



�����ͨ������Ӱ�����ؼ�������ʩ
��Դ�����ܵ���ȫ������2025���2�� ���ߣ����ķ� ��־ǿ ʱ�䣺2025-8-23 �Ķ���
���ķ� ��־ǿ
���ҹ��������㽭ʡ��Ȼ����������˾
ժҪ��Ϊ��֤�����ܵ�����Ч�ʣ�˳����չ�ܵ������ڼ�⣬�����ҵ�ز����١����������������ҵ�д���һ���Ŀ��·��գ����ܵ��������д�����в�����Ľ���ֳ���Ȼ���ܵ������ҵʩ�����飬��������豸������������������棬��Ӱ�������ͨ���Ե���Ҫ���ؽ����˷����ܽᣬ���������������ͨ���Ե�˼·�Ϳ��д�ʩ��Ϊ��ع����ṩ�����
�ؼ��ʣ������ҵ�������ͨ���ԣ���Ȼ���ܵ�
�����ܵ��������ҵ����Ч���ٹܵ��ڱ�����ѻ����������ͽ����С����֤����Ч�ʣ�ͬʱҲ�ǿ�չ�ܵ������ڼ��ı�Ҫǰ�ᡣ�������������ʵ�����ܵ���ͬʱ�����ڿ��·��գ����ܵ�����ҵ�жϡ����ҹ��������㽭ʡ��Ȼ����������˾�ܵ���⼼���Ŷ�2024�����14�����Ρ�108�ι�800���Ĺܵ���⣬��ܼ������ۼ�Լ7200���������ܵ�����15 800��ǧ�ˣ���Ч�������㽭ʡ��Ȼ�������İ�ȫƽ�����С�������ʵʩ��ܼ����ҵ�Ĺ����У������ܽ�Ӱ�����������ĭ��������⣩ͨ�����ܵ����أ�����������������ͨ�����ܵ���Ч��ʩ��
1 Ӱ�������ͨ���Ե���Ҫ����
1.1 ������������
����豸�ı���������Ҫ������������غ��豸�ṹ�������ࡣ
��1��������ʵ������ԡ���Ƥ���ˢ�IJ��������ԣ�������Ƥ�롢��ˢ�ı���������
��2��������ʵ���ĥ�ԡ�Ͷ���ڳ�������Ȼ���ܵ������������Ƥ���ڳ�ʱ�����к��������ĥ���Ҷ�Ϊǰ��Ƥ��ƫĥ������ʱ���ֶ���Ƥ��ײ�ĥ����������������֡���ͷ������Ӱ��������̬�������������¡�
��3������Ĺ�ӯ����ʵ����ҵ�У�Ϊʵ��������ܷ����ò���֤һ����ĥ��������������������1%~3%��ӯ�����������������ܵ����ܴ��ڲ�ͬ�ں�Ĺܽڣ���Ӧ���������������Ҳ��ͬ����������ͷ���ıں�һ�㶼����ֱ�ܶεıں�һ����������ͷ�����µķ��ա�
��4����������ṹ��ͼ 1���������ܳ� L1��ǰ��εļ�� L2��Ƥ���ˢ��װʱ��װ�������Ӱ�졣�������ͨ����ͷ�ȹܼ�ʱ���ܳ� L1Խ������������ܵ���ѹԽ���أ�����Խ��ͨ���Ծ�Խ������ǰ���� L2Խ�̣�ͨ����ͷʱ��Ҫ�����ı�����Խ����Ӧ��������Ħ������ҲԽ��ͨ���Ծ�Խ�Ƥ�롢��ˢ��ĸ���Խ�٣�Ƥ���ˢ�ĵ����ռ��ԽС���������������������ͨ����Խ��[1]��ͼ 2����
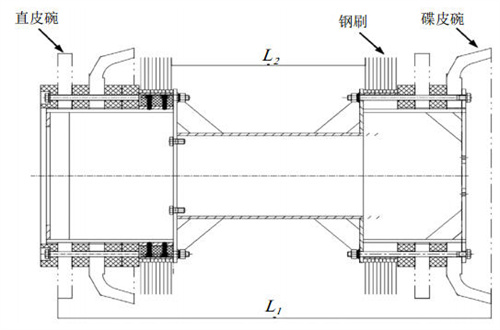
ͼ 1 ������ṹʾ��ͼ
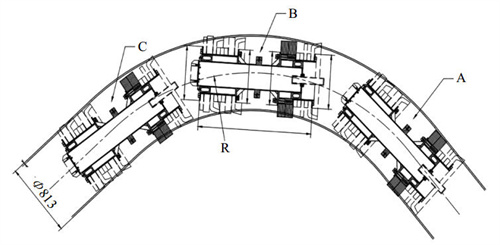
ͼ 2 �����ͨ����ͷʱ����̬ʾ��ͼ
1.2 ��������������������
��������л���������Ҫ�йܵ��ܼ�����״�����������ܵ��ڲ�����ȡ�
��1���ܵ��ļ�����״�仯����ܵ����ݡ���Բ�ȵȱ���ȱ�ݻ�Ӱ�������ͨ���ԡ��ϴ�Ĺ������ȱ��ʹ�ܵ�����Чͨ�������С�����������������������������٣�������ȫ������
��2���ܵ��ıں����ӡ����ڴ���߹�����������Ӱ�������ͨ���ԡ��������ؼ�С�˹ܵ��������������������ܵ����Ħ��������ͬʱ������ߺʹ��������ڱڽ���ĸ߶�ͻ����ֱƤ������������������������������������ͨ�����ܵ�Ӱ�졣
��3�����߹ܼ��ijߴ磬�������ͨ�Ŀ��׳ߴ硢��ͷ�����ʰ뾶�������Ƿ�ͨ�����ܷ�λ��Ӱ�����ء�GB/T 27699�D2023�����ʹܵ��ڼ�⼼���淶���涨������ͨ�����������Ȳ�Ӧ���ڹܵ��⾶��ͬʱ����������ͨ�����ľ��� l Ӧ���� l ��1.5D����d1��d2��/2��ʽ�У�l ��ʾ����������ͨ���ļ�࣬DΪ�ܵ��⾶��d1��d2��ʾ��������ͨ�Ŀ���ֱ������������ͨ�ߴ粻����淶���Ҫ���ȹ������ᵼ�����������ͨ�����γ���Ч�ܷ⣬����й�������յ��������ͣ�ܵ��ϵ���ͷ�ǵ������������������������֮һ����ͷ�����ʰ뾶ԽС���������������Խ��Խ���������¡�һ������£���ͷ�����ʰ뾶�˲�С��6���Ĺܵ��⾶����С��ӦС��1.5���Ĺܵ��⾶��ͼ 2����A-B-C��ʾ�����������ͷ�����������IJ�ͬλ�á���ͼ�п��Կ��������ʰ뾶ԽС�����������ͨ����Խ������GB/T 27699�D2023�涨���ܵ����߷���Ӧ��������ܡ�����ڼ�Ӧ����ȫ��״̬��ȫ��״̬�ķ����ھ�Ӧ�����������ͨ������ָ�ꡣͬʱ����ҵ���ߵķ��ž�ӦΪͨ�����ţ�����ʹ�ñ侶���Ż��ߵ�����բ���ȷ��š�
��4���������������������������ͨ����������Զ��������ĸ��������������������������������ʹ���������ͨ����ͣ��
��5�������쳣����������ʱ�������ڹܵ��ڲ��Ķ�п�ܡ������ߣ��Լ�һ�����������������ᵼ����ܿ��¡�
2 ��������ͨ���ԵĿ��д�ʩ
2.1 ���������ɲ�ȡ�Ĵ�ʩ
��1���ڲ�Ӱ��֧��������ǰ���£����������������IJĵ������ԣ��Ӷ���߱������������������ݡ���ͷ���ں����ӵ���������������ٵ����ʱ����ͨ���IJĵı����������ͨ���ԡ�
��2�������ĥ�ԣ���СƤ�롢��ˢ������Ĺ�ӯ������������ĥ��Ҫ�������£�Ӧ�ý�Ϲܵ�ȫ�ߴ��ڵĸ���ں�Ĺܵ������Ǽ�С���������Ĺ�ӯ�������ͨ���ԡ�
��3�����������ǰ����μ�࣬��С������ܳ��ȣ���������ֱƤ�롢��ˢ������װ������ֱƤ���ˢ��Ȧ�ĵ��������ϲ������Ӹ�����������װ��������������������������ͨ���Ա�
2.2 �����������������ɲ�ȡ�Ĵ�ʩ
��1���Ų顢���ٻ��������ܴ��ڵĽϴ���Σ���ͨ��������ĭ�������ͨ���ԽϺõ�Ƥ��⾶������������жϹܵ��Ƿ����Ӱ����������ͨ���Ľϴ���Σ���Ҫʱ�ɷ��ͱ��μ�����Կ��µ���ж�λ�����ڼ���������
��2�������ҵǰ�����ùܵ�������Ϣ���飬�������߹ܼ��ijߴ磬������ͨ�Ŀ��׳ߴ硢��ͷ�����ʰ뾶���Ƿ����������ͷ�������Ƿ�ͨ�����ܷ�λ������������ÿɼ���������������Ӱ�������ͨ���ԵĹؼ���λ���и��졣
��3����֤����������������ͨ����������Ҫʱ�ɲ�ȡ��������ӽ���ͨʱ��ǰ�ر���ͨ���䷧�ŵȷ�ʽ��֤�����˳��ͨ����
��4�����ʱ�ϸ�����ѭ����ԭ����ͨ��������ǿ�������������������ǿ��˳��Ͷ�������������һ�����������������������ﵼ�����������[2]��
3 ����
�����������������ͨ�����ǹܵ������ҵ����Ҫ�������أ������������ҵ�ܷ�ɹ��Ĺؼ����ܹ��������չܵ��Ƿ���ڱ��εȿ��ܵ��¿���ķ��գ�Ϊ������ҵ�İ�ȫ�����ṩ���ݡ�
Ϊ��֤�����ҵ˳����չ����װ�����Ӧѡ�����Ժá���ĥ��ǿ�ĺIJģ�������ʵ�ʹܵ��ھ�ѡ�ù�ӯ��������Ƥ�롢��ˢ����С������ܳ��ȣ��ʵ���װ���棬��֤��������������ͨ���ԣ���ҵǰ���ùܵ����飬�Ų�Ӱ�������ͨ���Եı��Ρ�����ܼ��Լ����й���������ͨ��������ǿ������˳�����ȱ�֤ͨ���Ե�ԭ������չ��ҵ��
�ο����ף�
[1]����������.���������ܵ�©���ڼ�⼼��[M].��������е��ҵ�����磬 2017�� 14-18��
[2]��̹��������ף�˻ԣ���.�����ܵ��ڼ����ܰ�ȫ��������[J].�й������豸��ȫ�� 2024��40(12)�� 40-43.

����飺���ķ壬1983������˶ʿ�о�����������ʦ�������㽭ʡ������˾�������������������Σ���Ҫ������Ȼ���ܵ��������ܵ������Թ������ܵ����ܵ�Ӧ��������ع�������ϵ��ʽ��13616710643��fanwf01@pipechina.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
