



西气东输四线双连管应用案例
来源:《管道保护》2024年第3期 作者:胡钰杰 李志奎 赵浩鸿 闫慧彬 杨建中 时间:2024-7-17 阅读:
胡钰杰 李志奎 赵浩鸿 闫慧彬 杨建中
国家管网集团建设管理分公司甘宁工程项目部
背景
双连管工艺是提前将两根钢管预制焊接在一起,具有减少主线路管道现场组对和焊接焊口、提升施工效率、缩短施工周期等优点。西气东输四线新疆段沿线大部分地区属于无人区,以平坦开阔的戈壁荒漠为主,具备双连管预制施工的良好条件。借鉴中俄原油管道一线俄罗斯境内段、沙特管道双连管和国内西气东输二线管道工程应用双连管经验,国家管网集团建设管理分公司甘宁工程项目部在西四线一标段开展了油气管道工程双连管规模化应用成套技术的研究和验证。
做法
选择线路工程试验长度为3.7 km,钢管规格为X80级Φ1219 mm×18.4 mm螺旋缝埋弧焊钢管,单根重约6 t~7 t,起吊需使用自重1 t的6 m吊梁,最大重量约为15 t。在满足操作空间及安全通道的前提下,可选用起吊能力为23.5 t的70 t吊管机作为起吊设备。
通过上管平台将一组(两根)防腐管先后传送至定位焊位置进行组对、预热和定位焊,再通过自行走式大口径双连管预制装备(图 1)的滚轮传送至内外埋弧焊工位,进行内部埋弧焊接,内焊接完成半个圆周后开始进行外部焊接,此时钢管连续转动,直至完成整个环焊缝内外埋弧焊接。焊接好的双连管通过下管平台传送至端部的检测区进行无损检测和机械化防腐补口,合格的管段预存至成品堆放区或由专用运管车运至施工现场,按照单管组焊方式进行后续施工(图 2)。

图 1 自行走式大口径双连管预制装备
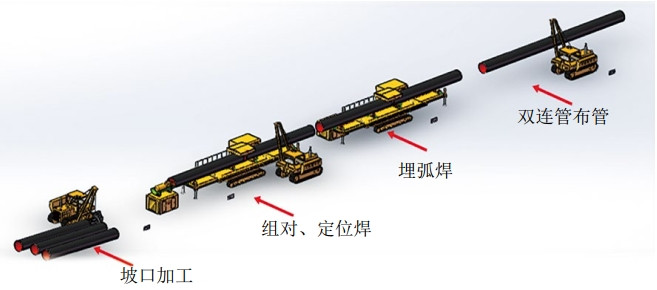
图 2 双连管焊接流程图
运输双连管时,宜采用专用的运输车辆,每次运送1根,运输车辆靠近管沟边缘的车胎(链轨)与管沟边缘不宜小于3 m。装卸过程中应注意保护管口,避免产生任何豁口、伤痕或管口永久变形。
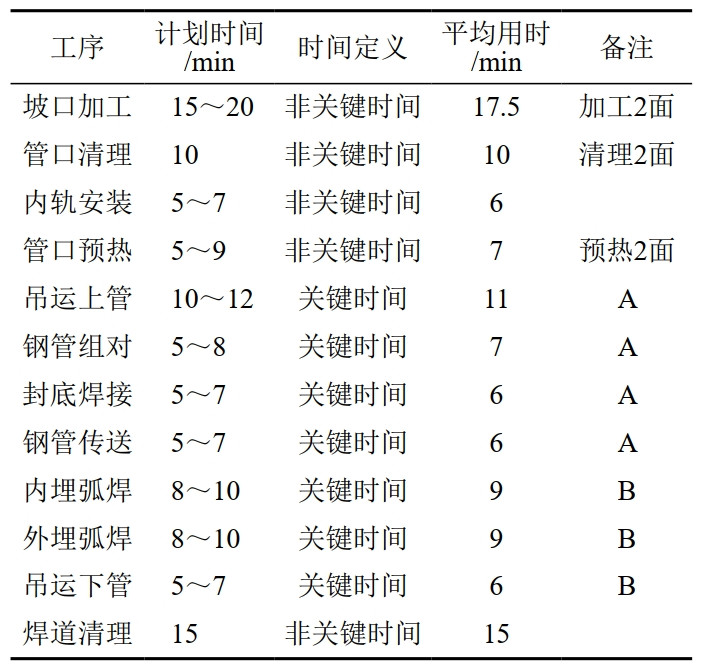
现场移动双连管预制作业中,吊运上管、钢管组对、根焊、钢管传送为A关键时间单元,传送时间为30分钟;内埋弧焊、外埋弧焊、吊运下管为B关键时间单元(表 1),施工工效主要取决于A段时间环节。单日的预估工效:8 h×60 min÷30 min/道=16道焊口。预计综合工效提高约50%,双连管焊接合格率98.61%。
表 1 焊接各工序用时分析表
启示
双连管工艺优势为工厂预制焊口,焊接质量更稳定,减少了现场焊口焊接数量,管道安装效率得到提高,降低了环焊缝的失效概率。如管道建设采用双连管工艺,应提前进行钢管的采购及供货,协调好双连管预制和现场施工的时间衔接。建议修订双连管埋弧焊焊口焊接技术规定以及无损检测DEC文件。焊缝检测推荐采用超声+射线检测方式,超声检测推荐采用与焊接工艺坡口形式匹配性更好的PAUT检测方式。

作者简介:胡钰杰,1982年生,本科,中级工程师,现任甘宁工程项目部党委委员、副经理,主要从事油气长输管道工程项目建设管理工作。联系方式:13603169327,huyj@pipechina.com.cn。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
