡ��⻬�����ȱں�ֹܶԽӺ��ĺ��ڣ�Ӧ�ӹ����ڿ����¿ڻ���������������Զ����ĸ����¿���Ӧ���¿ڻ����ֳ����мӹ�����ͼ 2��ʾ���Զ����¿ڵijߴ羫�ȼ�飬Ӧ�����α꿨�ߺճߣ�����ȳߡ���ߣ������������¿ڵĹյ�߶�H���۱ߺ��P�Ͱ��¿ڿ���W�������ݣ���ͼ 3��ʾ��

ͼ 2 �Զ����ĸ����¿�ʾ��ͼ
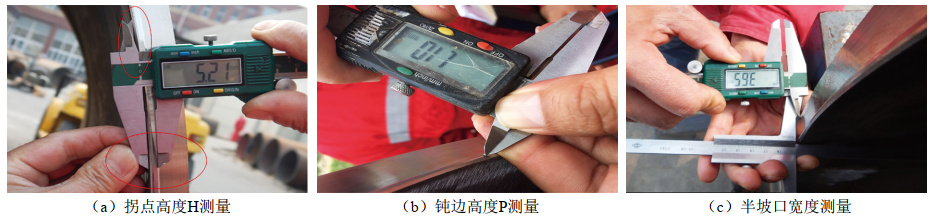
ͼ 3 �Զ����ĸ����¿ڳߴ羫�Ȳ���
�ܿ����ǰ��Ӧ��ĥ�������⺸����ߡ��ֹ�������Զ���ʱ���¿ڼ�����20 mm��Χ��Ӧ��ĥ�����ֳ�������������AUT��PAUT���ʱ���¿ڼ�����150 mm��Χ��Ӧ�����ɾ������ʱ�������ڹܵ��ƹܺ���Ӧ���������100 mm��
4.2 Ԥ���¶Ⱥ͵����¶�
�����ܵ�����ʩ��ʱ��ͨ��Ӧ���к�ǰԤ�ȣ�������һ���ĵ����¶ȡ��������¶ȸ��ک�5���ʹ�û��λ���������������¶ȵ��ک�5��ʱ����ʹ�ø�Ӧ��������������ӹ����е����¶Ȳ��ܱ���ʱ����ʹ�õ���ȡ�
��ǰԤ�Ⱥ͵��䱣�µ���ҪĿ����Ԥ�����������ơ����Ԥ���¶Ȳ����������¶Ȳ��㣬ʹ�ý��뵽��������е��ⲻ�ܼ�ʱ��ɢ��ȥ���ͻ����ӿ��ѷ��ա�
4.3 ���ӹ��ղ���
�������к��Ӳ���ʱ����������ʹ�ø����������������˺���ʩ��������Ӧע���غ��ӹ��ղ����ı仯��Χ�����ں�������������һ������ֵ������ֱ�۵ع۲�õ���ͨ�����ÿ��ƺ��������͵��������ӵ�����Χ�ȷ�ʽ���м�ܡ�
4.4 �Կ����ͶԿ�֧�ų���
�ڶԿ��������ں�����Ӧ�ڸ�����ȫ����ɺɳ��롣��Կ���Ӧ�ڸ��������ȶԳ����50%����ÿ�κ��쳤�ȴ���100 mm���ɳ��롣������ɺ�ĸֹ��ڷ��õ��ܶ��ϵĹ����У��ֹܲ�Ӧ�ܵ��ͳ����
�ڸֹ��ȶ��ڹܶ���֮ǰ�����ܳ���֧�ŵ��ߡ��ֹ�֧�Ų��ȶ������ֹ����գ����ܣ����������е����Կڼ�϶���Ⱥ�δ���ʱ�������������һ��������ԣ���������ԵĹ����ڸ���������ͻȻжѹ����Щ�����ʩ���ں������Ƶ���Ҫԭ��
4.5 �̶�����ͷ����
�̶�����ͷ�ص���ѡ���ڵ���ƽ̹�Σ��̶���ͷ��Ӧѡ���ڵȱں��ֱ�ܶ��ϡ�ת���䡢��Խ�������λ�õĹ̶�����ͷ��������������ƽ̹�Ρ����ֳ���Ҫ�и��ʱ���и����Ӧ���ٱȸ��溸��ÿ���5 mm����ȥ��ԭ������Ӱ������
4.6 ������
����ǰȷ��ȱ���ѱ���ȫ��ĥ����������ܿصĹؼ�����֮һ�����ڴ�ĥ�����в���Ŀ�Ӽ��ķ������м���ȷ�ϡ������㷵��ʱ�����ܴ��ڸ���ľ����ȣ��ɲ�������Ԥ�ȡ���䡢����㷵��ʱ�������ݸֹܱں�ּ��������ֲ�Ԥ�Ȼ�����Ԥ�ȡ������������ľ���С��100 mmʱ����һ��ȱ�ݽ��з��ޡ������ܳ���Ӧ������1/3 ���ܳ���
����ͳ�Ʒ�������ȱ�ݵIJ���λ�á����ͼ��뺸���������豸������ԣ������ں��������������ܵ��Զ���ʱ��������������鷴���ļ������ʱ����ȱ�ݲ���ԭ���ͳ�Ʒ����������ڱ���ͬ����ȱ�ݵ�����������Ҳ�����������Զ��������������
5 ���ӻ���
�����Ȼ�������������㺸�ӻ���Ҫ��ʱ��Ӧ��ȡ��Ҫ�ķ�����ʩ����������������籣����ȡ����ӻ����������ؼ������ 5��ʾ��
�� 5 ���ӻ����������ؼ���
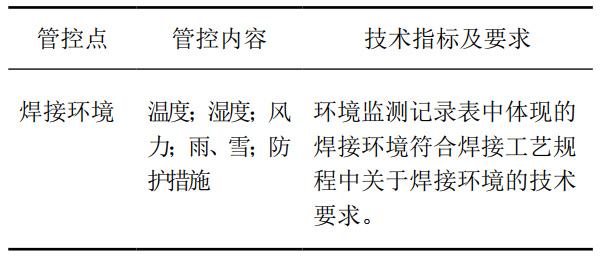
����Ȼ���������¶ȵ��ک�5��ʱ�����ڵ��»���������ҵ���룬Ӧ�������㺸�ӹ��չ��Ҫ���ʩ���������籣������ٵơ��ȷ���ȡ�������ʼǰ�����������Ԥ���¶�Ҫ��Ӧ����Ԥ�ȡ����ӹ����пɲ��õ��������֤�㣨�������¶ȡ��Զ�������˿����װ���˷����ڷ��籣�����ڡ���������Ӧ���б��´�������֤�����ʡ�
6 ����
��1�����ӹ��չ���Ǻ���ʩ�����̵�ָ�����ļ�����ȷ�������ܵ��Ļ����캸�������Ļ�����Ӧ����Ա�ʸ��豸���������Ӳ�����ѡ�����ռ���ִ�кͺ��ӻ����ܿصȷ�������㹻�����Ӻ��ϸ��ִ�С�
��2�������ܵ����������ܿصĹؼ��㣬�ڹ��ҹ�����DEC�ļ��о�����Ӧ�Ĺ涨����Щ�涨�����Ͻ���ʵ�ʹ��̽��������������������ĺ���������
��3��������ĺ��������ܿأ����������ӹ�������������������ͷ���ܼ��������������պ���Ա�����ȣ�Ŀǰ������Ӧ��DEC�ļ��涨��

����飺������1970���������ڼ��߹���2008�격ʿ��ҵ������ѧ���ϼӹ�����רҵ���й�ʯ����Ȼ���ܵ���ѧ�о�Ժ����˾��ϯ���Ӽ���ר�ң���Ҫ���������ܵ��������ֳ����Ӽ����о�����ϵ��ʽ��0316-2076715��cnpcsuiyongli@sina.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
