



©�ż�⼼��������ܵ�����е�Ӧ��ʵ��
��Դ�����ܵ���ȫ������2026���1�� ���ߣ������� ������ ��� ����� ʱ�䣺2026-1-24 �Ķ���
������ ������ ��� �����
�й�ʯ���¹�����ֹ�˾
ժҪ����Թܵ�©�ż�����С�ܾ��ܵ�ͨ�����ѡ����˹��������Բ���ѵ㣬�Լ���ͳ©�ż���豸���ʹ������Ȳ��㡢������Ӧ���������⣬�Ӵ�·�Ż�������ʶ�𡢶༼���ں�����ά���������Դ�ʩ�����ij����ܾ�273 mmԭ�ͳ���ܵ��ֳ����̣���֤����������ʵ��������Ч�ԡ������������Ч�ƽ��˹ܵ����������⣬Ϊ�ܵ���ȫ�ṩ�˿ɿ�����֧�š�
�ؼ��ʣ�©�ż�⣻С�ܾ��ܵ�����·�Ż�������ʶ�𣻶༼���ںϣ��ֳ���֤
©�ż�⣨Magnetic FluxLeakage��MFL�����������Ų��ϴŻ�������ȱ�ݲ�λ�����Ĵ�����й©������ȱ�ݲ�ʵ�ֶ�ȱ�������жϵ�һ�������⼼������ʵ�ֹ�ҵ�豸��ȫ���۵���Ч�ֶ�[1]����ͳ��©�ż���ֶ������ڼ��������������Ӵ������Ȳ��㡢�����Խϲ��ȱ�㣬���������С�ܾ��ܵ���˫�������Ϲܵ�����ṹ�ļ���Լ���Сȱ�ݵ�ʶ��Ҫ���ڴˣ��������ֳ�ʵ�ʼ���Ϊ����㣬̽��©�ż�⼼���ڹܵ�ȱ�ݼ���е�Ӧ�á�
1 ����ѵ�������Լ�����ʩ
1.1 �����ѵ�����
����ֳ����ٵĺ����ѵ㼯�����������ࡣ
�ṹ�����ѵ㡣С�ܾ��ܵ��ڼ������ �����¡���˫�������Ϲܴ��ڡ����ܴŻ������Ĺ�ĥ���ì�ܣ���ͳ��·��ʵ���ȶ��Ż���
ȱ��ʶ���ѵ㡣���졢�����ȸ��ӽṹ��ȱ���źŻ��ӣ�Сȱ��ʶ�ȵͣ�ȱ�ݶ�λ�������ֳ�ȱ������ϡȱ�����㷨�����Բ
���������ѵ㡣���ܵ������������ʸ��Ŵų������ٹ콻���߿շ��ȼ��˹����¼��Ч���뾫�����Լ�ˡ�
�ֱ����ѵ㡣���ܲ���ȱ�ݼ�������������У���ͳ��⼼�����ﵽ�����ֱ��ʡ�
1.2 ����Լ�����ʩ
��·�Ż�����Խṹ���������ʸ������⣬���á��ṹ����+����ר�á��Ĵ�·�Ż��������ƽ�ṹ�볡�������ѵ㡣һ�Ǹ��ϴ�·��ơ������ư��Ƽ�[2]��˫��������Žṹ�����������塪��������ˢ����ʽ�Ż���Ԫ���ɸ��ݹܵ��ܾ���̬���ڣ����С�ܾ��ܵ����Դ������ȶ��Ż���ì�ܣ����ž� �����¡����⡣���dz���ר�ô�·�Ľ������˫�������Ϲܼ���ѵ㣬�Ż���·�������Ӳ�ȸ�ˢ��ƣ��������ܴŻ��ȶ��ԣ����ͳĹ�ĥ��������ܵ��������ʸ��ţ��ڴ�·�����Ԥ���ų��������ƣ��������ʶԼ�⾫�ȵ�Ӱ��[3]��
����ʶ������ֳ��źŻ��ӡ�������������⣬�Ż��źŴ������㷨ģ�ͣ�����ȱ��ʶ��������ϡȱ�ѵ㣬����ȱ��ʶ��Ч���뾫�ȡ�һ��������ͼ��ʶ���㷨���Ľ�YOLOv5�㷨���ں�GSConv���������罵���ڴ����ģ���������ע�������ƣ�CA��ǿ�����졢�����ȸ��ӽṹ��������ȡ������ʵ��ȱ��ʵʱ��Чʶ��[4]�����ǡ���������ֵȷ��������[5]������ȱ������Ż�ˮƽ�뽻������ֵ�Ķ�̬ӳ���ϵ���ɸ��ݲ�ͬȱ��������Ż�״̬����Ӧ������ֵ��������λ���ȡ�����С���������Ż�����������������ģ�͡���ǿ�㷨������С���������µ��㷨�ȶ��ԣ�����ֳ�ȱ�������ٵ��������ѵ����
�༼���ںϡ���Լ��˹�����Ӧ��ȱ�ݼ�⣬��ȡ�缼�������Լ����ʹ��м����ںϵĽ��������ͻ�Ƽ��˳�����ֱ����ѵ㡣һ�ǿ缼��Эͬ��⡣�����Ի�ѥʽ����©��̽ͷ����ʽ�����������������һ�𣬲����칹��Դ�����ںϣ��ڸ���������ʵ���˸ֹ��ڡ�dz����ȱ�ݵ�ͬ�����[6]���������ʹ��м����ںϡ��������Ӵ��м��������õ���λɫ�Ŀ�����Ϊ�Ź�ת�����ʺ���ǻ�ṹ�����ư���̽ͷ���������뼶��ʱ��ֱ������������Ŀռ�ֱ������������Сȱ�ݼ���Ҫ�� [7]��
2 �ֳ�ʵʩ����֤���
2.1 ����������������
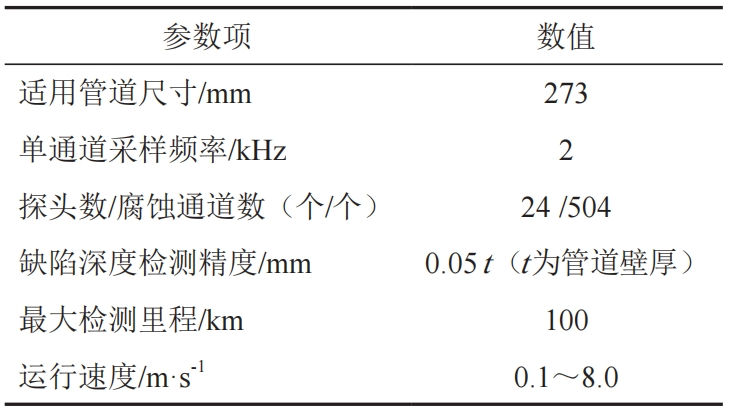
���μ�����Ϊ�⾶ 273 mm���ں� 6.4 mm��ԭ�ͳ���ܵ��������18.1 km��Ͷ����2019��10�£�����L390��ֱ����ܣ�3 PE�����㡣�����ܵ�����18 km���������С�
ѡ�õ�©�ż������������ 1��
�� 1 ©�ż����������
2.2 ���������Ԥ����
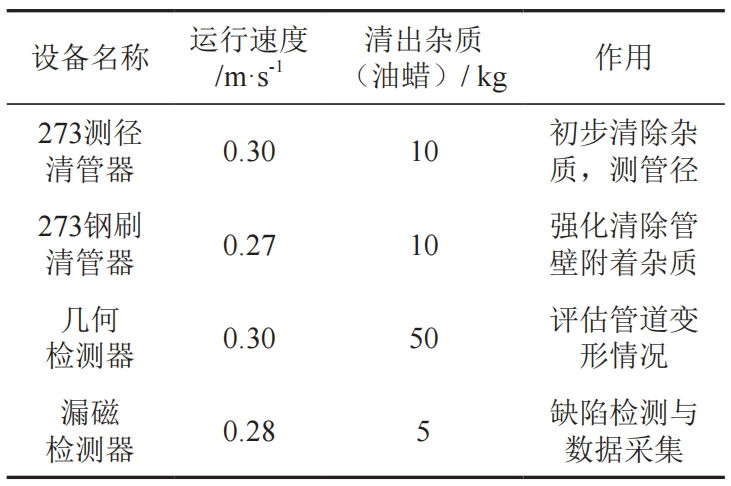
©�ż��ǰʵʩ2�������ҵ����ϼ��μ����ɹܵ�״̬�������������̼��� 2��
�� 2 �ֳ�©�ż�����̱�
2.3 ���������
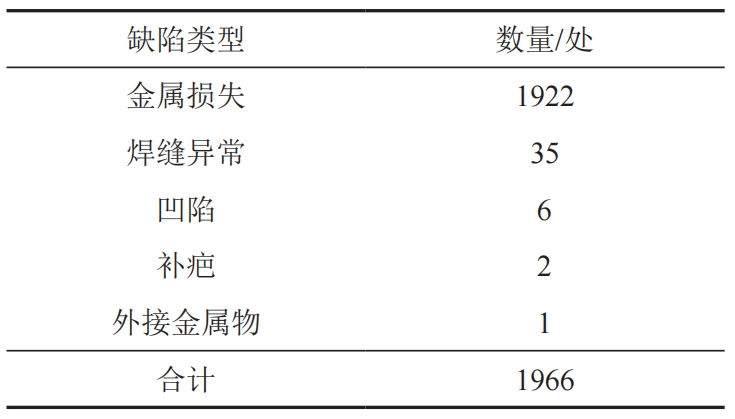
���ιܵ�ȫ�ھ��ڼ�ʶ��������λ3610��������GB/T 27699�D2011�����ʹܵ��ڼ�⼼���淶�������������ȱ�ݼ������쳣��λ1966�����ܵ�������нṹ���Ϲ渽����ʩ������λ1614�����ֱ���� 3���� 4��
�� 3 ©�ż��ȱ�ݼ��쳣��ͳ�Ʊ�
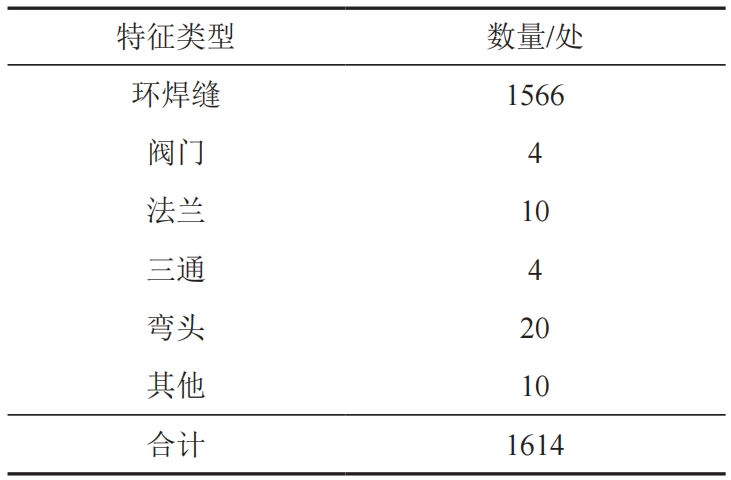
�� 4 ©�ż��ܵ�������ͳ�Ʊ�
��1��������ʧȱ�ݷ�����
��ⷢ�ֵ�1922��������ʧ�У��ⲿ��ʧ1667����ռ86.7%�����ڲ���ʧ255����ռ13.3%����������ʧ���d ��5%wt��1895����ռ��98.6%��5%wt< d ��10%wt��27����ռ��1.4%��d Ϊ�ܵ������ڵ�ʵ�ʸ�ʴ��ʧ��ȣ�wt Ϊ�ܱڹ��ƺ�ȣ���λ��Ϊmm����
�ⲿ������ʧ���ڲ�������ʧ����λ���ؼ����̷ֲ��ֱ��ͼ 1��ͼ 2��
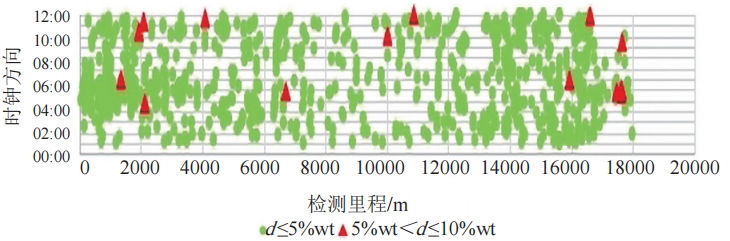
ͼ 1 �ⲿ������ʧͳ��ͼ
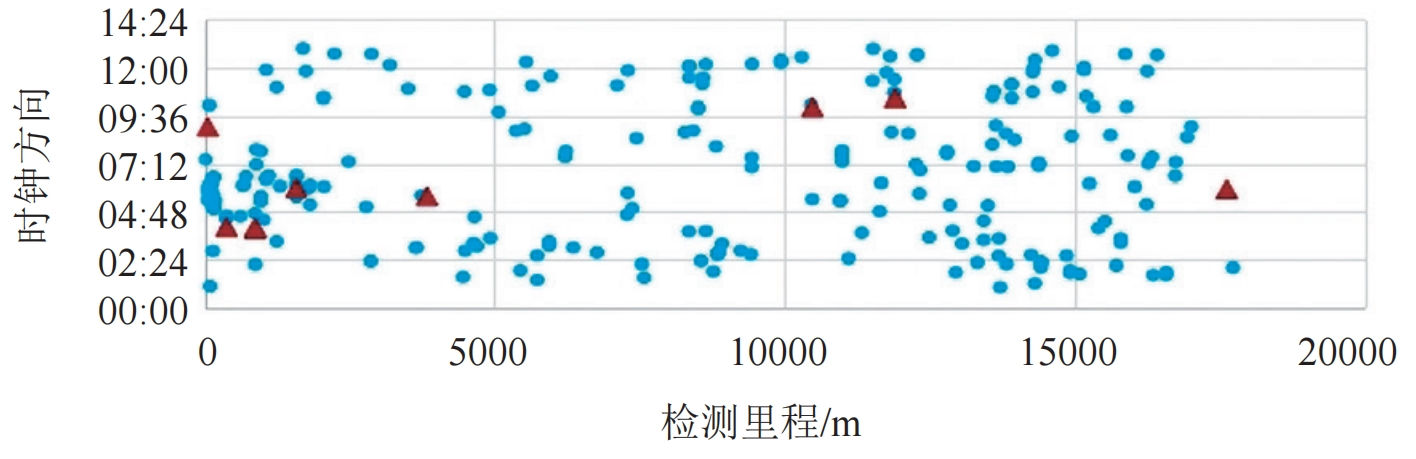
ͼ 2 �ڲ�������ʧͳ��ͼ
���и�ʴ��ȴ��ڵ���7% wt�Ľ�����ʧ��4������ 5����������9% wtΪ1���ڲ�������ʧ��������Ϊ�����ƻۣ��Ʋ�����ʳ�ˢ���ⲿ��ʴ��ء�
�� 5 ���d ��7% wt�Ľ�����ʧ�����
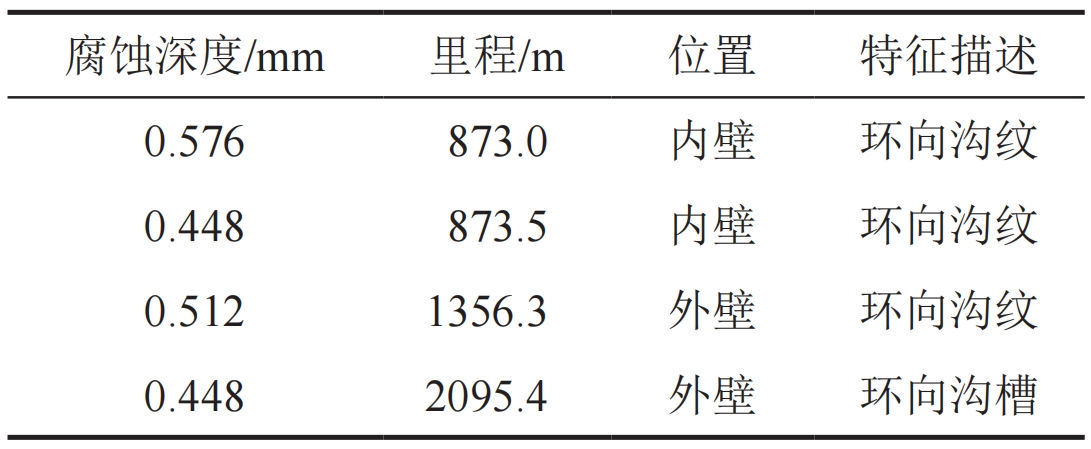
������2����ʴ��ȴ��ڵ���7% wt�Ľ�����ʧ������֤��������ʴ�����������ȫһ�¡�
��2�������쳣������
35���������쳣���У���ȣ�1����7����0��28���������أ�3 ����������أ�2 �����쳣�㣬�������������������á�
2.4 ��ȫ������
����Ų�������磨DNV��������DNV
RP-F101��Corroded pipelines������ʴ�ܵ��������������ʧȱ�� ERF��Ԥ��ά�ޱȣ�ֵ�������ʾ����ȱ�� ERF��0.3���������������ܵ���ǰ���з��սϵ͡�
�ֳ������������©�ż�ⷽ����������ȷ��λ����ȱ�ݣ���õļ�����ݿ�Ϊ�ܵ��İ�ȫ�����ṩ��ʵ������[8]��
3 ����
���ô�·�Ż��������㷨���༼���ںϵ��ֶΣ�©�ż�⼼�����ɴ�ͳ�Ķ����ж�������ⷽ��չ�������˫�������Ϲܡ�С�ܾ��ܵ��ȸ��ӽṹ������⣻��һ������������ٹ콻���߿շ��ȼ��������µļ�����⣬�Լ��������̶Ƚϵ͵����⡣��������Ҫ���ǣ����ϴ�·�������˴Ż��ȶ��Ժ������ȣ������㷨�����ȱ�ݵļ���ʼ����ȣ��༼�����ں������˼�ⳡ����ֱ��ʼ��ޡ�δ�����ѵ�������ν�����ʴ��Ⱥ��Ӧ���������ิ��ȱ�ݵ�����ģ�ͣ���Ƴ����ü������¹����Ĵ�������ʹ֮���ڸ��»�ǿ�Ĺ�����������������߹ܵ���⾫�ȣ��ӿ����ٶȣ����ͼ��ɱ����������˹����ܡ����Ӵ��еȼ����Ľ�����©�ż�⼼��Ӧ�ý����ӹ㷺���߾��ȡ����ܻ��������䡱 ���Ʒ�չ��
�ο����ף�
[1]������������������.©�ż���ڹܵ�����̽���е�Ӧ��[J].�����⣬2024��46(03)��56-63.
[2]���ư��Ƽ�(����)����˾.һ�־���˫��������Žṹ�Ĺܵ�©�ż��װ��[P].�й��� CN111413399B.2025-01-24 .
[3]���㣬��˧����������.��ȱ�ݹܵ��Ż�״̬��©���źŹ����о�[J].���Ӳ���������2023��46(12)��187-192.
[4]��������ӱ���벷�룬��.С�ܾ��ܵ����ⲿ��©���ڼ��ͼ��ʶ��[J].������е��2025 ��52(2): 268-276.
[5]���ҹ�������.һ�ֹܵ�©���ڼ��Ľ�������ֵȷ��������װ��[P].�й���CN119399107A .2025-02-07.
[6]��ʿ��.�༼���ںϵ��������߱��²��¸�ʴ����о�[J].ȫ�港ʴ���ƣ� 2025��39 (10����108-111.
[7]����������ͯ�ԣ������꣬��.һ������©�ż��ϵͳ[P].�й���CN120314431A. 2025-07-15.
[8]������������׳������Ρ����.�ܵ�©���ڼ��Ĺܱ�ȱ��©�ų�����ģ��[J].���Ӳ���������ѧ����2021��35(07)��106-114.

����飺��������1972����������˶ʿѧλ��������ʦ�������¹���������������˾һ������ʦ���о�����Ϊ���潨����������ˡ���ϵ��ʽ��18699509533��243057636@qq.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
