



GB/T 31032�����ʹܵ����Ӽ����ա��¾ɱ��Աȷ���
��Դ�����ܵ���ȫ������2025���1�� ���ߣ������� ʱ�䣺2025-6-5 �Ķ���
������
�й�ʯ����Ȼ���ܵ���ѧ�о�Ժ����˾
ժҪ��GB/T 31032-2023�����ʹܵ����Ӽ����ա�����2024��4��1����ʽʵʩ���°������10���������ܵ�������������ֻ�����Ҫ���Ӽ����仯�Լ����������ĵ���������������������ͨ���Աȷ����������÷�Χ���淶���ļ����á��������ʼ����ӹ�����������Ҫ�صȷ�������¾ɱ�֮��IJ��죬�Ա���غ��Ӽ���������Ա������Ϥ�°����
�ؼ��ʣ������ܵ��������죻���ӹ�����������������
�����캸����Ϊ��װ����֮һ��ͨ�����������ܵ��������̵ĺ��ڻ����սΣ�����������ܵ��Ľ������������а�ȫ���о��������á�ͨ�����ӹ��������Ը��ֿ��ܵĹ�����Ͻ�������������֤�ܷ����������Ҫ��ĺ��ӽ�ͷ���ͳ�Ϊһ����ʵ���еķ�����GB/T 31032�����ʹܵ����Ӽ����ա���ʯ����Ȼ��������ʹܵ����к��ӹ��������ı�������ͨ���Ա�GB/T 31032�D2014��GB/T 31032�D2023�¾ɰ�����������÷�Χ���淶�������ļ����������ʣ����ӹ�������Ҫ�أ�������ȷ�����з�����
1 ��Χ���淶�������ļ����������ʵı仯
1.1 ��Χ�ı仯
���ķ�Χ�綨������������ǵĸ������棬��ָ���������ý��ޣ��� 1�Աȷ������¾ɰ�������÷�Χ�ı仯��
�� 1 2014����2023��������÷�Χ�ı仯
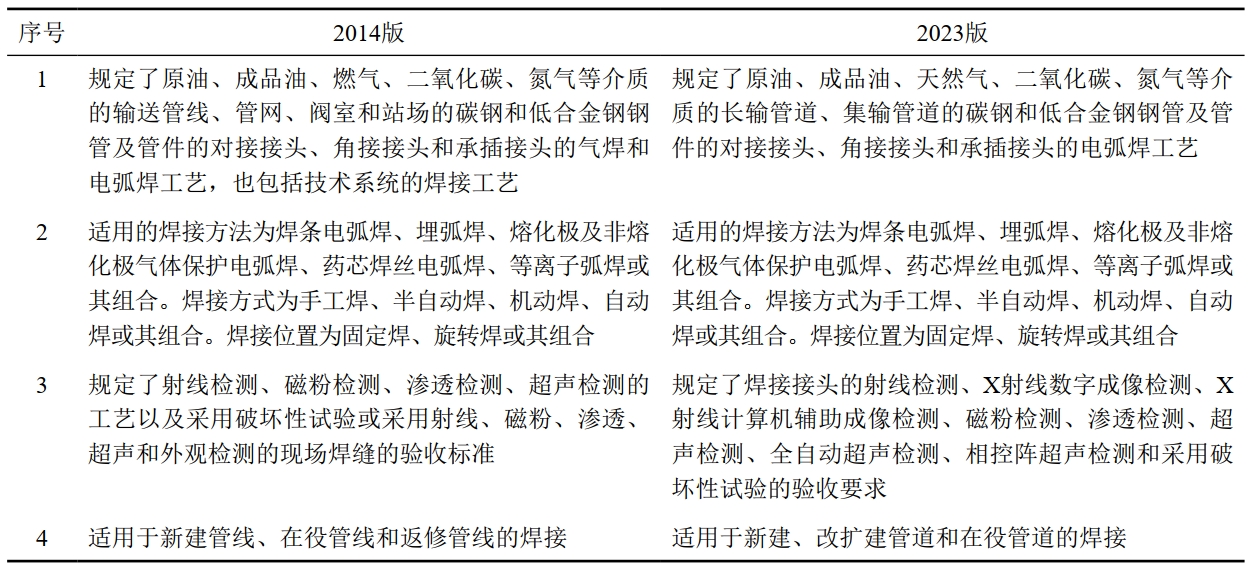
�����2014�棬2023�����õĹܵ����ʷ�Χ������С�����ͽ��ʽ�ԭ��ȼ������Ϊ����Ȼ�������ų�������������ȼ������ⷽ��������X�������ֳ����⡢X����������������⡢ȫ�Զ�������⡢��������������ֻ������ⷽ������Ӧ��ǰ�����ܵ��������ֻ��������������õĹܵ�����Ϊ����ܵ��ͼ���ܵ���ɾ���˷��Һ�վ���Ĺ��չܵ��������˸������ܵ���ɾ���˷����ߡ��ڸ�¼B��������۹ܵ����Ӹ����������Ľ��ޣ����������ͽ��ʵĴ�ѹ��ѹ�������������Ĺܵ�ϵͳ���ڸùܵ�ϵͳ������ܱ�ֱ�ӽӴ����ۺϵĺ��Ӳ�����
1.2 �淶�������ļ��ı仯
�������뺸�ӽ�ͷ���顢�����⡢ʯ����Ȼ���ܵ��øֹܼܺ����ϵ���صı����������·���ʵʩ�Ĺ��ұ�������ɾ�����滻�������������۹ܵ���صİ�ȫ����ɾ����API��ASME��AWS��BS��NACE�ȹ���������á�
�������·���ʵʩ�ĺ��Ӳ��Ϲ��ұ����滻��ԭ���Ӳ��ϱ����±���Ҫ����GB/T 5117��
GB/T 5293��GB/T 8110��GB/T 10045��GB/T 32533��GB/T 36034��GB/T 36233��GB/T 39255��GB/T 39280��GB/T 39281�ȡ�
1.3 �������ʵı仯
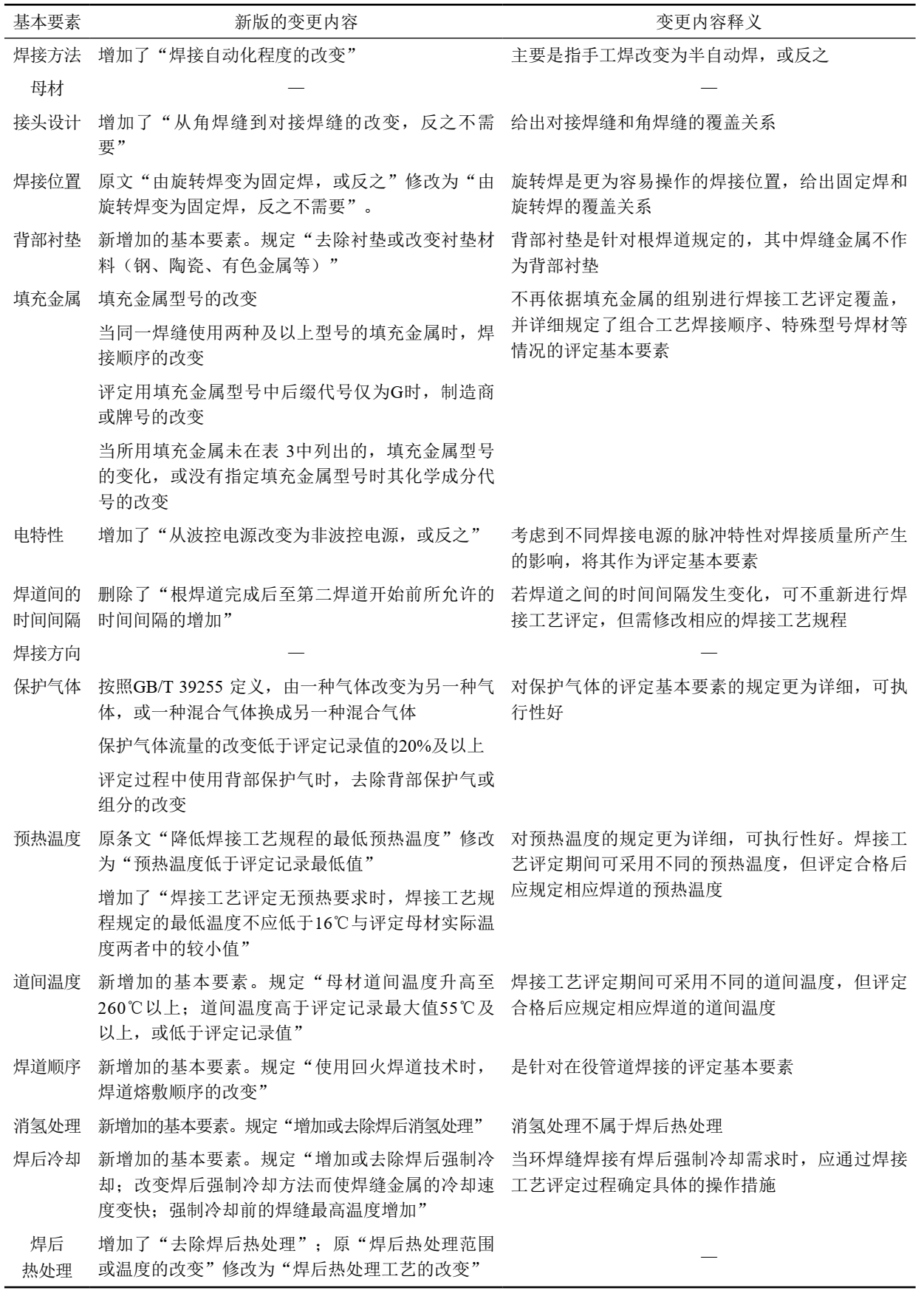
2023�����ӡ������뷵���ӡ����ӹ����ļ���ص��������ʣ���� 2��ʾ��
�� 2 2023������������ʵı仯

2023��ķ����ӹ�������Ҫ����Բ�ͬ���첿λ����ͬ�����ķ����ӽ��е������������涨����Ӧ�ĸ���ԭ��ͺ����ʸ�Ҫ�ݴ��������뷵������ص�һϵ���������ʡ��磬�����ӹ����������桱���Ӻ��ӹ����ļ������ԽǶȸ����Ľ��ͣ��Ǽ��غ��ӹ����������ظ���ϸ�ڡ����ӽ�ͷ��֤�����鼰�����������ⶨ��Ԥ���ӹ��չ�̽������۵ı��棬������Ԥ���ӹ��չ�̣�PWPS���Ľ������ļ���Ҳ�DZ��ƺ��ӹ��չ�̣�WPS����֧�����ļ����������������ǽ�ͷ�¿��ڵĵ�һ�㺸���������¿�ʱ��ָ���溸˫����ͺ�����˫���¿�ʱ���ں����Զ�����ָ���ڵı��溸�������Ⱥ�����ͨ����ָ������ά�غ�������������£�Ϊ�����������ƶ�������ɺ���Ĵ�ʩ����ȷ����������ܹ����ֽϸߵ��¶ȣ���80�����ң��������ں�������ʱ����������ĺ�Ƚϱ���Ϊ����������Ҳ�Ƽ������Ⱥ����Կ������Ӻ�����ȷ�ֹ�����쿪�ѡ���ȡ�����ͺ��ģ����ټ�벻��������⺸���ȣ�����ȽϺ�������STT���ȣ��ĸ�������ʱ���ɲ�Ҫ������Ⱥ���
2 ���ӹ�����������Ҫ�صı仯
2023����ֱ�涨���ֹ����Ͱ��Զ��������������Ļ������������ĺ��ӹ�����������Ҫ�ء������ֹ����Ͱ��Զ����Ļ���Ҫ���ǻ�������� 3��ʾ�����������Ļ��������������ֹ����Ͱ��Զ����Ļ���Ҫ���Ͻ�����������Ե���ϸ�涨��
�� 3 2023������ֹ����Ͱ��Զ������ӹ�����������Ҫ�صı仯
2.1 �ֹ����Ͱ��Զ���
ĸ�ĵ���������Ҫ���У����������鲻ͬ����ʱ��Ӧ����ǿ�Ƚϸ߲������ĺ��ӹ��յ�������������ָ����ǿ�Ƚϸ߲��ϵĺ��ӹ��ս��к��ӹ��������ɽ������鲻ͬ���ϵĺ�����ҵ��
2.2 ���������Ļ�����
�������ĺ��ӷ��������ۻ������屣���������ۻ������屣�����Ⱥ��ӷ�������ϻ�������ָ���ֹ�����Զ�������ijһ���������ʹ�õĹ��ա���ϻ�����ʱ���ֹ��������Զ����ĺ��ӹ�������Ҫ������ 3ִ�У��������ĺ��ӹ�������Ҫ�ذ��� 4ִ�С�
�� 4 2023��������������������ĺ��ӹ�����������Ҫ�ر仯

������ʱ�����ӹ��ղ������ɿ���ϵͳ�Զ���ֵ�ģ�����ֹܹܾ����ں��¿ڳߴ缰��Ծ��ȵȲ����Ժ���������Ӱ��ܴʽ���Щ�����ı仯�涨Ϊ��������Ҫ�ء�
2.3 ����
2023��涨�˶��η����赥�����к��ӹ������������涨��ȫ�ں��ޡ����ֱں��ͱ����ڷ������ַ������ͣ��Լ���ͬ�������͵ĸ��ǹ������ 5��ʾ��
�� 5 2023����涨�ķ������ͼ����ǹ���
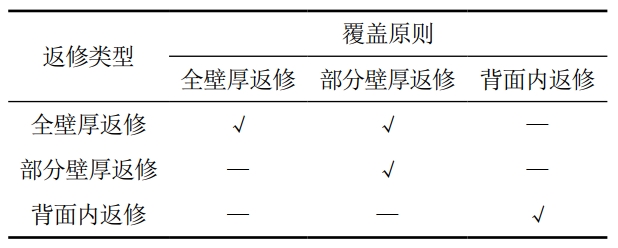
�����ĺ��ӹ�����������Ҫ�أ��������ֹ����Ͱ��Զ����Ļ���Ҫ�أ���Ӧ���ϱ� 6�Ĺ涨�������ϸ�ĶԽӺ��췵���գ�������֧�ܺ���ͽǺ���ķ����ӡ����η��������ϸ�ķ����գ�������һ�η����ӡ�
�� 6 2023����з����ĺ��ӹ�����������Ҫ��
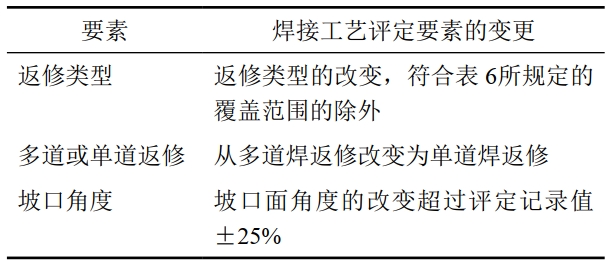
�ڷ����ӹ��չ���У���������������֧�ֵĺ��ӹ����������淵�����Ͳ�ͬ��Ӧ���±��Ʒ����ӹ��չ�̣�����ȷ�涨���ӷ��������������
3 ������Ҫ�仯
3.1 ���ӽ�ͷ������
2023�������������������ʽ��������������鷽�����ıȳ�����������ȡ��������Ҫ�̲۴�����������շ��������ӽ�ͷ���Ӳ������ָ��ȷ������������
3.2 �����ʸ�
���������ܵ�������Ŀ�ĺ�����ҵ���������ԣ�������������������ȡ�������豸���Ӳ�����Ա�ʸ�֤��������ȫ���㹤����Ŀ�ĺ�����ҵ������˻����Ϲܵ�������ʹ�õĺ��ӹ��չ��ͨ���ϸڿ��ԡ�2023����ϸ�涨�˺������������������������Լ����۹ܵ����������۹ܵ��������Ȳ�ͬ��λ�ĺ��Ӳ�������Ҫ��
3.3 �����ⷽ�������ռ�����
2023�����������ֻ������ⷽ����������ݣ��ұ����������ⷽ���������Ա��������Լ����������յ����ݡ�GB/T 31032��SY/T 4109�D2020��ʯ����Ȼ�����ʹܵ������⡷�������ҵ����Ϊ�����ܵ�����ļ�������������������������ء�
3.4 ������ĸ���������
2023�渽¼A�ǻ��ڶ�����ѧ�����ͺ���ʹ��ԭ��ȷ��ȱ�����ձ���������������պ��ж�ȱ��ʱ��ͬʱ���ݸ߶Ⱥͳ��ȣ�Ҳ��Ϊ�����ٽ��������գ����ECA��Engineering Critical Assessment����
3.5 ���۹ܵ����Ӽ���
���۹ܵ�������Ҫ�DZ��⡰�մ����������ơ��մ���Ϊ���ӵ绡�մ��ܱڣ����ֹܱں���ڵ���6.4 mmʱ�����õ����ͺ�������ͨ����������մ����������������ڽ����������ӹܱ�ɢ�ȣ�ʹ�ú��������ȴ�ٶ������µģ����õ����ͺ��ӹ��գ����ȡ���ٺ��ӽ�ͷ��Ӳ��֯�ķ������纸�������������Ʒ���Ԥ�ȷ����ػ����շ��ȣ�����ЧԤ���������ơ�2023�渽¼B��ϸ�涨�����۹ܵ����ӵĺ��ӹ�����������Ҫ�ء������ͷ������ϸ��ʸ�ȣ��������������μ�ǿ�塢ȫ��Χ��ͨ���Կ���ͨ��Ͳ�ȹܼ��ĺ���˳���顣
4 ����
�����캸���������ܵ��������Ҫ���ڣ����ӹ��������Ǻ����������Ƶ�����Ч�������°桶���ʹܵ����Ӽ����ա�������ھɰ���˵�����÷�Χ�����խ�����ӷ��ϵ�ǰ��ʵ��Ӧ����������ӹ�����������Ҫ�صĹ涨��Ϊ��ϸ����壬�Ժ��������Ŀ���ˮƽ���ߣ����������ֻ������ⷽ���ͼ���̣������ϵ�ǰ�������ܵ��������ֻ�����Ҫ���⣬�����˹����ٽ��������գ�ECA�������۹ܵ����Ӽ�����������ʵ�ʹ�����Ŀ�е�Ӧ��ָ���Ը�ǿ���±���ʵʩ���ƶ������캸�����������ĵ�����������������ܵ������Ͱ�ȫ�ԡ�

����飺������1970���������ڼ��߹���2008�격ʿ��ҵ������ѧ���ϼӹ�����רҵ������Ҫ���������ܵ��������ֳ����Ӽ����о�����ϵ��ʽ��0316-2076715��suiyongli@cnpc.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
