



����ܵ�©�ż���벻����ӵ�Ӱ�켰�����ʩ
��Դ�����ܵ���ȫ������2025���3�� ���ߣ������� ʱ�䣺2025-11-2 �Ķ���
������
���ҹ������˾��Ȫά��������
ժҪ�������ҹ������ܵ��������Ӫ����ˮƽ����������©�ż�⼼����Ϊ�������ֶε���Ҫ��ɣ��ڹܵ������������з�����������Ҫ�����á�ʵ����ҵ�з��֣��ܵ���©�ż��֮���������ڲ���ų�����Ժ�����벻����Ӳ����绡ƫ�������������½��Ȳ���Ӱ�졣���Ĵ�©�ż��ԭ����������Ϲ���ʵ���������ų��Ժ��ӵľ���Ӱ����ƣ���̽�ֽ������š�ֱ�����š����ƺ����߷����ֵ��͵����ŷ������������ԵĽ���Բߣ�����������һ�κϸ��ʣ����ϳ���ܵ����а�ȫ��
�ؼ��ʣ�©�ż�⣻벻����ӣ�ʣ�ţ��绡ƫ�����������ţ�ֱ�����ţ����ƺ����߷�
©�ż�⣨Magnetic Flux Leakage��MFL���ڳ��������ܵ������������������Ź㷺Ӧ�ã����ڼ������У�ǿ�ų�����ʹ���ڡ��ϿڵȲ�λ�γ��ȶ��IJ���ų룬��һ���̵��������������ڹܵ�����е��ͱ��֣����н�Ϊϵͳ�ļ����о�[1]����ʣ��ǿ���ܵ��ܾ������ʡ��ں��Լ��Ż���ʽ�ȶ������ص�Ӱ�죬һ�㼯�зֲ��ڱں�ϴ�������Լ��������࣬��ʣ�������������ܵ����ӹ��̴�������Ӱ�죬��ɵ绡ƫ�����۳�ƫ���Լ�������Ͳ��ѵ��������Ҫ�ں�ǰ��ȡ���Ŵ�ʩ���账�������Ļ��ڹ��ҹ������˾��Ȫά�������ĵĹ���ʵ�����Գ���ܵ��ڿ�չ©�ż�����ֵIJ���ų����������ϵͳ�Է��������۽���벻����ӽε�ʵ��Ӱ�죬���������ԵĽ���Բߺͱ�������·����Ϊ�ܵ�������ع����ṩ�ɽ���ľ��顣
1 �ų���벻����ӵ�Ӱ��
1.1 ʣ�ŶԵ绡�ȶ��Եĸ���
��벻����ӹ����У����ӵ绡�������Ǹ��µ������������ɵ缫�빤��֮��ĸߵ�ѹ���������γɡ����ܵ����ڽ�ǿ��ʣ��ʱ���ų��������ڵ绡������������������ʹ�绡ƫ�뺸�����ģ�����ν���绡ƫ��������ͼ 1�������ָ��Ż�ʹ�������������������������ѣ����¡�δ�������մ�����ҧ�ߡ���ȱ�ݣ�����ʱ�������ȶ�������ֱ��Ӱ�캸����ҵ��չ�������о�ָ�����绡ƫ���������������ʣ�ŷֲ�����ͨ����������أ��������Ŵ������������������Ĺؼ�[2]��
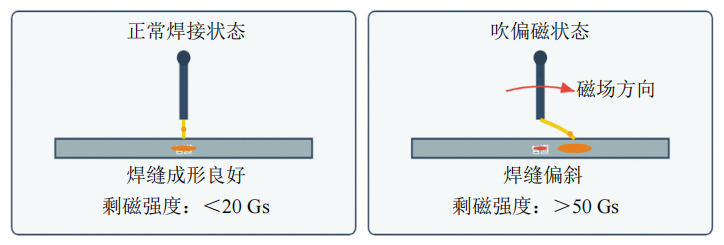
ͼ 1 벻����ӵ绡ƫ������Ա�
1.2 �Ժ���������ϵͳ��Ӱ��
���˵绡�ȶ��ԣ�ʣ�Ż�����۳���̬����������Ľᾧ�����������������Ӱ�졣�������Ϊ���۳�ƫб�������ڽ����ܴ���ƫ�ƣ����������б��ƫ�Ķѻ����������ѣ���������Ͳ����������Ʋ����ȣ����Ʒ������ӣ����ְ�����ʾ���ų�����Ӱ���۳ؽ��������̹��̣�ʹ��Ӧ���ͷ����ޣ��Ӷ����������Ʋ����Ŀ����ԣ���������������2020��ͳ��������ʾ��©��Ӱ�캸�������ķ����ʴ�15%���ϣ����������ܶ�2��3����ͼ 2����
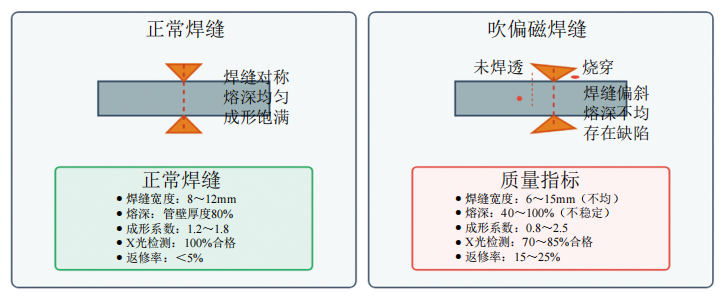
ͼ 2 ��ƫ���Ժ������������Ӱ��Ա�
1.3 �ܾ�����ʶԴ�ƫ����������
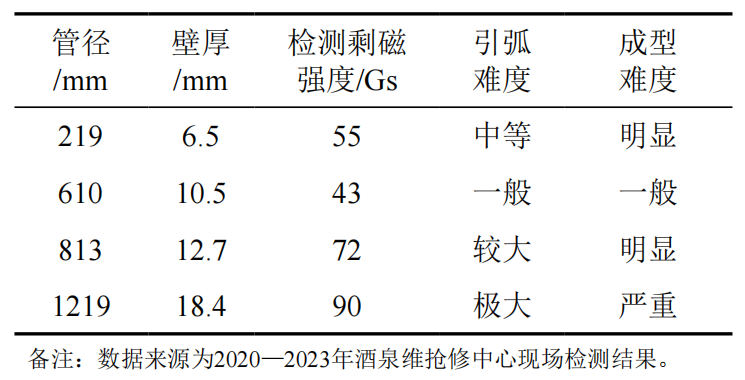
��ͬ�ھ�����ͬǿ�ȵȼ��Ĺܵ�����ʣ��Ӱ���µĺ��������Բ�ͬ��С�ھ����禵219 mm����273 mm����ں�ϱ�����ͨ�ܶȼ��У�����ƫ����������ԣ�����ǿ�֣���X70��X80������ṹ�Դŵ���Ӧ��ǿ��Ҳ������©�ź��γɸ߲д������� 1����
�� 1 ��ͬ�ܾ����ڴ�ƫ������Աȱ�
2 ���ŷ�������������
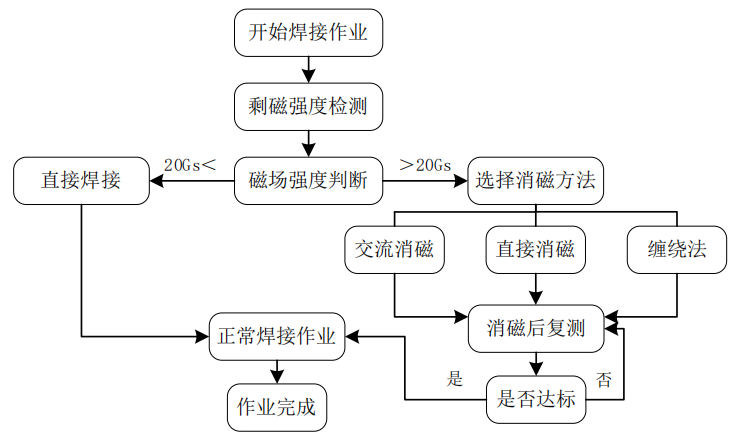
���©�ż��������ʣ�����⣬�ֳ����õ����ŷ�����Ҫ�����������ŷ���ֱ�����ŷ������ƺ����߷����������š������ָ�������Ԥ�˴ŷ����Լ�������ŷ����硰ֱ�����ŷ�+�������˴š���������ֱ�����ٽ���ʣ�ţ����ý������о��Ȼ�������ȷ�������ȶ��ԡ������ص���ܳ��õļ��ַ��������ʹ�ò��ԡ�
2.1 �������ŷ�
��1��ԭ�������÷�Χ���������ŷ���ͼ 3�������ý������������ų���ʹ�ܵ��ڲ��ų뷴����ת����������ɢ�Ĺ�����ʵ�ִ�ͨ�ܶ����������������㡣����Ҫ�����ڴų��ֲ��Ͼ��ȡ�ʣ��ǿ����50 Gs���µ���ͨ�ֹܶΡ�

ͼ 3 �������ŷ�ʾ��ͼ
��2��������ʽ������ʱ�����������²����ں�������1.5 m��Χ�γɵ�����Ȧ�����ӽ������Ż���������ͨ�������Ľ������ʵ�����˴š�
��3����ȱ�㡣���ŵ����豸���죬��ȫ�Ըߣ�������㣻ȱ���������������ޣ��Ը�ǿ�ȴ�������Ч�������ԡ�
2.2 ֱ�����ŷ�
��1��ԭ�������÷�Χ��ֱ�����ŷ���ͼ 4����ͨ���ڹܵ���Χ������£����붨��ֱ������������һ����ʣ�ŷ����෴���ⲿ�ų����Ե���ԭ�дų����У�ʵ��ǿ���˴š�������50 Gs��200 Gs��Χ�ڵĸ߲дź��ڣ��ر����ڦ�813 mm���Ϲܾ���Ч�����á�

ͼ 4 ֱ�����ŷ�ʾ��ͼ
��2����ȱ�㡣���ŵ�����������ǿ���Բ����ȴų��нϺø���Ч����ȱ���Dz���Ҫ��ߣ���ע���Դ���Լ��豸�ӵذ�ȫ��
3.3 ���ƺ����߷�
��1��ԭ����ʹ���������÷�����ͼ 5�����ֳ�Ӧ����ʩ�����������߲����ڹܿ���������Ȧ��ͨ�����ӵ����Թܵ��γ�һ����ʱ�����ͨ������һ���˴����ã������ڼ��������ų�������70 Gs�������
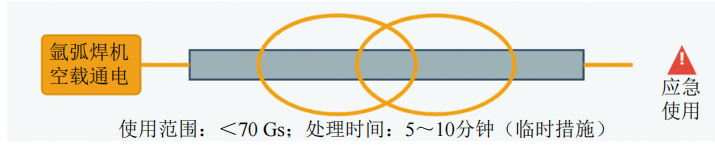
ͼ 5 ���ƺ����߷�ʾ��ͼ
��2������Ҫ�㡣Ҫȷ�����ƾ��ȡ�����һ�²����Ƶ���ǿ����ͨ��ʱ�䣬�����������Ż���
��3����ȱ�㡣���ŵ��DZ�ݿ��١���������豸��ȱ����Ч�����ޣ����÷�Χխ�������������顣
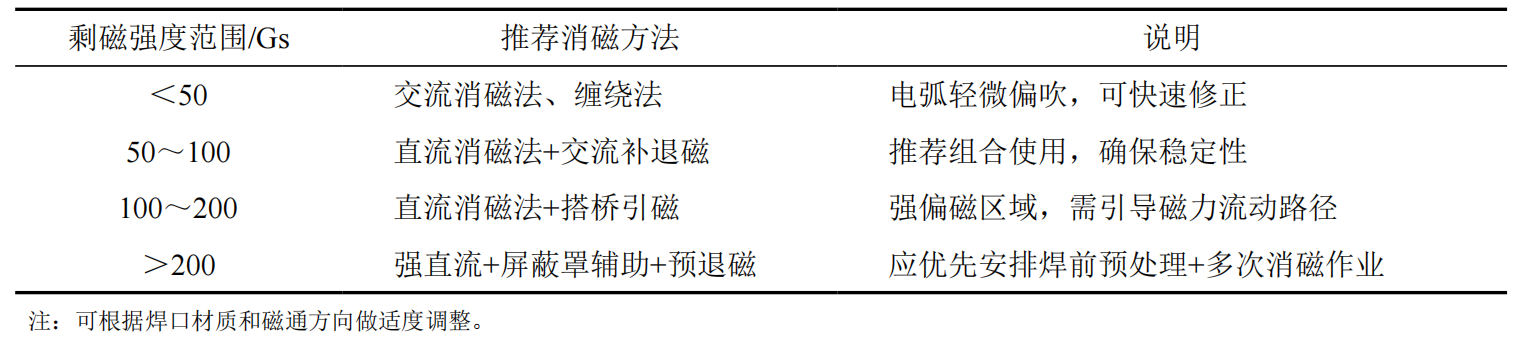
2.4 ʣ��ǿ�ȶ�Ӧ���ŷ����Ƽ�
�� 2Ϊ��ͬʣ��ǿ�����Ƽ������ŷ�����
�� 2 ��ͬʣ��ǿ�����Ƽ������ŷ���
2.5 ����Ӧ�ð���
��1����610 mm�� X65�ܶκ��Ӳ��ý������ŷ�����ʣ��43 Gs����������ʱԼ10���Ӻ�ʣ�Ž���12 Gs���ڣ�����˳����ɣ��绡ƫ��������ʧ��
��2��2021��7�µ�һ��������ҵ�У���Ԧ�813 mm�ܵ��Ҳຸ��ʣ�Ŵ�96 Gs������ֱ�����ŷ���������15 Gs������ʱ��ԼΪ25���ӣ���ϴ������Ű��һ����ǿ�������������պ���һ�κϸ����践����
��3��2022�괺����406 mm�ܶ���ҵ�У�ʣ��58 Gs��ͨ�����ƺ����߲�����ͨ��10�봦����ʣ�Ž���20 Gs���������㺸������
��4��2023��10��ij�Φ�1219 mm�ܶ������У���⺸��ʣ��Ϊ107 Gs�����ô�ͳ�����˴ŷ��跴���������Σ��������㺸��������С��̽���Ż��Ľ����������á�ֱ��+��������+�����͡��������ŷ���һ�����ʣ�Ž���25 Gs���ڣ�����ȫ�����ȶ������쾭X����100%�ϸ���ҵʱ��ϴ�ͳ��ʽ����45%����Ч��֤���Ż���ʩ��ʵЧ�����ƹ��ֵ��
3 Ӱ���ƫ���Ŀ������Ż�����
3.1 �Ż�����ǰ����ҵ������
��1������ʣ�ż�����̡�Ϊʵ�־����ţ�Ӧ�����ų�ǿ�ȼ�⡱���뺸��ǰ��ǿ�ƹ�����ҵ��ԱӦ�ں��������ɺ�ʹ�ñ�Яʽ��˹���غ�������300 mm��Χ�ڿ�չȫ��λ�ų�ǿ�Ȳⶨ����¼���ֵ��ƫ��������Dzд������������רҵ��Աǩ��ȷ�ϣ�����Ϊ�������ŷ�ʽѡ�����ݣ�ͼ 6����
ͼ 6 ��ǰʣ�ż�������ű�����ҵ����ͼ
��2�������ƶ����Ų����淶�����ݹ���ʵ�����ܽ��һ�ɸ��Ƶ����ŷ������������Ϲܾ���������ų�ǿ�Ƚ�����ʣ�ŵȼ��ж������ָ�ϡ����磺���ʣ�ţ���50 Gs����ֱ�Ӳ��ý������ţ��ж�ʣ�ţ�50 Gs��100 Gs����ѡ��ֱ������Ϸ�ʽ���ض�ʣ�ţ���100 Gs������������֡����ŵ��ŵ��ֶηֲ����˴ţ���ͬ���ƶ���Ӧ������SOP��Ƭ������������ҵ���س��䣬ָ���ֳ����پ��ߡ�
3.2 �������������ļ����ƶ�
��1���ƶ�����ǰʣ�Ŵ�����ҵָ���顷���ɼ�������ǣͷ���ƣ���ϲ�ͬ�ܾ������ӹ��ա�ʩ����������ʷ�������γɸ���ȫ�ھ���ȫ��������ҵ�淶��ȷ��������Ա���յ�ʩ�ߡ������������ܵ����й����淶������ҵ������ų����Ź����������ȷҪ����Ϊ�ƶ��ƶ�����Ҫ����[3]�����ݰ���ʣ��ǿ�Ȳ�����λͼʾ�������߲��Ʒ�ʽͼ�⡢��ͬ�ų�ǿ�����Ƽ������ŷ�������ҵ����ע��������쳣�������̵ȡ�
��2������ר�����ѵ����֤���ơ���ʣ�Ŵ������뺸����ѵ�������ݣ�ͨ�����������ڿ�+ʵѵ�������ϵ�ģʽ��ʹһ����Աȫ������ʣ�ż�����˴Ų������ܡ������������Ӵ�ƫ���ܿ�ר��ˡ����ɼ��ϸ��߷��ɲ������ʩ�������γɡ��������¡��Ķ�̬����ģʽ���ž��DZ���ҵ���ա�
3.3 ��ǿ�豸ѡ���뼼������
��1���ƹ�ģ�黯�������װ������ǰ�ֳ���ҵ��Ҫ������һ�����豸������Ӧ�Զ�ܾ����ೡ��ʩ��������ɹ����䦵219 mm����1219 mm��ھ���ģ�黯���ʽ���Ż����߱��Զ����������ѹ���������ܣ����䱸��Ȧ�����������Яʽ�������Ű塢�����ֵȸ�����ʵ�֡��豸һ�廯����ҵ��������
��2���������ֻ���������ƽ̨���ƶ���ͨ�������ݵ��ӻ��ɼ������衰ʣ��ǿ�����ݿ⡱���Զ������ܶα�š����ŷ�ʽ�����ӽ�����ֶΣ����ڷ���ʣ��Ӱ���뺸��ȱ�ݵĶ�Ӧ��ϵ��Ϊ�ƶ������Ʋ����ṩ֧�š�ͬʱ��ƽ̨������Ϊ��ѵ�̲ĺͼ����鵵���ݣ�ʵ��֪ʶ���۹�����
4 ����
©�ż���������˷���ʶ����������ʣ��Ӱ�첻�ɺ��ӣ��Ե绡��ȼ�ȶ��ԡ��۳س����뺸�����������������š���ͬʣ��ǿ����ƥ�䲻ͬ���ŷ������������š�ֱ����������ƺ����߷����в��أ�Ӧ�������ʹ�á��ƶȻ��������ǽ����ƫ������Ĺؼ�·�������ʣ�ż�⡢��ҵ�淶��������ѵ���豸ѡ�͵ȶ�ά��Эͬ�ƽ������ֻ�����ƽ̨�����ھ�������������Ӧ������Ϊ�������������ܷ�������Ҫ���ߡ�
������������¼��������һ������������ʣ��ǿ���뺸��ȱ��ģ�ͼ��������ϵ����֧���ֳ����ܾ��ߣ�̽���ʹ���Ӧ�ֲĵĿ����ԣ��Ӳ���Դͷ���ʹŸ��ţ��ƶ����˻���ҵ����ģ���з������䳤��ܵ�Զ����ά���ƣ�������ҵЧ�ʺͰ�ȫˮƽ����������ʱ�������ǿ�����������鹲�����ƣ�����ͳһ��ʣ��������ҵ��ϵ��ʵ�־�����������ݹ�������
�ο����ף�
[1]������.©�ż��ԭ����Ӧ��[M]. ������ʯ��ҵ�����磬 2018.
[2]�¿������ΰ. �����ܵ��绡ƫ�������ſ��Ʒ����о�[J]. �������ˣ� 2023�� 42(2)�� 56�C61.
[3]�й�ʯ����Ȼ�����Ź�˾.�������ܵ����й����淶[M]. �������й��ƻ������磬 2020.

����飺����������ְ�ھ�Ȫά�������Ĺ����豸��ҵ�ڣ����ڴ��³���ܵ����ޡ����ӹ����Ż��������Ϲ������ó��ܵ��ֳ�Ӧ����ҵ�������أ��������ܵ����ޡ��ܵ����ű��ƶ�����ϵ��ʽ��18293591713��zhuwl@pipechina.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
